Des exemples practiques de l’ utilisation industrielle
D-S-A2.0-(2.5)-...
1) Sélectionnez une langue:
|
Distinción de color de distintos tipos de café Se deben distinguir distintos tipos de café según su color. Color differentiation of different types of coffee Different types of coffee should be distinguished by color. |

|
||
|
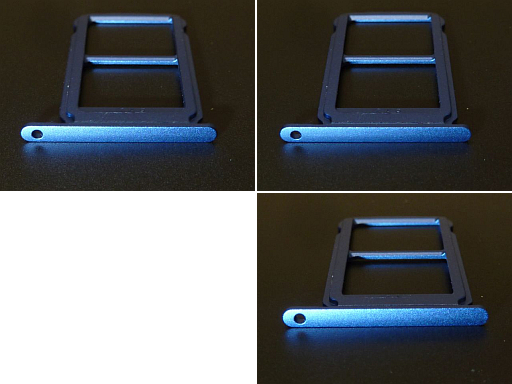
Medición de color de piezas de aluminio anodizado Se debe medir el color de los componentes anodizados de aluminio. Color measurement of anodized aluminum parts The color of anodized aluminum parts should be measured. |
|
||
|
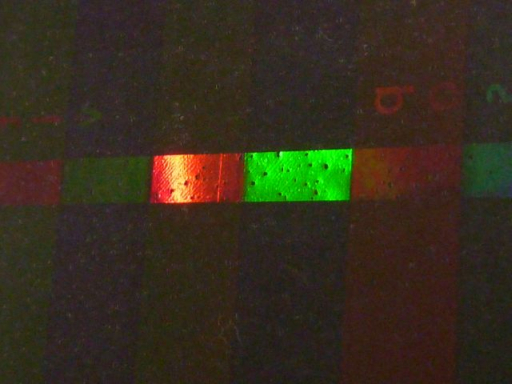
Detección de marcas de referencia holográficas Se deben reconocer marcas de referencia holográficas. Debe tenerse en cuenta que tanto las marcas reflectantes verdes como las rojas deben detectarse con la misma configuración. Detection of holographical reference marks Holographic reference marks should be detected. There are red as well as green reflecting reference marks which should be detected with the same adjustment. |
|
||
|
Medición del color de granulado de plástico Durante la producción, se debe medir el color de granulado de plástico. Color measurement of plastic pellets The color of plastic pellets should be measured during the production. |

|
||
|
Control de cantidad de aspersión en áreas peligrosas Se debe controlar la presencia y la cantidad de aspersión de un aspersor en un área peligrosa. Se debe observar que aquí no se puede utilizar un control por luz transmitida. Spray jet amount control in the Ɛx range The presence as well as the spray amount of a spray jet in the Ex range should be controlled. It has to be taken into account, that a system based on the transmitted light mode cannot be used for this application. |

|
||
|
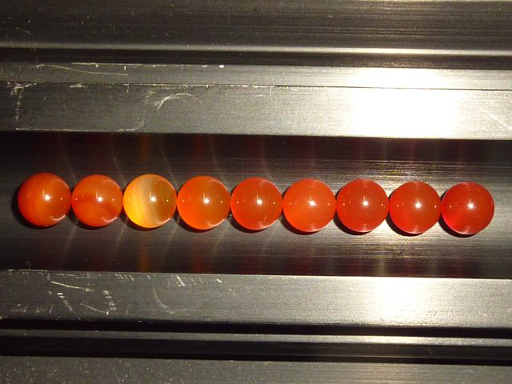
Control de color y turbiedad de piedras finas Se debe controlar la transparencia óptica y el color de piedras finas. Color and opacity control of gemstones The color as well as the opacity of gemstones should be controlled. |
|
||
|
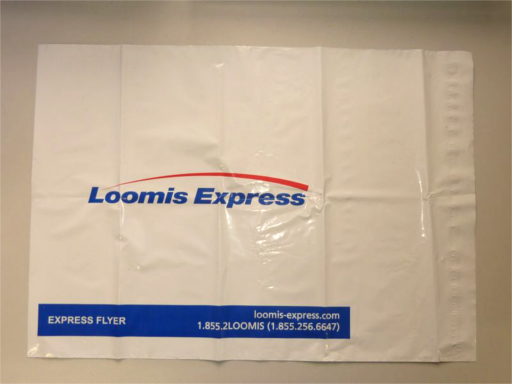
Detección de una capa adhesiva en sobres de plástico Se debe detectar una capa adhesiva en sobres de plástico. La capa adhesiva ocasiona en el lado opuesto una cierta ondulación de la lámina de plástico. Ya que el lado adhesivo está cubierto con una lámina metalizada de alto brillo, se debe controlar forzosamente en la parte posterior. Glue strip detection on plastic envelopes A glue strip should be detected on a plastic envelope. At this, the glue strip causes a corrugated pattern at the opposite side of the plastic material. Due to the fact, that the glue strip is covered with a metal coated high reflective plastic film, the only chance to detect it is from the opposite side. |
|
||
|
Control de dirección de varillas metálicas Se deben controlar con precisión varillas de metal respecto a la posición. Un extremo de la varilla es plano, mientras que el otro es redondo. Direction control of a metal rod The direction of a metal rot should be controlled. At this, the metal rod is flat press formed at the one side and at the other end round in shape. |

|
||
|
Control de doble capa de láminas de plástico Se debe supervisar la zona de bordes de una lámina de plástico de doble capa. La lámina en la zona de bordes pasa de una capa doble a una capa simple. Double layer control of plastic films With a view to the changeover from the double layer to the single layer range of a plastic film a sensor system should deliver exactly a signal which informs about the beginning of the single layer as well as the double layer range. |
|
||
|
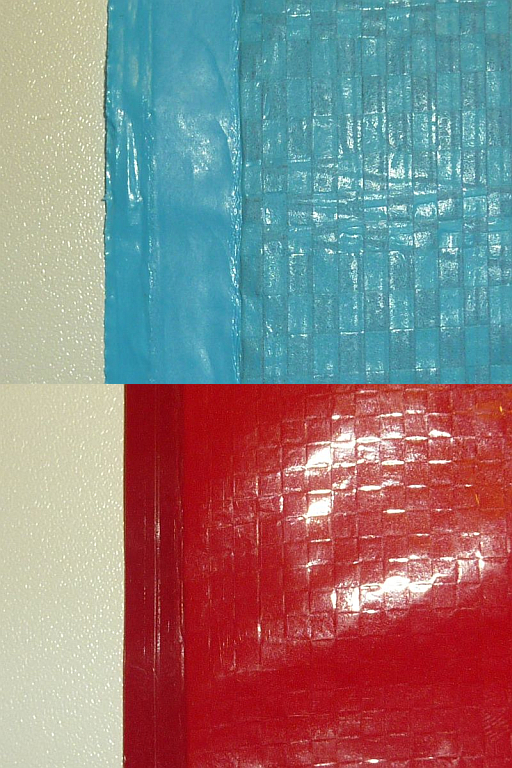
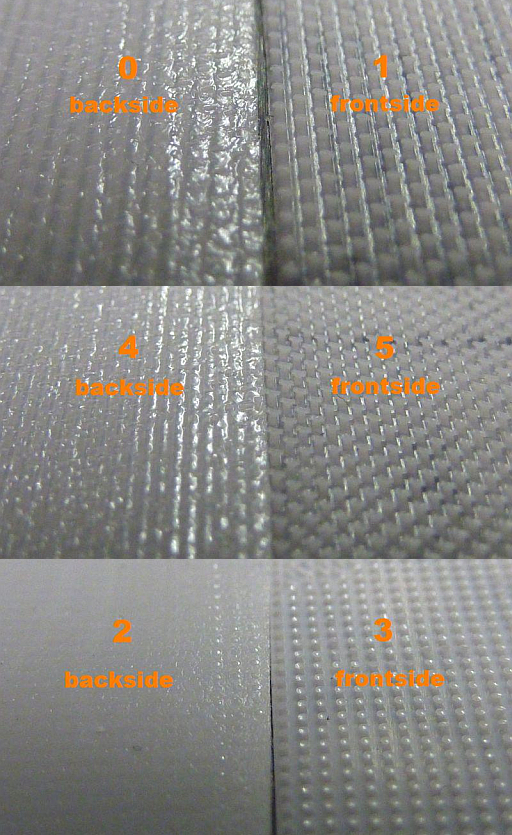
Distinción entre la parte delantera y trasera de una película de plástico La cara brillante de una película de plástico semi-transparente debe distinguirse de la parte posterior mate. Differentiation between front- and backside of a plastic film The glossy front side of a plastic film should be differentiated from the coarse back side. |

|
||
|
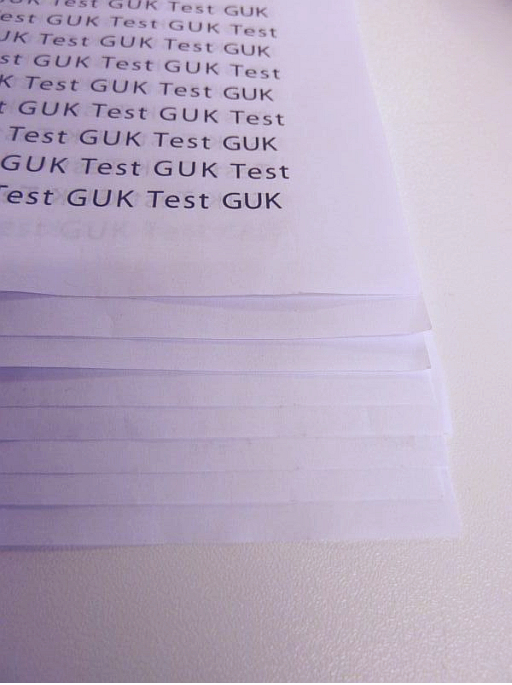
Control de doble capa de hojas de papel Se deben distinguir dos hojas de papel superpuestas. Double layered paper sheet control Double-layered paper sheets should be differentiated from single sheets. |
|
||
|
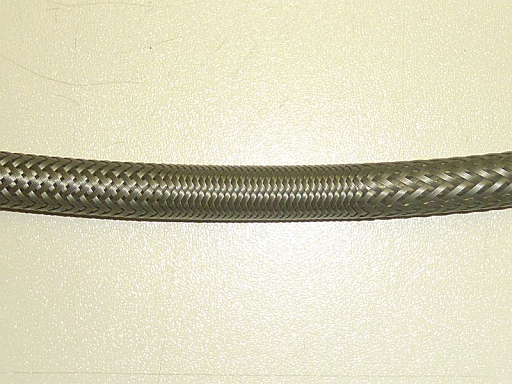
Control de roturas de hilos y estiramientos excesivos en mangueras trenzadas Se deben controlar mangueras trenzadas respecto a la ausencia de hilos individuales. Además, se las debe controlar respecto a cualquier eventual estiramiento excesivo. Braided hose wire absence and overstretch control The presence of all wires inside a braided hose should be controlled. Furthermore it should be controlled, whether the hose is overstretched. |
|
||
|
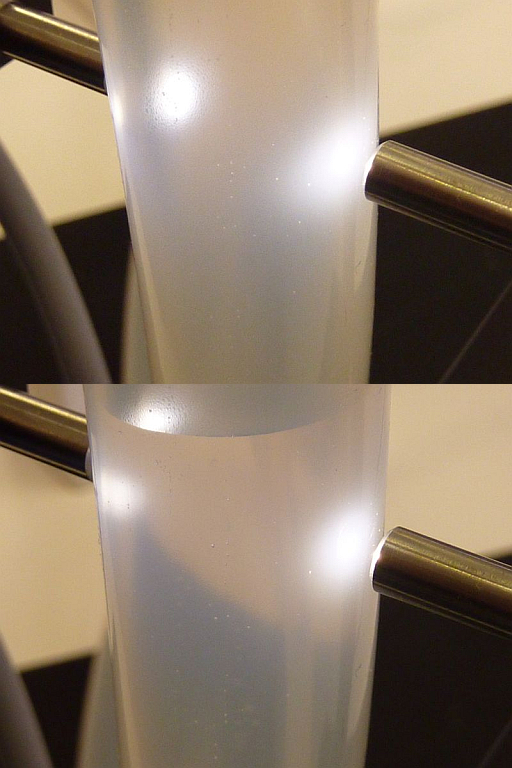
Distinción de láminas plásticas ligeramente difusas Se debe controlar la ligera turbidez de láminas plásticas transparentes. Differentiation of slightly diffuse plastic films Transparent but slightly diffuse plastic films should be differentiated. The haze of the plastic films should be controlled. |
|
||
|
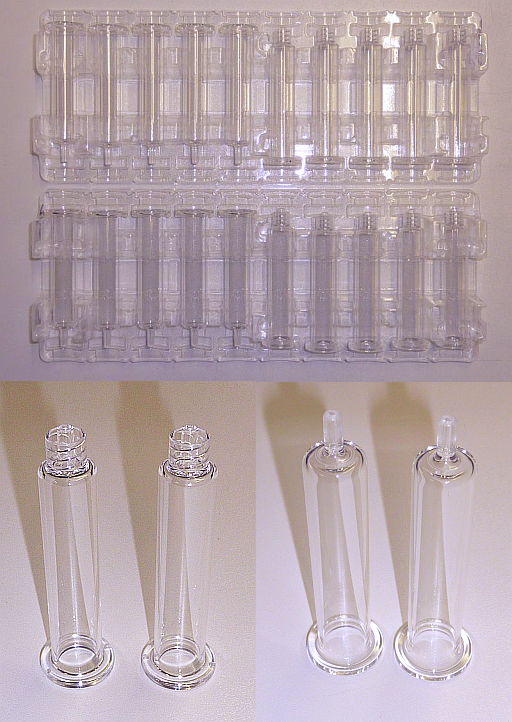
Distinción entre cuerpos de jeringas con y sin recubrimiento Se deben distinguir cuerpos de jeringas de vidrio o plástico recubiertos interiormente de los no recubiertos. Differentiation of coated and uncoated syringes Coated syringes should be distinguished from uncoated syringes. |
|
||
|
Detección de un lugar abultado en un haz de fibras de plástico que se mueve rápidamente Se debe supervisar respecto a lugares abultados un haz de fibras de plástico que se mueve rápidamente. Para este propósito, se alinea un cabezal de fibra óptica de luz de transmisión ligeramente por debajo de la trayectoria normal del haz de fibras, de modo que el haz de luz no se atenúa en la trayectoria normal. En caso de presencia de un lugar abultado, por lo contrario, se cubre parcialmente el haz de luz, que a su vez produce una disminución en la señal del receptor. Detection of a ravel in a fast moved plastic fiber bundle A ravel in a fast moved plastic fiber bundle should be detected. At this, an optical fiber through beam head is placed in way, that the normal plastic fiber bundle stream does not cover the optical beam. However, if a ravel appears, the optical beam will be partly interrupted and this leads to a decrease of the receiver signal. |

|
||
|
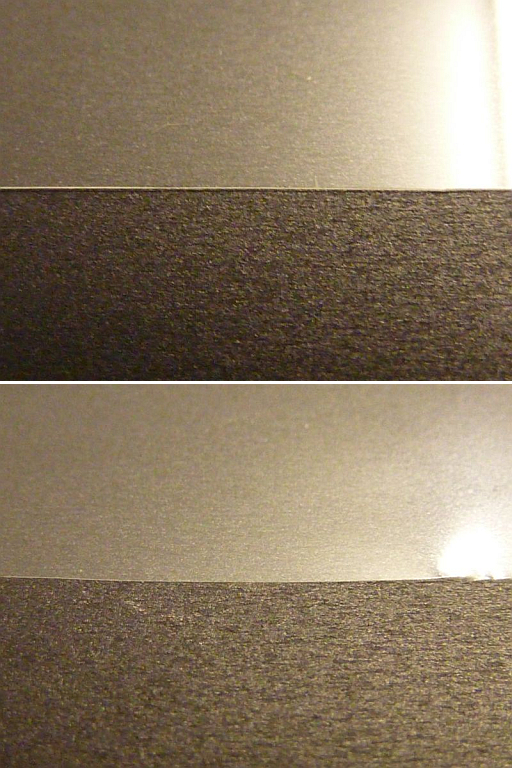
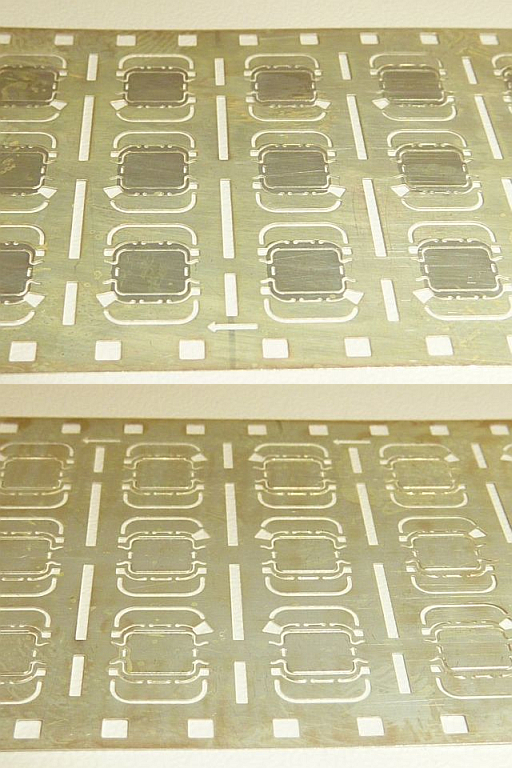
Control de brillo de una tira de metal soporte de semiconductor, un denominado lead frame. Se debe controlar el brillo de un llamado lead frame en los lugares donde, en una etapa posterior del proceso de producción, se va a colocar un chip semiconductor. Lead frame gloss control The gloss of lead frames should be controlled. At this, the surface where the semiconductor chip should be placed can be blank or rough. |
|
||
|
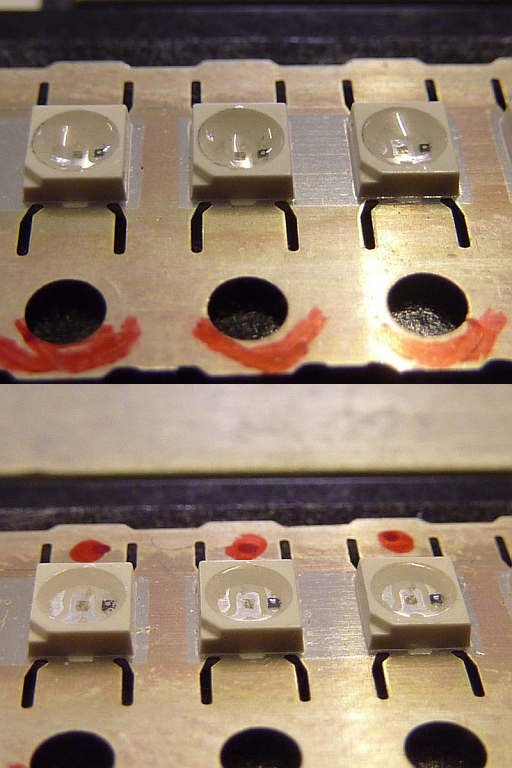
Control de nivel en un material de sellado en transparentes LEDs SMD Se debe controlar el nivel de un material de sellado en LEDs SMD respecto a llenado insuficiente. Underfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with a view to underfilling. |
|
||
|
Control de nivel de líquidos en tubos ópticamente semitransparentes Se debe supervisar el nivel de líquido en un tubo semitransparente. Se puede tratar de diferentes líquidos: agua, detergente o líquidos lechosos. Sin embargo, siempre se utiliza el mismo tipo de tubo. Además, se debe observar que ni espuma ni una película de líquido sobre la pared interior del tubo pueden afectar, aunque sea ligeramente, el resultado. Liquid level control from liquid in semi transparent tube The liquid level should be controlled with an optical system. At this, there are different kinds of liquids possible: water, detergent and milky liquids. The tube is always the same: semi transparent. It should be taken into account, that neither foam nor liquid film should influence the detection of the liquid level. |
|
||
|
Detección de rayas en tapas de plástico de color transparentes Se deben detectar rayas en tapas de plástico de color transparentes durante su rotación. Schlieren detection on transparent colored plastic closures Schlieren on transparent colored plastic closures should be detected. |

|
||
|
Control del color de tapas de plástico transparente Se debe supervisar el color de tapas de plástico transparentes. Se debe observar que de un lote a otro se deben supervisar distintas tapas y la tarea se trata también de mantener el producto en el rango de tolerancia permitido. Color control of transparent plastic closures The color of transparent plastic closures should be controlled. At this, different colored transparent closures (e.g. orange, violet, magenta) will be produced and the task is to hold the respective color in a certain range. |

|
||
|
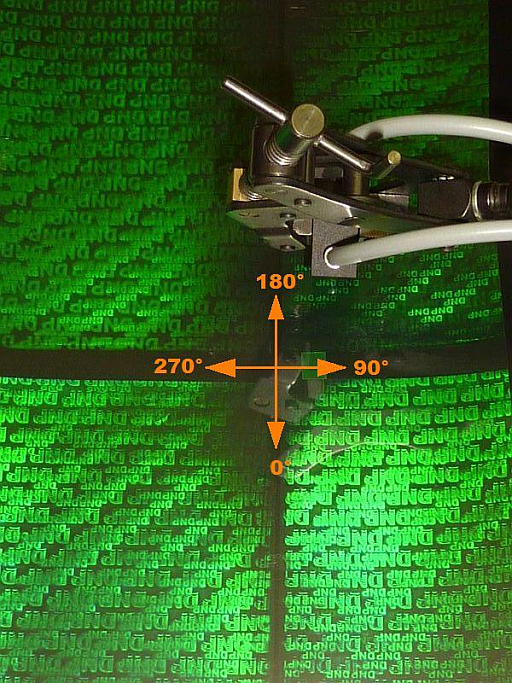
Control de color de una lámina de holograma transparente Durante la producción, se debe controlar una película de holograma transparente respecto al comportamiento de reflexión espectral. La luz blanca incide perpendicular a la lámina de holograma, el receptor se debe ubicar por debajo de 30 ° a la vertical. El plano que es atravesado por los dos ejes ópticos es perpendicular a la dirección de alimentación de la lámina de holograma. Color control of a holographic transparent film During the production of a holographic transparent film the color should be inline controlled. At this the color can only be detected under an angle of 30° to the vertical axis if the light falls perpendicular onto the holographic film. Furthermore the frontend should be directed perpendicular to the transport direction of the holographic film. |
|
||
|
Control de color de preformas de PET Se debe monitorear el color de preformas de PET extremadamente oscuras. Color control of PET preforms Different colored PET preforms which are used in the bottle industry should be differentiated. |

|
||
|
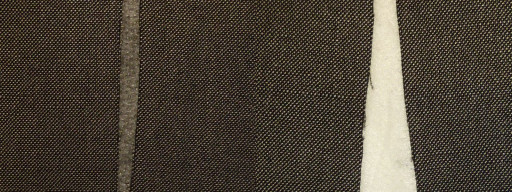
Detección de una brecha de material En una franja de tela se debe detectar una brecha. En este caso, el color de los materiales puede variar enormemente de un lote a otro. Detection of a gap in a fabric In a fabric a gap should be detected. At this different colored fabric (from dark to bright) are possible. |
|
||
|
Control de aguas residuales y clasificación Se deben controlar y clasificar aguas residuales. A tal fin, se deben utilizar visores para la medición, también es posible una inmersión directa en el agua residual. Waste water detection and classification Waste water should be detected, controlled and classified. For this purpose sight glasses can be used for the measurement or even dipping the optical front end unit into the waste water is also possible. |

|
||
|
Control de posición la ubicación de un cierre de velcro Se debe supervisar la posición de un cierre de Velcro, si está colocado correctamente o al revés. Position monitoring of hook-and-loop fasteners The orientation of Velcro® fasteners should be controlled. |
|
||
|
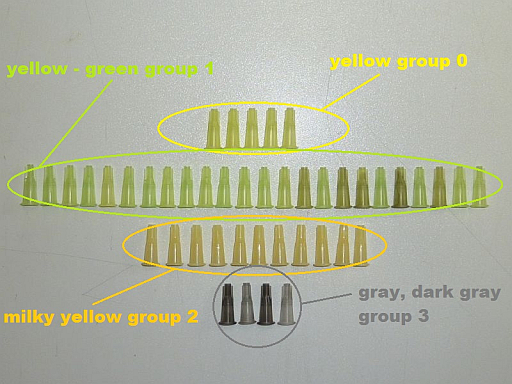
Distinción de color de los componentes de plástico para agujas de inyección Se debe monitorizar el color de los elementos de plástico para agujas de inyección. Dentro del mismo tipo de color, de lote a lote pueden aparecer modificaciones inadmisibles, que después deben ser detectadas. Color differentiation of syringe capsules Syringe capsules must be color differentiated. At this, there should be detected also an unacceptable color change from batch to batch of the same capsule type. |
|
||
|
Control de líquido de color Durante los procesos con agua, la calidad de esta debe ser controlada. Puede ocurrir que el color del agua se vuelva ligeramente azul (contaminada) o beige (aceitosa). En ambos casos esto debe ser detectado ya que el agua debe estar limpia en todo el proceso. Colored liquid control During a water cycle process the quality of the water must be controlled. It can happen that the water becomes slightly blue (pollution) or beige (oily) in color. Both case must be detected, the water must be clean. |

|
||
|
Diferencias de color en botellas de vidrio coloreado En la industria del reciclaje de vidrio es necesario separar las botellas según su color para poder ordernarlas correctamente según su material. Color differentiation of colored glass bottles In the glass recycling industry it is necessary to separate the different colored bottles to get a correctly sorted material. |

|
||
|
Detección de botellas de vidrio trasparentes o con acabado lechoso En la industria del vidrio, durante el proceso de fabricación de botellas para el sector farmacéutico, las botellas deben ser recubiertas internamente con un producto que les otorga un acabado lechoso. Debido a ello, podemos detectar cuando estas botellas están o no recubiertas. Detection of clear and milky glass bottles In the glass industry during the process of glass bottle manufacturing for the pharmaceutical industry, the glass bottles must be coated inside. The task is to check, whether the bottle is coated or uncoated. |

|
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")