Traduci questa pagina:
Cos'è lustro?

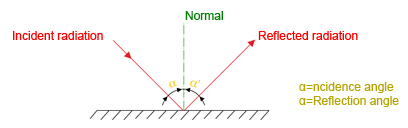
La brillantezza di un oggetto è il riflesso diretto della luce nel campo del visibile. Riflesso diretto nella sua "forma pura", per esempio si può osservare su una superficie a specchio, dove: angolo di incidenza = angolo di riflessione. L'angolo è definito dalla normale alla superficie.
Nella maggior parte dei casi, tuttavia, si verifica la riflessione mista, poiché la maggior parte delle superfici sono irregolari e hanno quello che viene chiamata rugosità superficiale. La parte non-diretta di riflessione aumenta con la crescente rugosità. Naturalmente si deve anche considerare che una certa parte della radiazione incidente viene assorbita dall'oggetto o passa attraverso l'oggetto.
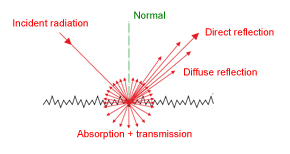
Una distinzione viene fatta tra riflessione diffusa e la riflessione diretta. RIFLESSIONE DIRETTA è di interesse per la misura di brillantezza, mentre per l’ispezione del lucido sia la RIFLESSIONE DIRETTA e RIFLESSIONE DIFFUSA sono utilizzate per la valutazione.
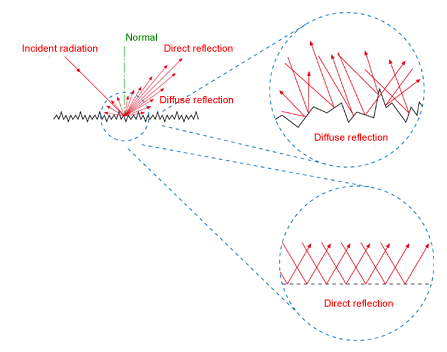
RIFLESSIONE DIFFUSA
La superficie è costituita da "specchi" disposti casualmente, il che significa che la radiazione incidente viene riflessa in tutte le direzioni.
RIFLESSIONE DIRETTA
La superficie è costituita da "specchi" diretti, il che significa che la radiazione incidente viene riflessa in una sola direzione.
Superfici di calibrazione
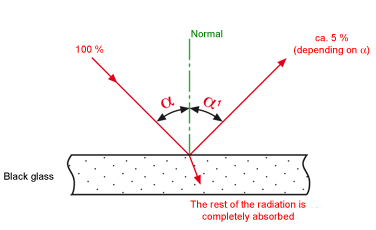
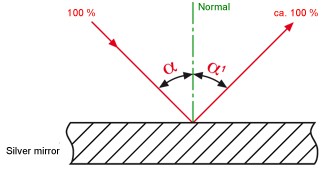
Di solito vetro nero o specchi d'argento sono usati per la calibrazione dei sensori di misura di brillantezza. Questi due prodotti hanno una superficie piana, e solo luce incidente viene riflessa da una superficie C. La superficie dello specchio d'argento fornisce riflessione quasi totale, la superficie di vetro nero riflette solo circa il 5% della luce incidente, ma il resto della radiazione incidente è completamente assorbita in modo che la superficie posteriore non può contribuire alla riflessione diretta.
Vetro nero
La parte della luce incidente che viene riflessa dal vetro nero viene utilizzata come riferimento, il livello di brillantezza su vetro nero è definito come 100 (unità: [1] gloss livello (vetro nero) = 100 ([1])
Vetro d’argento
Quando viene usato uno specchio d'argento, questa superficie è utilizzata come riferimento ed è definito come 100 (unità: [1]).
Angolo di misura
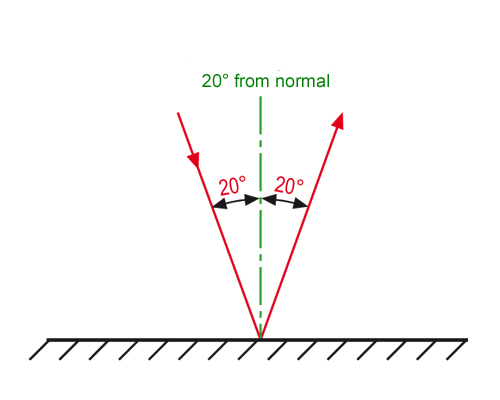
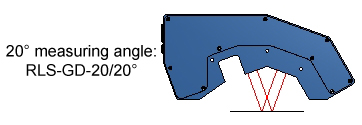
20°:
Per superfici a lucentezza elevata
Un sensore di brillantezza a 20° viene utilizzato se si devono determinare gradi di lucentezza >70GU. Cioè, se il gradi di lucentezza misurato con un glossometro di 60° è >70GU, viene utilizzato un sensore di lucentezza di 20°.
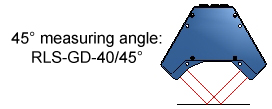
45°:
Standard TAPPI (industria cartaria) per superfici lucenti
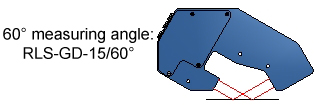
60°:
Per superfici a lucentezza media
Un sensore di brillantezza a 60° viene utilizzato se devono essere determinati gradidi lucentezza da >10GU a <70GU. Questa variante è "tuttofare". Il sensore di brillantezza a 60° è standard per la maggior parte delle applicazioni.
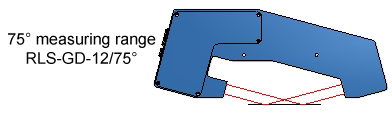
75°:
Standard TAPPI (industria cartaria) per superfici opache
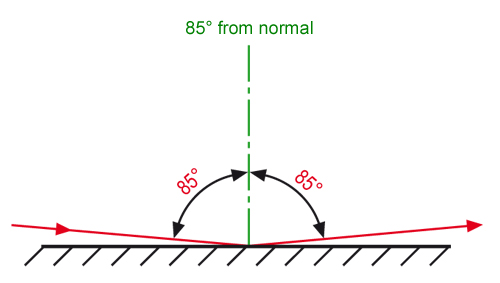
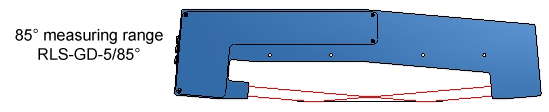
85°:
Per superfici opache
Un sensore di brillantezza a 85° viene utilizzato se si devono determinare gradi di lucentezza <10GU. Cioè, se il gradi di brillantezza misurato con un glossometro a 60° è <10GU, viene utilizzato un sensore di brillantezza a 85°.
[GU = Gloss Unit]
| 20° from normal Questa geometria di misura è utilizzata principalmente per gli oggetti con alto grado di brillantezza come l'alluminio lucido, film plastici, o lastre di vetro rivestite. A seconda dell'applicazione di lucentezza il sensore è tarato per vetro nero o di uno specchio d'argento (versione speciale sensore). |
 |
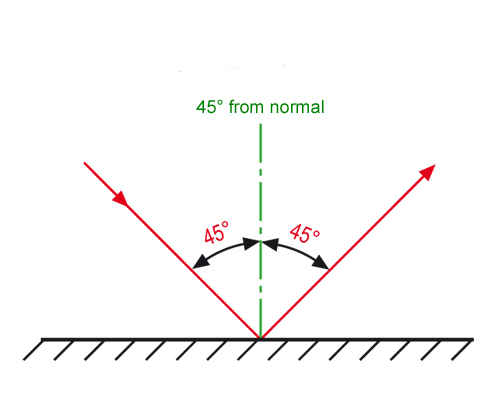 |
45° from normal Il livello di brillantezza di vetro nero è di 100 [1]. Nelle versioni speciali tarate per specchi d'argento è anche 100 [1]. Questa geometria di misura quasi esclusivamente è utilizzata nell'industria della carta per la misurazione di superfici in carta lucide (cosiddetto TAPPI standard). La calibrazione viene eseguita per vetro nero. Il livello di brillantezza di vetro nero è di 100 [1]. |
| 60° from normal Questa è la variante più comunemente usata. Può essere utilizzata in modo ottimale per tutti gli oggetti da opaco fino al lucido. La calibrazione viene eseguita esclusivamente a vetro nero. Il livello di brillantezza di vetro nero è di 100 [1]. |
 |
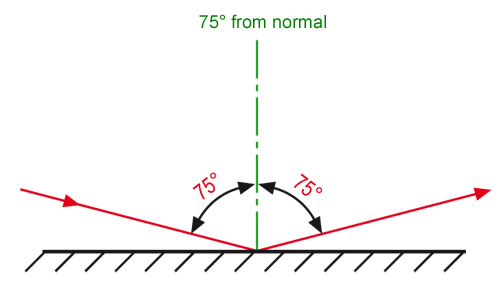 |
75° from normal Questa geometria di misurazione viene preferibilmente utilizzata nell'industria cartaria per misurare superfici di carta opaca (standard TAPPI). La calibrazione viene eseguita per vetro nero, il livello di brillantezza è di 100 [1]. |
| 85° from normal Questa geometria di misura principalmente viene utilizzata per la misurazione di superfici molto opache (ad esempio, superfici in legno opaco). La calibrazione viene eseguita anche in questo caso a vetro nero con un livello di brillantezza di 100 [1]. |
 |
Dispositivi portatili
Il mercato offre una vasta gamma di dispositivi fuori linea (dispositivi portatili) che possono essere utilizzati per misurare il livello di brillantezza per esempio in un laboratorio. Con materiale di strato un campione di solito è preso a iniziare la produzione per la misurazione in laboratorio. Un altro campione poi viene preso al termine della produzione. Questo naturalmente significa che nessuna misura adeguata di lucentezza può essere eseguita tra l'inizio e la fine della produzione. Nella produzione di materiale piatto, tuttavia, i campioni possono anche essere presi durante la produzione. Questo metodo, tuttavia, prende un sacco di tempo, e di regola i campioni che sono stati presi difficilmente può essere immessa nella sequenza di produzione.
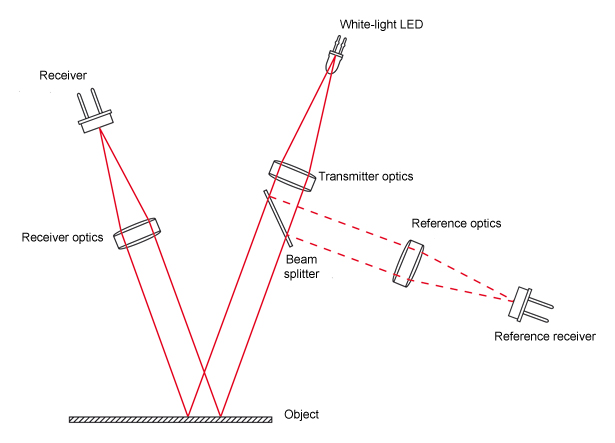
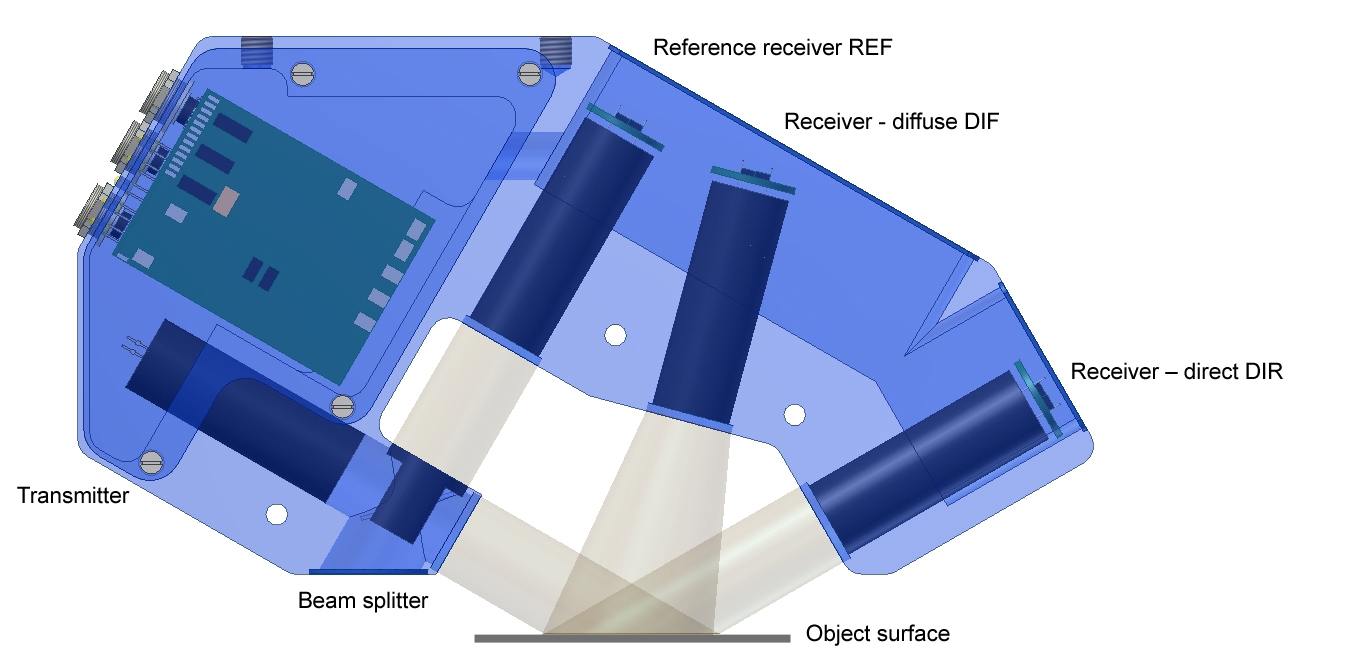
Progettazione di base di dispositivi portatili: Come regola una lampadina viene utilizzata come fonte di luce. L’ottica del trasmettitore fornisce l'allineamento parallelo di luce bianca (di regola il fascio di luce ha un diametro inferiore a 10 mm). Una coppia di ripartitori di fasci su una parte della luce trasmettitore, che attraverso una unità ottica (ottica di riferimento) è diretto sul ricevitore di riferimento, che permette la compensazione di eventuali derive.
Progettazione di base di dispositivi portatili: Come regola una lampadina viene utilizzata come fonte di luce. L’ottica del trasmettitore fornisce l'allineamento parallelo di luce bianca (di regola il fascio di luce ha un diametro inferiore a 10 mm). Una coppia di ripartitori di fasci su una parte della luce trasmettitore, che attraverso una unità ottica (ottica di riferimento) è diretto sul ricevitore di riferimento, che permette la compensazione di eventuali derive.

La maggior parte della luce, però, esce dal dispositivo misuratore di lucentezza e incide sulla superficie da misurare. Il palmare deve poggiare sull'oggetto per osservare la distanza di misura e assicurarsi che nessuna luce esterna raggiunge il ricevitore. La quantità di luce che si concentra sul ricevitore dall'ottica del ricevitore fornisce informazioni sul livello di brillantezza. La copertura ottica di dispositivi portatili è usata anche come un piatto di calibrazione, poiché l'interno del coperchio contiene vetro nero.
Svantaggi di dispositivi portatili:
- Solo misure offline sono possibili, il che significa che è necessario prendere dei campioni. Solo materiale foglio può essere misurato all'inizio e alla fine del foglio!
- Le misurazioni sono possibili solo su base casuale (in laboratorio). Misura del prodotto al 100% non è possibile!
- Senza contatto la misura è impossibile perché il sensore deve basarsi sull'oggetto da misurare!
- Sensibilità alla luce estranea, perché di regola una lampadina viene utilizzata come fonte di luce (non modulata).
- Durata limitata della sorgente luminosa (lampadina).
- Non uscite di commutazione digitali, non uscite analogiche.
Dispositivi di misurazione INLINE (di Sensor Instruments GmbH)
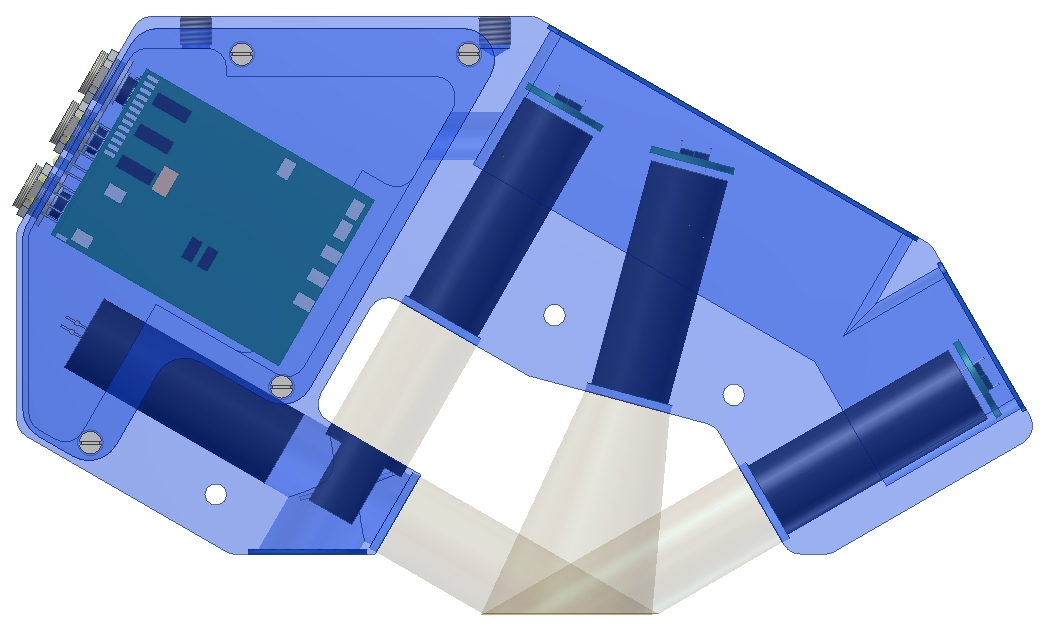
La progettazione di dispositivi INLINE è sostanzialmente analogo a quello dei dispositivi portatili, ma ci sono alcune differenze essenziali:
Vantaggi dei dispositive INLINE:
- Un LED a luce bianca viene usato al posto di una lampadina, il che significa che la luce può essere modulata, e il sistema di misurazione è insensibile alla luce esterna.
- Grazie alla sua insensibilità alla luce esterna del sistema di misura opera in maniera senza contatto e può quindi essere utilizzato in linea.
- Il ramo di riferimento - A può essere collocato all'esterno. Influenze ambientali così si applicano ugualmente alla distanza di misura e alla distanza di riferimento.
- La copertura ottica consiste di vetro piano, che facilita notevolmente la pulizia delle ottiche.
- Il sistema è dotato di uscite di commutazione e 2 uscite analogiche (tensione e corrente di uscita).
- Diverse interfacce seriali (a titolo di convertitori) sono disponibili: RS232, USB ed Ethernet.
- Con un monitor più linee di misura possono essere rappresentati per mezzo di una unità multiplexer (visualizzazione dei trend, visualizzazione numerica e grafica del livello di brillantezza, visualizzazione della media, il valore di tolleranza impostato, e la registrazione dei dati per un certo numero di posti di lavoro) .
- Poiché la potenza del trasmettitore del LED a luce bianca può essere variata, la potenza luminosa può essere adattata in modo ottimale alla superficie corrente da misurare
- Il fascio di luce speciale ha un diametro di ca. 20 mm, il che significa che una parte molto più grande della superficie dell'oggetto viene scansionato che con dispositivi portatili. Il sistema di misurazione diventa così insensibile alle variazioni locali.
I sensori in linea di lucentezza prodotti da Sensor Instruments usano gli stessi standard di misurazione che sono anche utilizzati in dispositivi di misurazione lucido portatili. Per il funzionamento INLINE che forniscono robustezza, la misura senza contatto, e insensibilità alla luce esterna, e forniscono i segnali corrispondenti (analogici e digitali) che informano circa il livello di brillantezza. Per la misura in linea lucida si deve considerare, inoltre, che misura deve essere eseguita simultaneamente in diverse posizioni degli oggetti, che richiede il funzionamento multiplex comprensivo di una unità di monitoraggio.
HARDWARE
Il sensore di lucentezza comprende essenzialmente una sorgente luminosa (SI: LED a luce bianca modulato) nel trasmettitore ottico, un divisore di fascio che le coppie su una parte del trasmettitore.
Geometria di misura
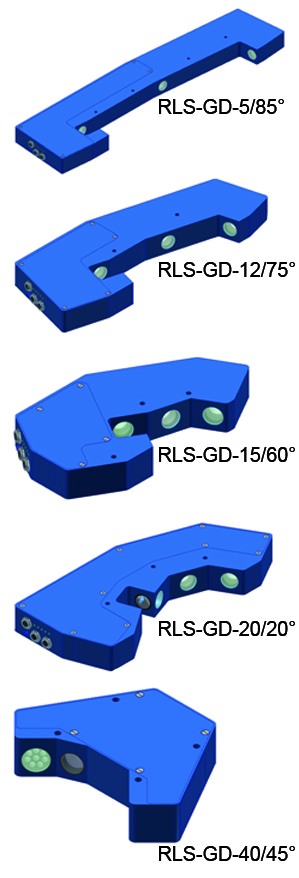
Sensor Instruments fornisce sensori INLINE di lucentezza per tutti gli standard più importanti.
Interfaccia
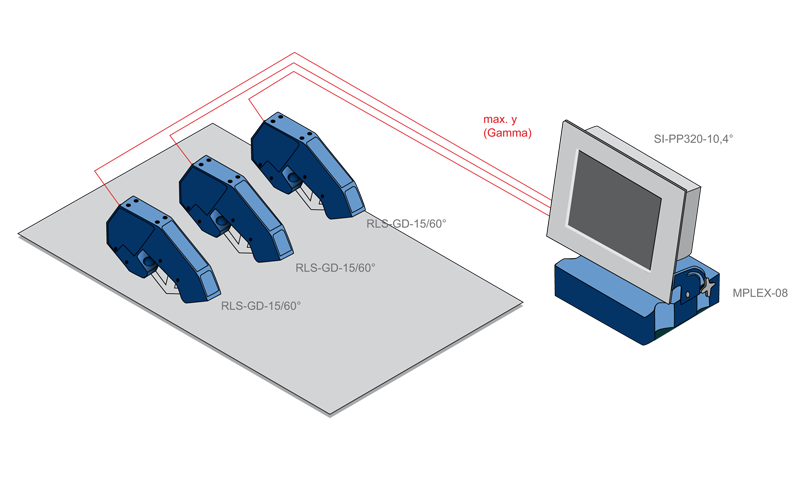
Il sensore gloss dispone di 5 uscite digitali che possono essere corrispondentemente valutate da un PLC a valle. Possono essere rappresentati (binary-coded) fino a 31 livelli di brillantezza (con relative tolleranze). Il sensore ha anche due uscite analogiche che forniscono informazioni circa il livello di brillantezza attuale: Un uscita in tensione (0 V ... 10 V) e una uscita in corrente (4 mA ... 20 mA). L'interfaccia RS232 integrata può essere utilizzata per la trasmissione dati. Convertitori di interfaccia esterna per USB e Ethernet possono essere utilizzate per il collegamento con i rispettivi sistemi. L'unità multiplexer M-PLEX-08 consente il collegamento di 8 misurazioni gloss (sensori RLS-GD), di cui, inoltre, possono essere visualizzati i valori di misura grafica (trend) e numerica (valore corrente o media) con una unità di monitoraggio (SI-PP320-10.4 °). E 'anche possibile registrare i dati e salvarli relativi al rispettivo lavoro.
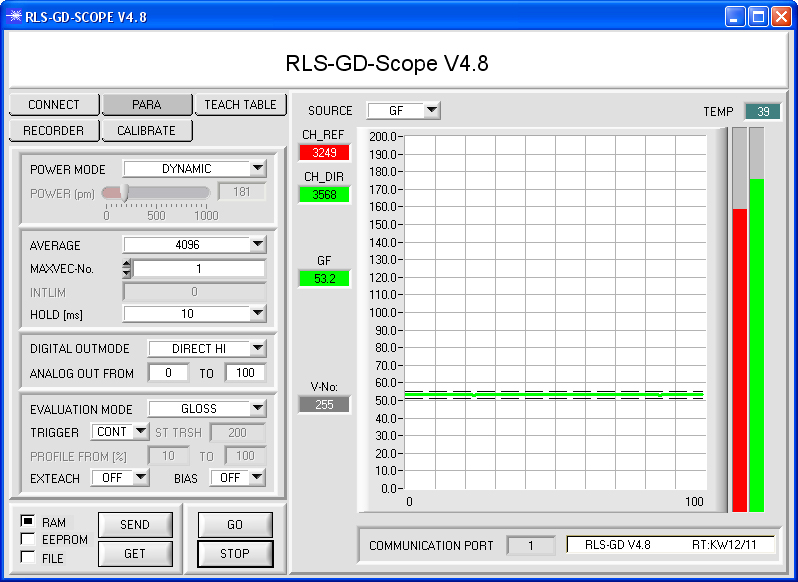
Software
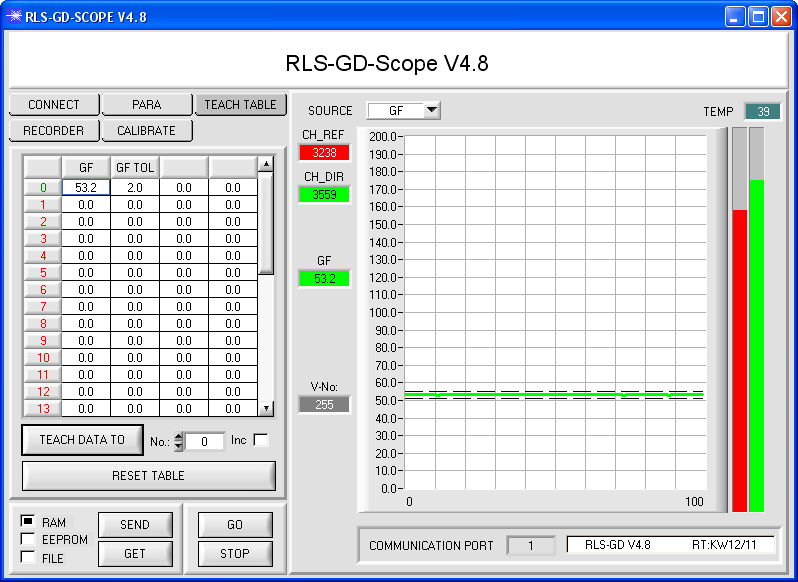
Il sensore gloss può essere comodamente e facilmente parametrizzato con il RLS-GD-Scope software V4.8 Windows. Il software visualizza anche i parametri più importanti come il valore grezzo del ricevitore di riferimento e del ricevitore di riflessione diretta.
Importanti parametri di input:
Importanti parametri di input:
- Potenza Luce del LED automaticamente corretta bianco-luce / non corretto automaticamente:
POWER MODE: dinamico / statico
Impostazione della potenza di luce per il funzionamento statico: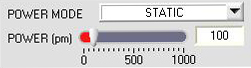
0: LED off
1000: LED al massimo
- Della media dei valori di brillantezza determinati:
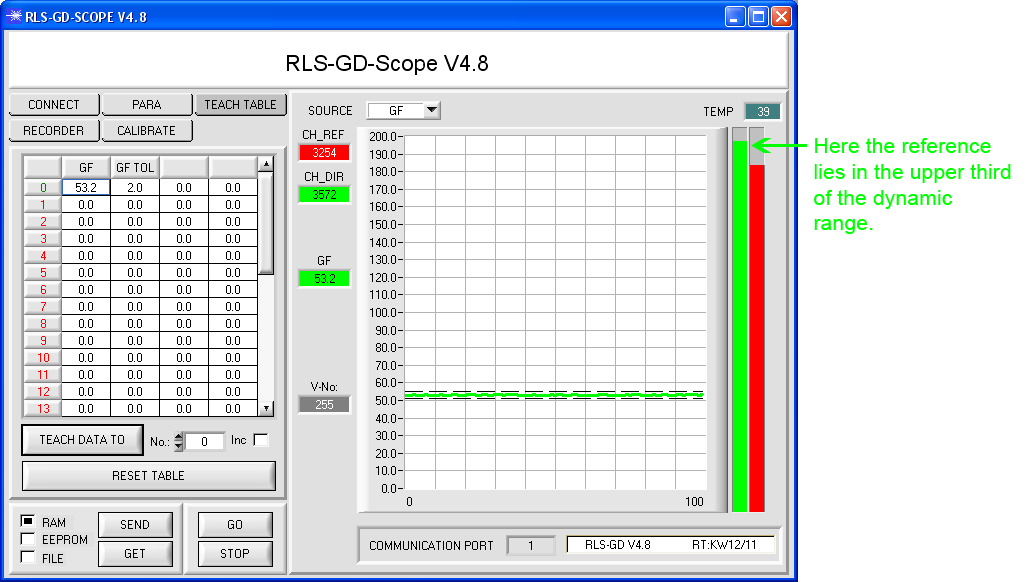
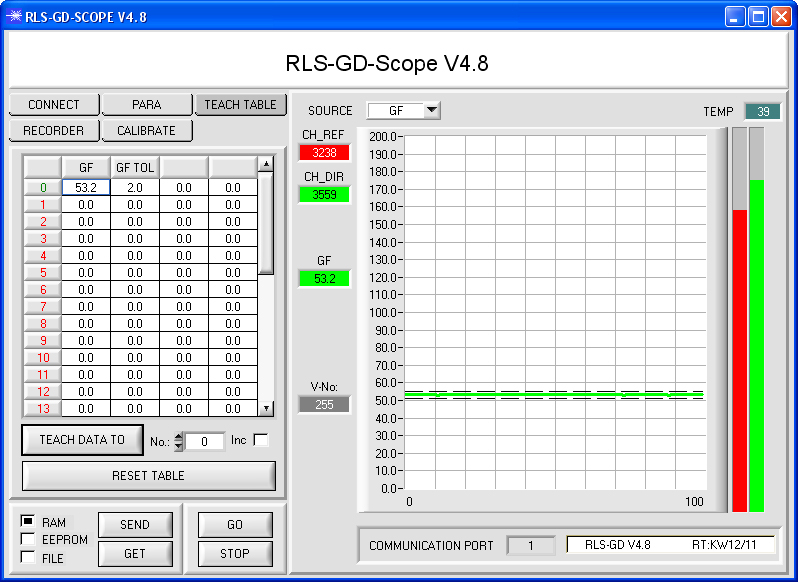
In MODALITÀ POWER DYNAMIC il controllore che è integrato nel sensore di lucentezza cerca di controllare la potenza luminosa in modo che sia il valore grezzo del segnale di riferimento o il valore grezzo del ricevitore di riflessione diretta risiede nel terzo superiore della gamma dinamica (vedere il display barra nell'interfaccia utente).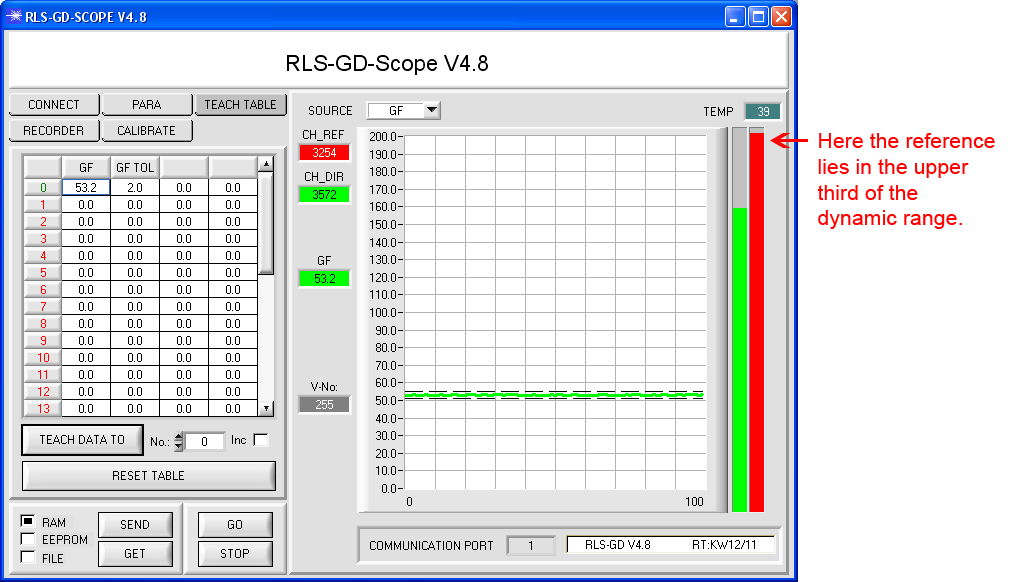
- La media può essere impostata tra 1 e 32000:

- Impostazione del numero di livelli di brillantezza che dovrebbero essere forniti alle uscite digitali MAX-W6:

- L’uscita può essere fino a 5 livelli di brillantezza. Per più di 5 livelli di brillantezza l'uscita può essere con codifica binaria.
- Modalità di valutazione NORM o GLOSS:
In modalità di valutazione GLOSS un continuo confronto è fatto con il segnale di riferimento, che rappresenta sempre il valore di taratura a vetro nero (o specchio d'argento). Il rapporto canale di misurazione / riferimento durante la calibrazione serve come punto di riferimento qui. Si utilizza la modalità GLOSS per la misurazione di lucentezza. La modalità NORM è spiegata più in dettaglio nel capitolo GLOSS ISPEZIONE.
- Uscita analogica:
Il valore analogico di solito rappresenta un livello di brillantezza da 0 a 100 (0V ... + 10V). Tuttavia, questa gamma può essere ingrandita con un fattore di 10, in modo che, ad esempio una gamma livello di brillantezza da 5 a 15 può quindi essere emesso come valore analogico 0V a 10V (o 4 mA a 20 mA).
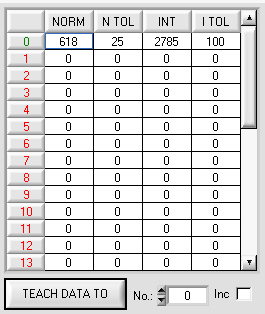
- Tabella dei livelli di lucentezza:
.jpg)
- Rappresentazione grafica e numerica: Il livello di brillantezza, il valore di riferimento, e il valore di misurazione vengono visualizzati in forma numerica. Il livello di brillantezza, inoltre, viene visualizzata in forma grafica. Fino a 31 diversi livelli di brillantezza possono essere salvati nella tabella di apprendimento. Possono anche essere impostate le tolleranze. È anche possibile inserire lo stesso livello GN di brillantezza e impostare un GTO tolleranza che aumenta nella tabella dall'alto verso il basso. Il sensore di lucentezza quindi elabora la tabella dall'alto verso il basso. Il valore che è vero prima (che rientra nella tolleranza) viene inviato alle uscite digitali nella forma del numero tabella. Con l'aiuto della tabella di apprendimento il livello di brillantezza quindi può essere diviso in classi (es per aumentare la tolleranza o in forma di cascata).
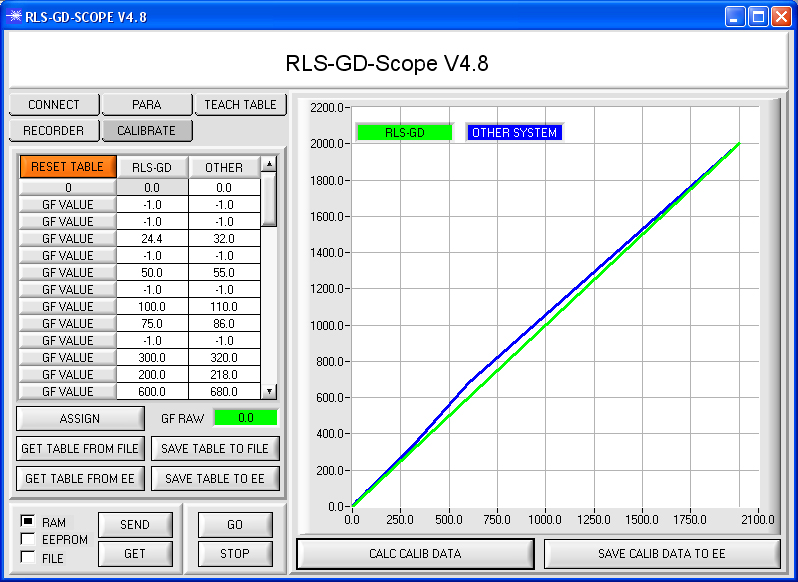
- Calibrazione
Premendo il pulsante si apre la finestra di calibrazione:
si apre la finestra di calibrazione:

- Una selezione può essere fatta qui tra di calibrazione per un obiettivo (come un vetro nero regola, o con il RLS-GD-20/20 ° -UV uno specchio d'argento), o l'adattamento di un dispositivo portatile. Eventuali scostamenti tra i dispositivi in linea e dispositivi di misura portatili possono così essere compensati, e l'operatore ha quindi due dispositivi che visualizzano lo stesso valore. Tali deviazioni sono spesso causati da dischi sporchi di calibrazione (vetro nero) dei dispositivi portatili, o da dispositivi di età.

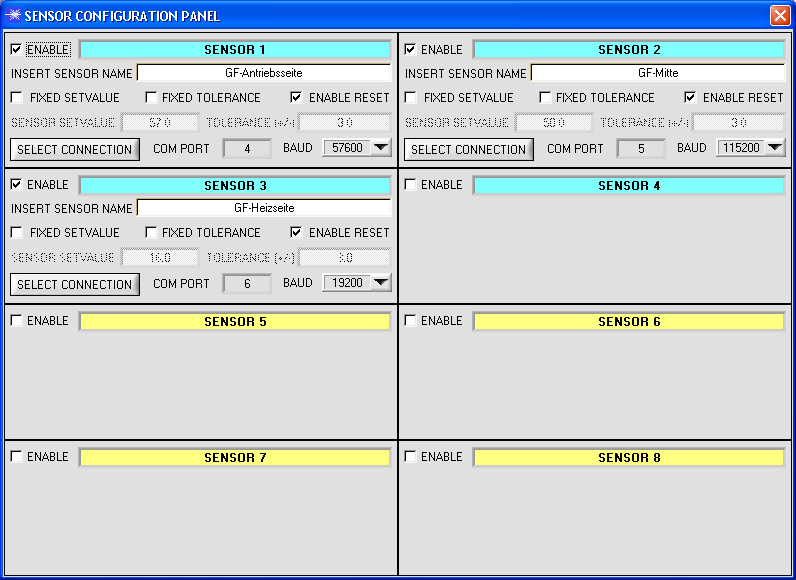
- Con il software di monitoraggio V4.8 RLS-GD-monitoring i livelli di brillantezza fino a 8 sensori possono essere visualizzati simultaneamente in combinazione con l'unità mplex-08 multiplexer e il "monitor-PP320-10.4 SI. I livelli di brillantezza possono essere sia in numerica e in forma grafica come una visualizzazione di trend. I valori registrati, inoltre, possono essere assegnati ad un certo numero di lavori.

I sensori della serie RLS-GD sono perfettamente adatti all'ispezione di lucentezza. Per tali applicazioni la modalità di valutazione NORM è selezionata nel software di parametrizzazione RLS-GD-Scope V4.8.
![]()
In questo modo la riflessione diretta viene messa in relazione alla riflessione diffusa. E 'possibile salvare fino a 31 gradi di brillantezza nella tabella TEACH.
Sia il valore NORM ed il valore di tolleranza NORM possono essere modificati manualmente. La tabella viene elaborata dall'alto verso il basso. Il primo valore nella tabella che corrisponde al valore NORM attualmente elaborato viene emesso sulle uscite digitali direttamente o codice binario (in base alla parametrizzazione e dal numero di valori insegnati).
Disponibilità tipi di sensore di lucentezza:
Oltre alle uscite digitali i sensori hanno anche due uscite analogiche che forniscono informazioni sul valore NORM: 1x uscita di tensione (0 V ... +10 V), 1x uscita in corrente (4 mA ... 20 mA).
Il software RLS-GD-Scope V è anche usato come interfaccia utente in ispezione lucido per la parametrizzazione del sensore di brillantezza e per il monitoraggio dei dati grezzi dei valori determinati.
Impostazione dei parametri quali la potenza di trasmissione a controllo automatico / non controllato automaticamente (DYN / STAT), potenza del trasmettitore (in modalità STAT), media (MEDIA), il numero di valori di apprendimento, modalità di uscita (, impulsi allungamento diretta o binary-coded), la modalità di valutazione, la tolleranza nella tabella di apprendimento può essere facilmente e comodamente inserito con Windows®.
Impostazione dei parametri quali la potenza di trasmissione a controllo automatico / non controllato automaticamente (DYN / STAT), potenza del trasmettitore (in modalità STAT), media (MEDIA), il numero di valori di apprendimento, modalità di uscita (, impulsi allungamento diretta o binary-coded), la modalità di valutazione, la tolleranza nella tabella di apprendimento può essere facilmente e comodamente inserito con Windows®.
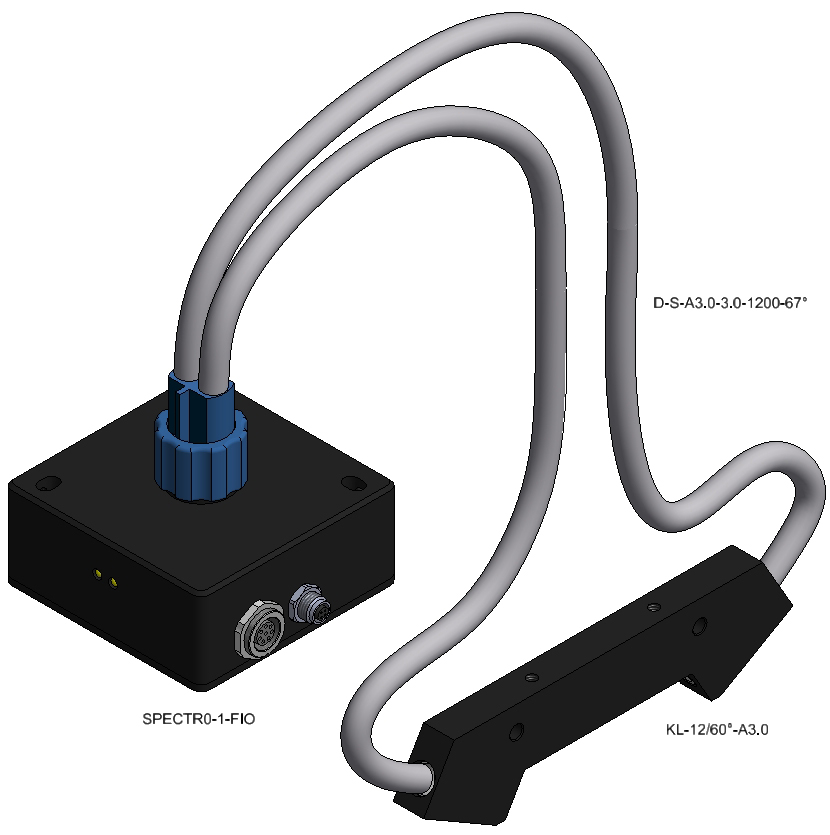
Il sensore SPECTRO-1-FIO in combinazione con ° fibre ottiche DS-A2Ë0-2.5-1200-67 o DS-A3Ë0-1200-67 ° e V-porta (tipo KL-20 / 20 °, KL-15/45 °, KL-12/60 °, KL-10/75 ° e KL-5/85 °) permette di eseguire un controllo semplice ed efficiente della brillantezza. Il sistema di sensori fornisce un segnale analogico (0 V ... + 10V o 6mA .. 20mA) e due segnali digitali.
Il software SPECTRO1-Scope V2.0 Windows ® può essere utilizzato per esempio per impostare la banda di tolleranza intorno al livello attuale brillantezza, la potenza luminosa, media, e il guadagno. È anche possibile attivare una funzione EXTERNTEACH, che permette il facile apprendimento attraverso il controllo di programma del PLC.
Ispezione Gloss risolve già un buon numero di applicazioni. Tuttavia, ci sono ancora problemi in cui il colore deve essere controllato in aggiunta al livello di brillantezza.
SI-COLO-GD-40 è un sistema di controllo che misura sia il livello di brillantezza e il valore del colore. Ciò consente di rilevare differenze anche minime tra i singoli prodotti.
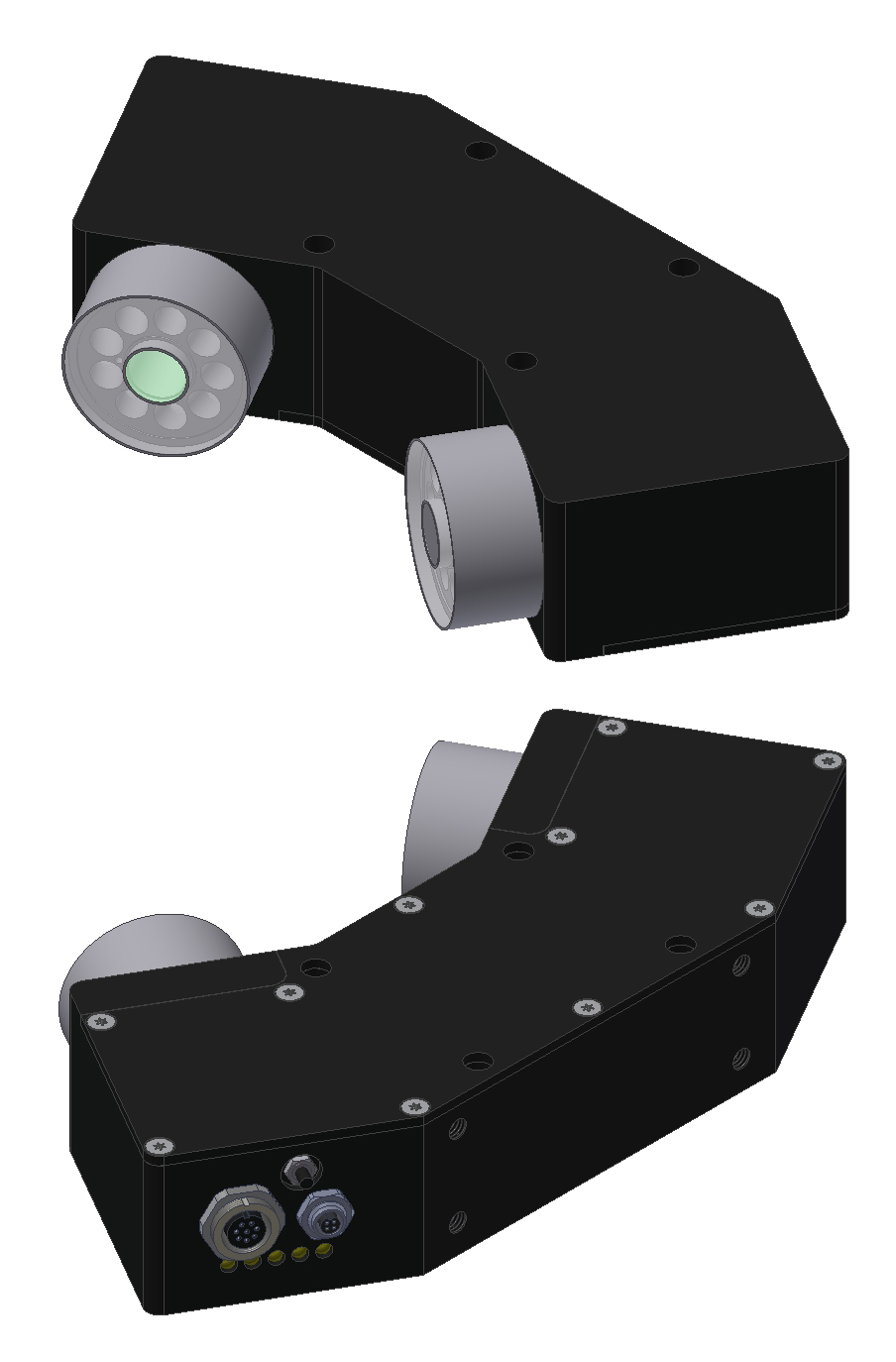
Sensore colore-lucentezza SI-COLO-GD-40
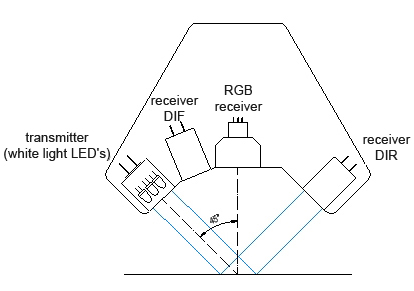
Il sensore di colore e lucido SI-COLO-GD-40 è essenzialmente una combinazione di un sensore di colore dalla serie SI-COLO4 con componenti di un sensore di lucentezza della serie RLS-GD. Sorgente luminosa del sensore comprende LED a luce bianca con la luce modulata per ottenere una migliore insensibilità alla luce esterna. A parte il rivelatore di colore (R, G, B valori grezzi), un rilevatore per la componente riflessa direttamente (DIR) e un rivelatore per la componente riflessa diffusamente (DIF) forniscono anche informazioni al controllore che è integrato nel sensore di colore-lucido.

La valutazione del colore viene eseguita secondo i seguenti algoritmi:
.jpg)
In alternativa le cosiddette s, i, M sono disponibili anche per i sensori a colori.
La valutazione di lucentezza viene effettuata con la seguente formula:
Oltre ai dati grezzi (R, G, B, DIR, DIF), il regolatore quindi anche in grado di funzionare con i parametri x, y, INT, GN e s, i, M, GN.
Considerando che x, y, INT e s, i, M forniscono informazioni circa il valore del colore, il valore di GN fornisce informazioni sul comportamento gloss dell'oggetto.
Essenzialmente sono disponibili le seguenti modalità di valutazione:
Considerando che x, y, INT e s, i, M forniscono informazioni circa il valore del colore, il valore di GN fornisce informazioni sul comportamento gloss dell'oggetto.
Essenzialmente sono disponibili le seguenti modalità di valutazione:
x, y, INT GN
s, i, M GN
x, y, INT, GN
s, i, M, GN
s, i, M GN
x, y, INT, GN
s, i, M, GN
L'apprendimento viene eseguita come con i sensori di colore, è stato solo aggiunto un ulteriore parametro: GN!
Con x, y, INT e GN la tabella è la seguente:
|
Nb |
x |
y |
INT |
CTO |
GN |
GTO |
|
0 |
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
x, y, INT GN
|
Nb |
x |
y |
INT |
CTO |
GN |
GTO |
|
0 |
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
x, y, INT GN
And with s, i, M and GN the table looks as follows:
|
Nb |
x |
y |
INT |
CTO |
GN |
GTO |
|
0 |
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
s, i, M GN
|
Nb |
s |
i |
M |
GN |
CGTO |
|
0 |
|
|
|
|
|
|
1 |
|
|
|
|
|
|
2 |
|
|
|
|
|
|
3 |
|
|
|
|
|
s, i, M GN
La valutazione dipende anche dal modo di selezione del set:
BEST HIT
FIRST HIT
MINIMAL DISTANCE
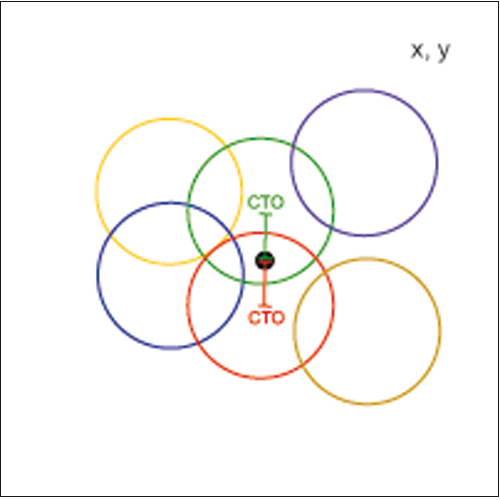
Nella modalità di valutazione x, y, INT GN e s, i, M GN il sensore controlla prima se il valore di corrente del colore-lucentezza si trova all'interno della finestra di tolleranza specificato di GN, cioè GTO. Poi controlla se la condizione per il valore del colore (entro CTO) è vera. Se più candidati sono ammissibili, la selezione viene fatta in base alla modalità di selezione del set (BEST HIT, PRIMO HIT, distanza minima, vedere il colore ISPEZIONE).
Nella modalità di valutazione x, y, INT, GN e s, i, M, GN, invece, il sensore effettua la selezione del colore / lucentezza in uno "spazio quadridimensionale", la tolleranza CGTO crea una struttura a quattro dimensioni. Il valore di corrente di colore-lucentezza deve essere compresa nel campo di tolleranza, se il valore del colore-lucentezza appreso dovrebbe essere ammissibile come possibile candidato.
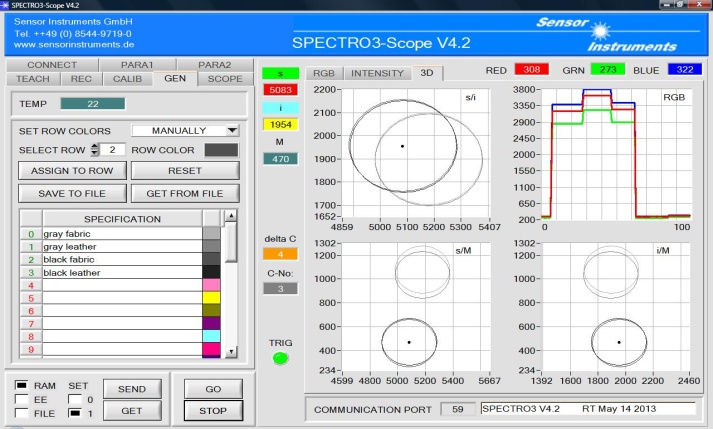
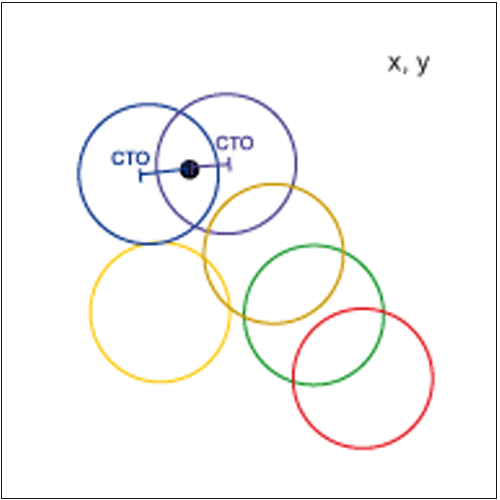
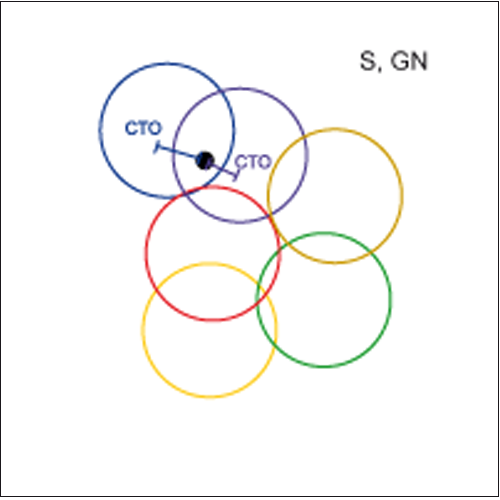
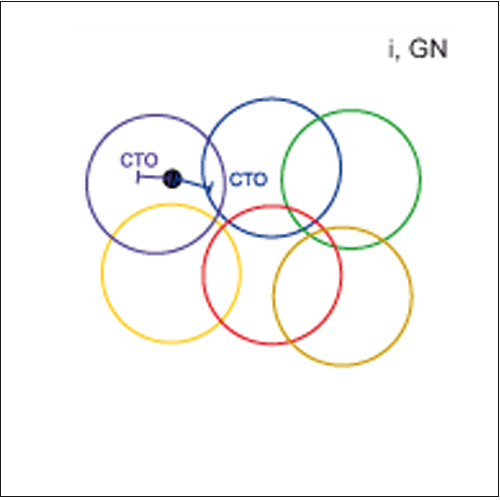
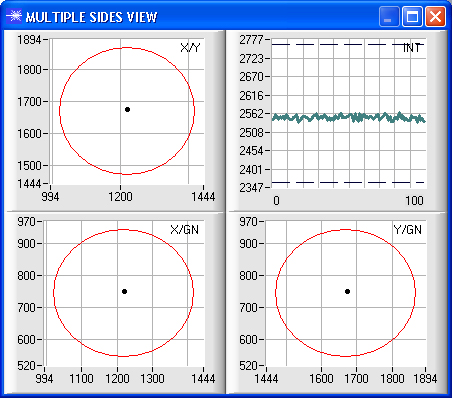
RAPPRESENTAZIONE GRAFICA in x, y, INT GN e s, i, M GN modalità di valutazione:
X, Y, INT e s, i, i valori M sono mostrati in 3 viste. Il valore di GN è rappresentato come una barra.
I valori di colore-gloss salvati:
BEST HIT
FIRST HIT
MINIMAL DISTANCE
Nella modalità di valutazione x, y, INT GN e s, i, M GN il sensore controlla prima se il valore di corrente del colore-lucentezza si trova all'interno della finestra di tolleranza specificato di GN, cioè GTO. Poi controlla se la condizione per il valore del colore (entro CTO) è vera. Se più candidati sono ammissibili, la selezione viene fatta in base alla modalità di selezione del set (BEST HIT, PRIMO HIT, distanza minima, vedere il colore ISPEZIONE).
Nella modalità di valutazione x, y, INT, GN e s, i, M, GN, invece, il sensore effettua la selezione del colore / lucentezza in uno "spazio quadridimensionale", la tolleranza CGTO crea una struttura a quattro dimensioni. Il valore di corrente di colore-lucentezza deve essere compresa nel campo di tolleranza, se il valore del colore-lucentezza appreso dovrebbe essere ammissibile come possibile candidato.
RAPPRESENTAZIONE GRAFICA in x, y, INT GN e s, i, M GN modalità di valutazione:
X, Y, INT e s, i, i valori M sono mostrati in 3 viste. Il valore di GN è rappresentato come una barra.
I valori di colore-gloss salvati:
.png)



Valori colore-lucentezza salvati:
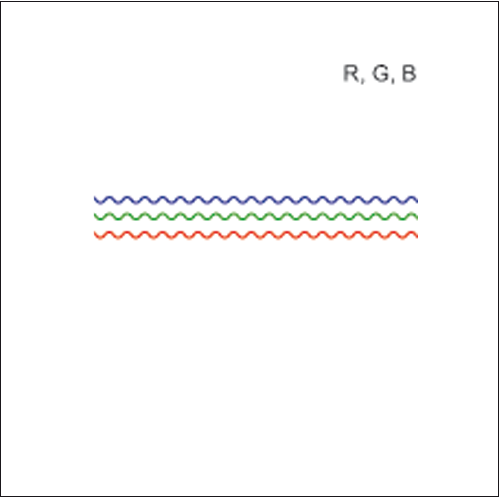
Nella modalità di selzione BEST HIT: valore Colore-lucentezza 5
Nella modalità di selezione MINIMAL DISTANCE: valore Colore-lucentezza 5
Nella modalità di selezione FIRST HIT: valore Colore-lucentezza 1
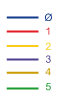
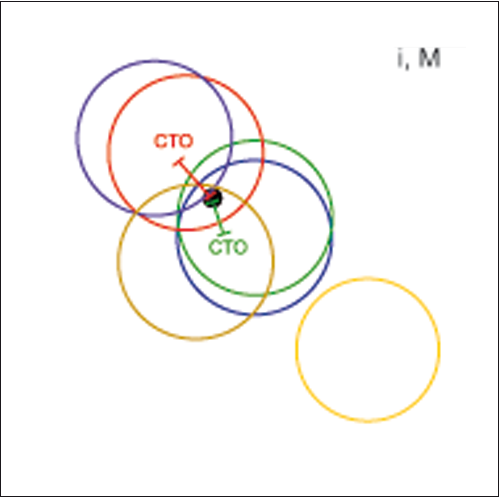
RAPPRESENTAZIONE GRAFICA in x, y, INT, GN e s, i, M, GN modalità di valutazione:
In queste due modalità la x, y, INT, GN e il valore s, i, M, GN è rappresentata in 6 viste:
I valori di colore-lucentezza salvati:
Nella modalità di selezione MINIMAL DISTANCE: valore Colore-lucentezza 5
Nella modalità di selezione FIRST HIT: valore Colore-lucentezza 1
RAPPRESENTAZIONE GRAFICA in x, y, INT, GN e s, i, M, GN modalità di valutazione:
In queste due modalità la x, y, INT, GN e il valore s, i, M, GN è rappresentata in 6 viste:
I valori di colore-lucentezza salvati:
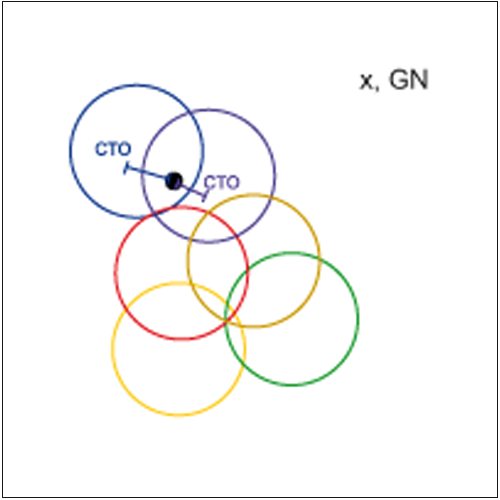
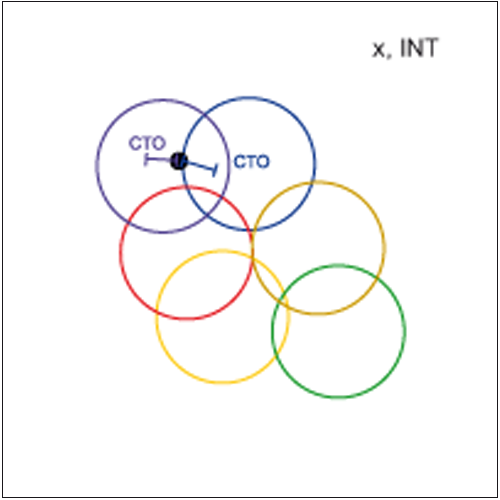

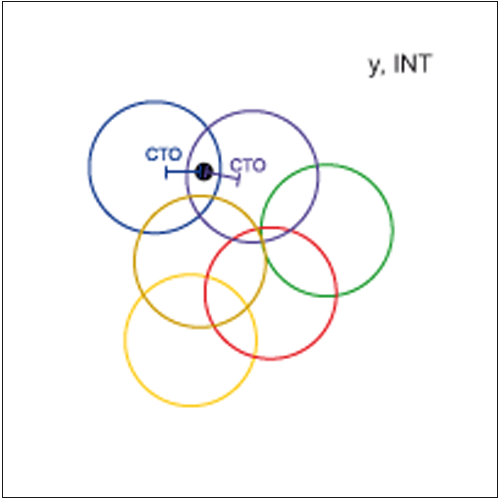
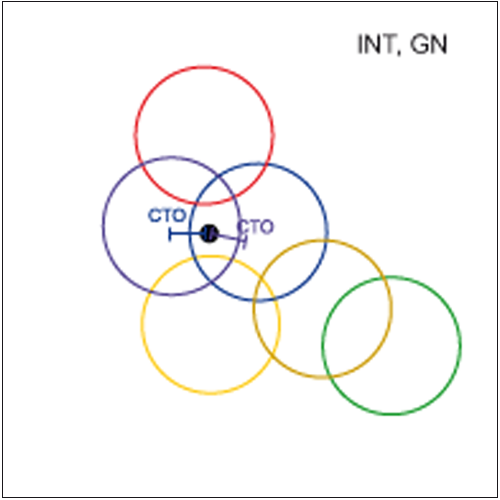
Valori salvati di colore-lucentezza:




Nella modalità BEST HIT: valore Colore-lucentezza 3
Nella modalità MINIMAL DISTANCE: valore Colore-lucentezza 3
Nella modalità FIRST HIT: valore Colore-lucentezza Ø
Nella modalità MINIMAL DISTANCE: valore Colore-lucentezza 3
Nella modalità FIRST HIT: valore Colore-lucentezza Ø
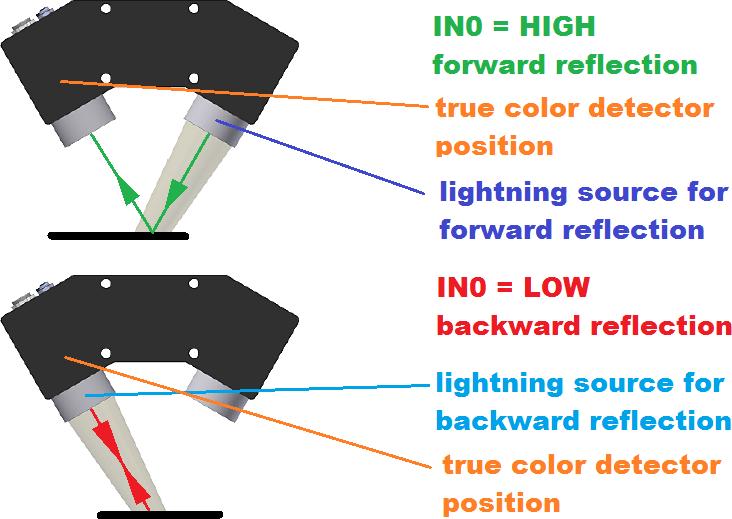
Interfaccia Windows® SI-COLO-GD-SCOPE:
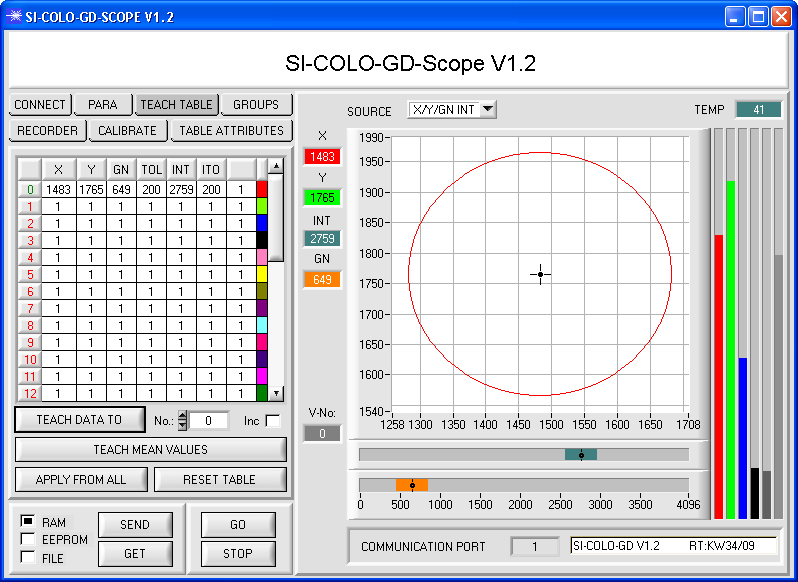
|
Il colore - lucido tipo di sensore SPECTRO-3-50-FCL-30 ° / 30 ° è dotato di due fonti fulmini che saranno utilizzati alternativamente in funzione del IN0 - livello del segnale. Il sensore viene utilizzato per gli oggetti con molto piccole quantità di colore così come le differenze di brillantezza, ad esempio, imitazioni di |
|
|
|
 |
 |
 |
Windows ® user interface SPECTRO-3-SCOPE: