








Traduire cette page:
Qu'est-ce que la détection des bords?

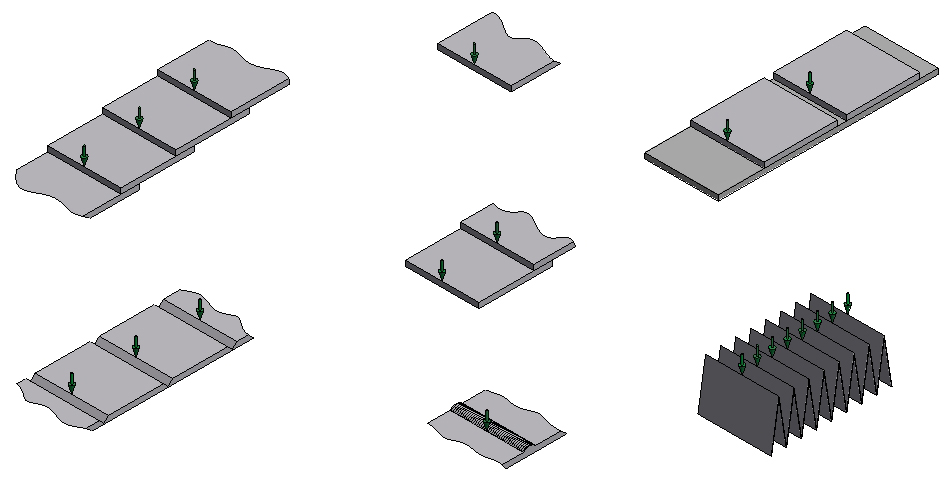
On désigne en général par le terme de bord une discontinuité géométrique, par exemple le début d’un objet ou bien une élévation abrupte d’un objet.
Dans certains cas, il est important d’enregistrer la position du bord avec la plus grande exactitude possible, on y parvient par exemple avec des capteurs de lignes (fonctionnement de lumière traversante, épiscopie, voir ici aussi la série L-LAS-TB ou L-LAS-RL) ou bien avec des systèmes de caméra 2D ou 3D. S’il faut au contraire que les bords soient très rapidement saisis ou bien soient comptés, c’est un tout autre principe auquel on recourt, qui convient très bien aussi dans le cas de grandes variations de distance des bords par rapport au capteur. Il faudrait nommer comme exemple les domaines d’application suivants :
- dans l’industrie de l‘impression (compteur d’exemplaires, compteur de feuilles empilées décalées)
- dans l’industrie métallique (détection des marques de broutage, reconnaissance de cordons de soudure, détection de chevauchement de tôles)
- dans l’industrie de l’emballage (comptage d’emballages pliés)
- dans l’industrie du papier (comptage des feuilles individuelles)
- dans l’industrie du plastique (comptage des films, détection de film)
- dans l’industrie électrique (comptage de fils sur des bobineuses)
- dans l’industrie automobile (comptage de plaques de filtres à air pliés)
Détection de bords d’après le principe de triangulation
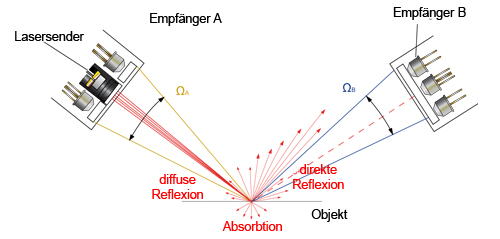
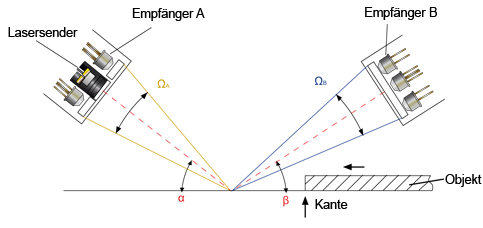
L’émetteur, le récepteur et l’objet tendent ici un triangle, sachant qu’il vient s’y ajouter le fait qu’il y a un récepteur supplémentaire sur le côté de l’émetteur ! Dans le cas des détecteurs de bords de Sensor Instruments, on utilise une diode laser focalisé, afin que le spot laser soit aussi petit que possible sur le point d’impact (objet). Depuis l’objet, ce spot laser est maintenant dispersé de façon directe ou diffuse, mais également absorbé en fonction de la consistance de la surface de l’objet.
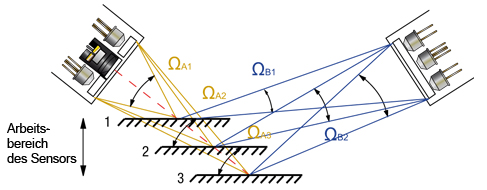
Une partie de la dispersion dirigée vers l’avant parvient maintenant sur le récepteur B (angle spatial SLB), tandis qu’une partie de la dispersion vers l’arrière est saisie par le récepteur A (angle spatial SLA). Il est possible de réaliser une plage de travail relativement grande en fonction de l’angle ! Si on considère maintenant la valeur normée provenant du récepteur A (signal A) et du récepteur B (signal B), il en résulte la relation de cause à effet suivantes: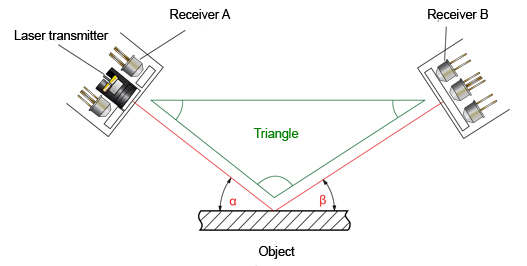
On dispose maintenant, grâce à la valeur NORM, une grandeur de mesure qui, dans la pratique, est presque indépendante des variations de la clarté ou des changements de couleurs de la surface de l’objet. Que se passe-t-il maintenant avec la valeur NORM lorsqu’un bord se déplace vers le sport laser?
Ι
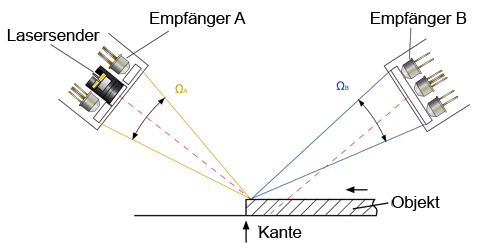
Le bord est, à ce moment, encore suffisamment loin du spot laser pour que ni la zone d’insertion de la lumière laser SLB ni la zone SLA ne soient altérées.
ΙΙ
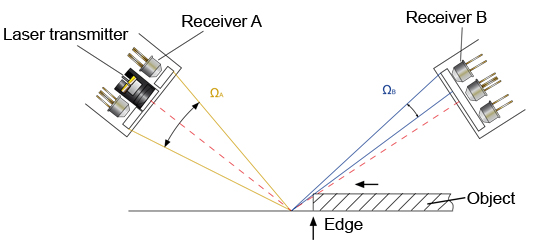
L’objet coupe maintenant le champ de vision du récepteur B de la zone d’insertion de la lumière laser ΩB devient plus petit, tandis que ΩA reste inchangé, ainsi la valeur NORM devient-elle plus petite, du fait que le SIGNAL B diminue tandis que le SIGNAL A reste inchangé.
III
Le bord de l’objet découpe maintenant une partie considérable du champ de vision ΩB sur le spot laser, la valeur NORM continue de diminuer ! ΩA reste ici inchangée.
IV
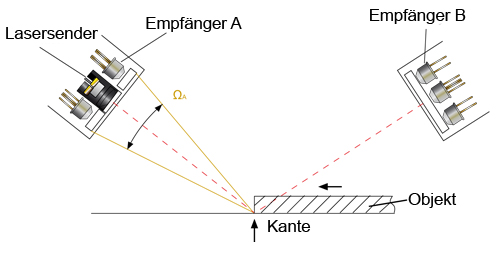
Le bord de l’objet interrompt complètement le contact visuel du récepteur B sur le spot laser. SIGNAL B diminue ainsi jusqu’à zéro et la NORM atteint également un minimum! 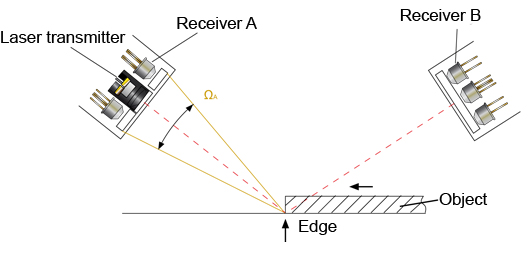
NORM->Ø!
En outre, le signal A reçoit une légère augmentation du récepteur A, du fait que la lumière dispersée vers l’avant est redispersée vers l’arrière par le bord de l’objet, et vient percuter ainsi en partie le récepteur A.
En outre, le signal A reçoit une légère augmentation du récepteur A, du fait que la lumière dispersée vers l’avant est redispersée vers l’arrière par le bord de l’objet, et vient percuter ainsi en partie le récepteur A.
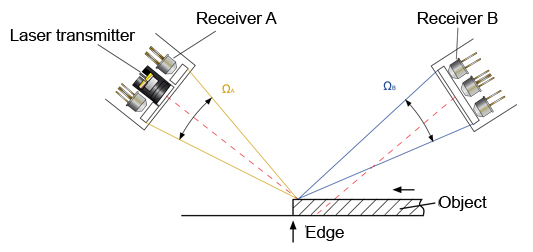
V
Le bord de l’objet a entretemps passé le spot du laser et rétabli le contact visuel entre le spot laser et le récepteur B. La valeur NORM atteint presque la même valeur que sous I.
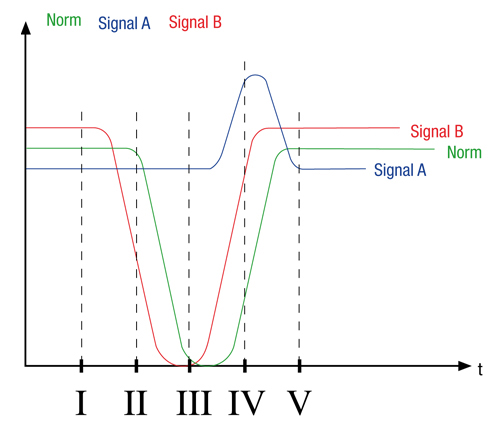
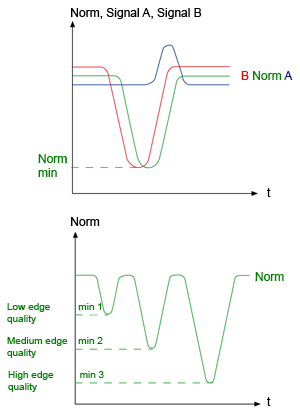
Dans la pratique, les bords des objets ne sont généralement pas aussi marqués que la valeur NORM n’atteigne pas le Ø. Le minimum de la valeur NORM constitue ici une mesure de la « qualité du bord », c’est-à-dire que plus la valeur NORM est petite, et plus le bord d’un objet est marqué. La qualité du bord est ici influencée par la densité de l’objet et par le caractère abrupt du bord :
Comme les détecteurs de bords sont la plupart du temps employés pour compter des objets, un seul signal exactement peut être livré par bord, faute de quoi le résultat du comptage serait faussé ! Outre une saisie de bord fiable, on a introduit ici trois mesures de protection supplémentaires :
1. Mesure de protection HYSTÉRÉSIS
Les bords s’écartent en pratique la plupart du temps de l’idéal d’un changement en forme d’étapes, le bord consiste en plusieurs mini-bords, qui peuvent à leur tour influencer la valeur normée.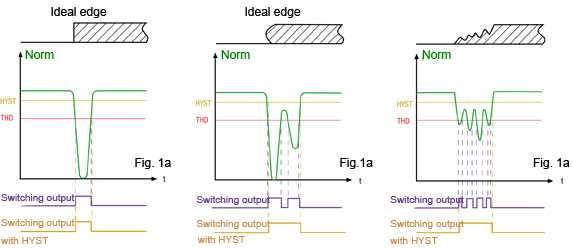
Un bord est normalement détecté par le contrôleur du capteur si la valeur NORM passe en-dessous d’un certain seuil THD. Après qu’on a dépassé le seuil THD (de haut en bas), un changement de l’état d'enclenchement se produit à la sortie du capteur. Si le seuil est à nouveau dépassé (et s’il n’y a pas d’autres mesures de protection), la sortie d'enclenchement retourne à son état de départ tel que cela est représenté sur la figure 1a !
Si on observe au contraire les figures 1b et 1c, il faut voir que le seuil d’enclenchement par bord est passé plusieurs fois et que plusieurs impulsions seraient ainsi déclenchées.
Ces impulsions multiples ont été maintenant empêchées par un second seuil HYST, l’opération d’enclenchement est ainsi déclenché comme auparavant par passage (en-dessous) du seuil d’enclenchement THD. Pour qu’une impulsion supplémentaire puisse être émise à la sortie, il faut cependant dépasser le seuil d’hystérésis HYST (voir à ce sujet également les figures 1b, 1c : Sortie d'enclenchement avec HYST !
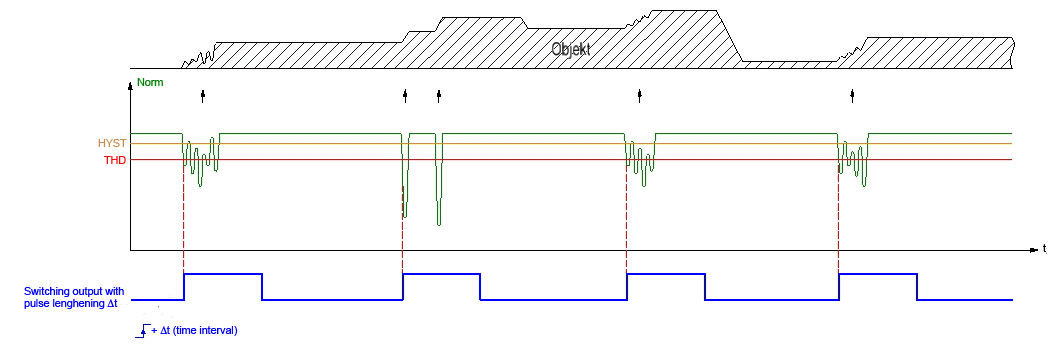
2. Mesure de protection PROLONGATION D'IMPULSION
Une autre mesure de protection consiste à prolonger la sortie d’enclenchement après qu’une opération d’enclenchement a eu lieu (passage en-dessous du seuil THD) afin de prolonger un certain intervalle de temps réglable (par exemple B. 1 ms, 2 ms, 5 ms, 10 ms).
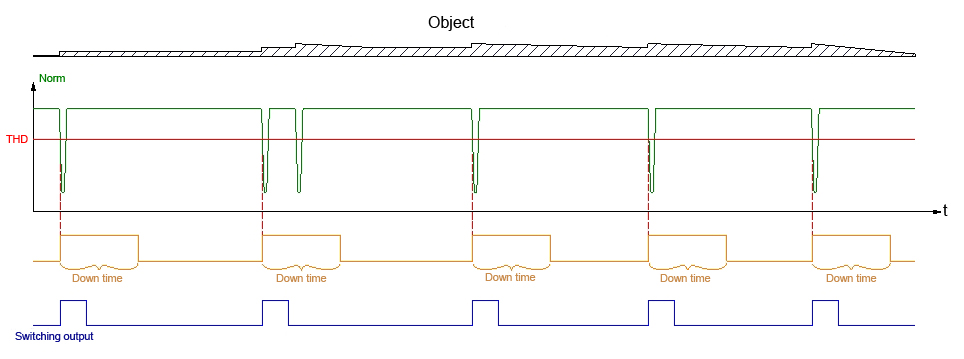
3. Mesure de protection TOTZEIT (temps mort)
La mesure de protection la plus importante à citer serait le temps mort. Le terme de temps mort a été introduit du fait que le logiciel d’évaluation est plus ou moins « suspendu » pendant un certain temps, c’est-à-dire qu’il n’y a pas d’évaluation pendant cette période ! Le temps mort est déclenché après qu’on soit passé en-dessous du seuil d’enclenchement THD. La longueur du temps mort est déterminée en mode ABSOLUTE (absolu) par la durée de temps entrée, et en mode RELATIVE (relatif) par la séquence temporelle des bords précédents, il est possible ici de choisir une valeur en pourcentage de la distance du bord temporelle actuelle.
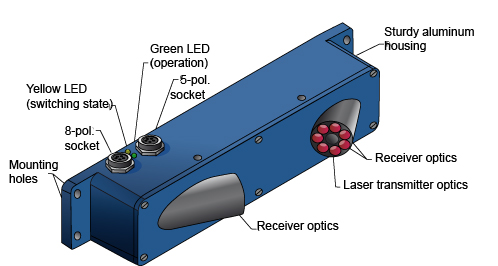
Structure de principe d'un détecteur de bord
Les détecteurs de bord de la société Sensor Instruments disposent d’une diode laser modulée. Un système optique permet de focaliser la lumière laser de façon à ce qu’on dispose dans la distance de l’objet d’un spot laser d’env. 20 µm à 100 µm : Du fait des lumières laser testées et des filtres d’interférence utilisés du côté de la réception, ce type de capteur est extrêmement insensible à la lumière externe ! Les capteurs de bord sont paramétrés par l’intermédiaire d’un port RS-232 sous une interface utilisateur Windows®. Cette interface utilisateur permet de procéder à un réglage optimal, sachant que les valeurs NORM actuelles (NORM-Minimas) sont représentées sous forme graphique.
On dispose à la sortie un signal numérique qui peut être évalué par exemple par une API, l’opération d’enclenchement est également affichée, l’opération d’enclenchement est également affichée sur la LED jaune intégrée.
Matériel informatique détection des bords
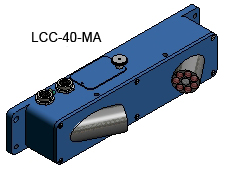
| Ce type convient en premier lieu pour compter des feuilles individuelles haute brillance à mates en couleur sous forme feuilles empilées décalées (comptage sûr, par exemple de feuilles de laminé haute brillance). La plage de travail est ici de 26 mm à 34 mm. La version MA permet de régler certains paramètres, comme le temps mort, la longueur d’impulsion et la sensibilité par l’intermédiaire des interrupteurs intégrés dans le capteur. | 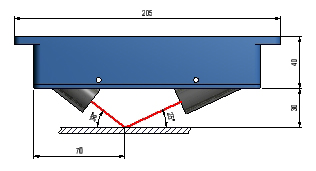 |
{kind=link}
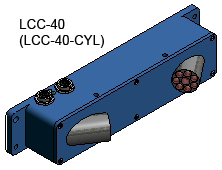
| La version LCC-40-CYL dispose d’une tâche de lumière laser en forme de ligne (à 40 mm de distance env. 3 mm x 0,1 mm). Ceci permet de mieux compenser les points d’erreurs éventuels dans l’objet. Ce type est par exemple aussi utilisé pour détecter des marques de broutage (encoches en forme de lignes) sur des bandes bimétalliques. | 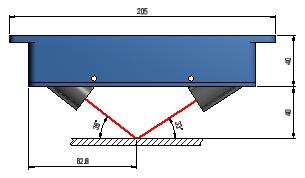 |
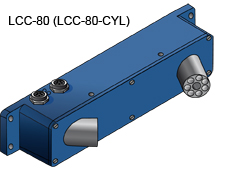
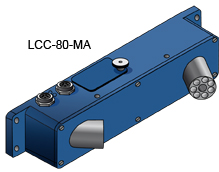
| Les détecteurs de bord LCC-80 ou LCC-80-MA sont utilisés par exemple en tant que compteurs d’exemplaires sur des empileurs tourne-piles. En outre, ces types sont également utilisés pour détecter les cordons de soudure sur des tôles ou des tuyaux. La plage de travail du capteur est située entre 60 mm et 100 mm. Le type MA permet de régler la sensibilité, le temps mort et le temps d’arrêt de la sortie d’enclenchement (temps d’impulsion) directement sur le capteur au moyen d’interrupteurs DIP et rotatifs. | 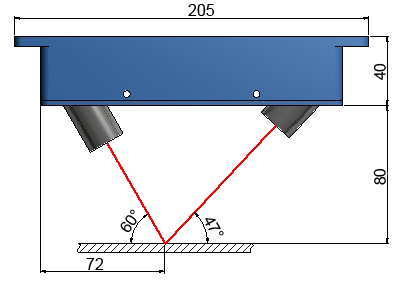 |
| La version CYL dispose d’une tâche de lumière laser d’env. 3 mm x 0,1 mm à 80 mm de distance. Ceci permet de compenser les discontinuités de produits ou les rugosités de surface. | |
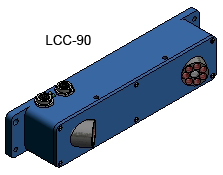
| Du fait de la grande zone de travail, ce type de capteur convient surtout pour les flux de produits empilés décalés présentant une distance variant fortement par rapport au capteur, ou bien pour la détection de cordons de soudure sur des tuyaux ou des tôles présentant une distance variant fortement par rapport au détecteur de bord. En outre, ce type de capteur est idéal pour compter des emballages pliés. |  |
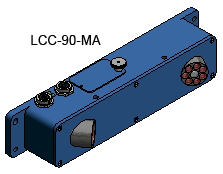
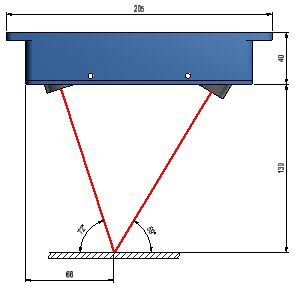
| En outre, ce capteur convient parfaitement, en liaison avec deux initiateurs, pour compter des exemplaires imprimés dans les systèmes de transport aérien (en mode de déclenchement externe EXTERN TRIGGER MODUS). Le type MA permet de régler le capteur (temps mort, sensibilité, longueur d’impulsion) par l’intermédiaire des interrupteurs DIP et rotatifs intégrés dans le boîtier. La plage de travail est située entre 70 mm et 130 mm. | |
|
Avec une plage de travail comprise entre 80 mm et 160 mm, ce type est essentiellement utilisé là où le produit à compter se structure en bonne et due forme, comme c’est le cas dans l’emballage de boîtes en carton pliées. Il faut ici qu’un bord ayant une épaisseur d’un millimètre puisse être capté encore de façon sûre si la distance varie de jusqu’à 80 mm. Le type MA permet de procéder aux réglages de paramètres (temps mort, longueur d’impulsion, sensibilité) sur le capteur.
|
 |
| Dans cette version, la partie capteurs à proprement dite (front end) été séparée de l’électronique de contrôle. On dispose ainsi de variantes extrêmement souples de détecteurs de bords. Tant la distance que l’angle de l’émetteur ou du récepteur peuvent varier ici. Un front end est en outre pourvu en sus d’un potentiomètre pour varier du facteur d’amplification, grâce à quoi on obtient un réglage optimal de la valeur NORM. | 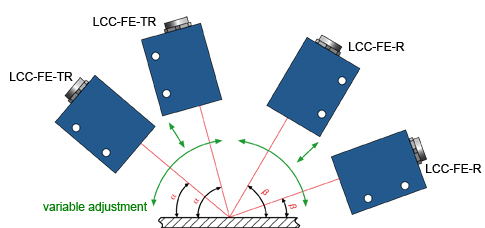 |
Ce capteur séduit par sa grande plage de travail, qui s’étend de 150 mm à 250 mm. On dispose en outre ici d’une version (LBC-200) qui dispose d’une sortie analogique (0V…+10V) en sus de la sortie numérique. Grâce à cela, l’appareil peut, par exemple, être utilisé pour mesurer la fréquence de pales de rotors dans des turbocompresseurs ou des ventilateurs. Le signal analogique est ici proportionnel à la fréquence des bords (par exemple bords de pales de rotors).

Résumé matériel informatique
A quelles situations conviennent les différents types ?
|
|
LCC-30 |
|
|
| LCC-40 | |
|
|
| LCC-80 | |
|
|
| LCC-90 | |
|
|
| LCC-130 | |
|
|
| LCC-200, LBL-200 | |
|
|
| LCC-CON1 + LCC-FE-TR + LCC-FE-R | |
|
|
| FIO-80 | |
|
|
Windows®-Software SI-LCC-Scope V1.0
L’interface utilisateur du PC permet un paramétrage confortable des capteurs LCC. Les capteurs LCC sont ici reliés au PC par l’intermédiaire du câble destiné au port série (bus RS232 ou bus USB). Le détecteur de bord est à nouveau séparé du PC une fois le paramétrage réalisé.
PMOD + POWER [%] : la puissance lumineuse du laser et le mode de puissance de la lumière du laser sont réglés ici. Le réglage de la puissance lumineuse est activé en mode DYN. Le logiciel détermine ici la quantité de lumière optimale, tandis qu’il est possible d’entrer la puissance de la lumière laser via le champ POWER[%] en mode FIX sélectionné.
HOLD [ms] : Permet de saisir la longueur de l’impulsion de sorte une fois le bord reconnu.
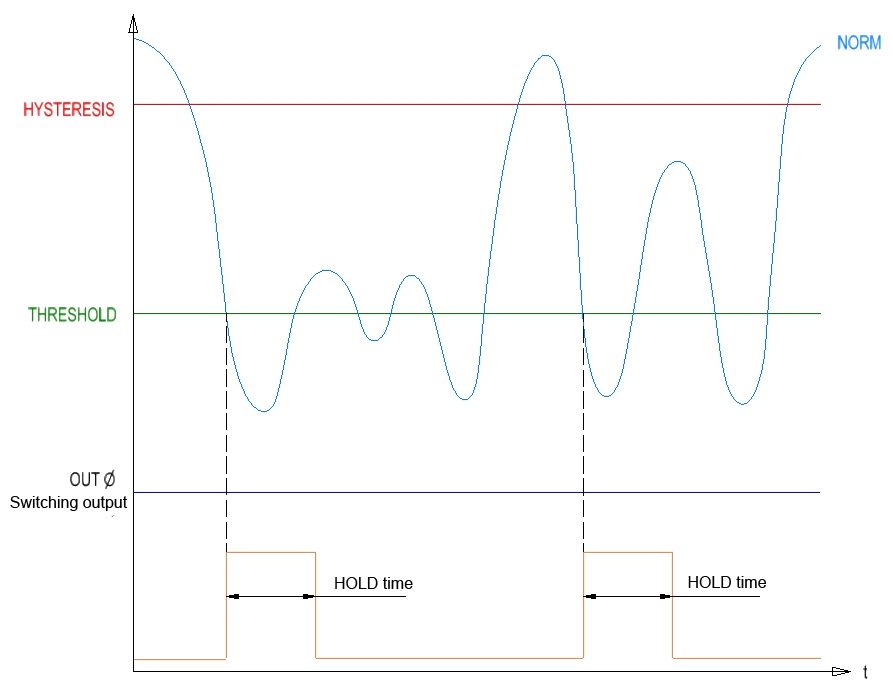
Si la valeur NORM passe en-dessous de la valeur THRESHOLD, la sortie d’enclenchement est activée et la détection des bords est simultanément désactivée jusqu’à ce que le seuil HYSTERESIS soit dépassé.
THRESHOLD :
Ce champ de saisit aide à pouvoir régler la sensibilité du détecteur de bord. Le capteur est insensible si le seuil est déplacé vers le bas.
Ce champ de saisit aide à pouvoir régler la sensibilité du détecteur de bord. Le capteur est insensible si le seuil est déplacé vers le bas.
HYSTERESIS :
Un second seuil est introduit pour éviter tout enclenchement multiple une fois le bord détecté. Le capteur n’est à nouveau activé qu’après le dépassement de ce seuil.
Un second seuil est introduit pour éviter tout enclenchement multiple une fois le bord détecté. Le capteur n’est à nouveau activé qu’après le dépassement de ce seuil.
TRIGGER : ADJ EXT
Un diagramme a été introduit afin de trouver plus facilement une position de déclencheur adaptée, ce sous SOURCE : EXT peut être ouvert.
Dans ce diagramme est affichée la position actuelle des signaux d’entrée de déclencheur ING et INØ, et aussi la position actuelle du bord. INØ se trouve alors pour le Ø et la course INØ suivant à 100%. IN1 doit se situer à environ 60%, le bord à peu près au milieu entre INØ et IN1, donc environ à 30% !
BACKLIM :
On peut régler ici la limite d’intensité. Le passage en-dessous de cette limite interrompt la détection des bords. (DATØ=Signal de récepteur A, voir aussi « Détection de bord d’après le fonctionnement de triangulation »)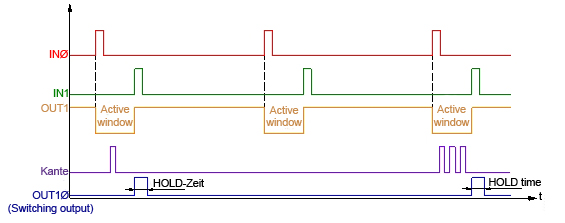
TRIGGER :
Une mesure continue a lieu lorsque TRIGGER=CONT. Si le déclencheur est cependant réglé sur EXT, une fenêtre active est prescrite sur les deux entrées numériques INØ et IN1, et il n’y a de détection de bord que pendant ce temps actif. Si un ou plusieurs bords sont détectés pendant la période active, la sortie d’enclenchement est réglée par une période prescrite par HOLD[ms] à la fin du temps actif, ce qui permet d’éviter un comptage multiple pendant un intervalle de déclenchement (AKTIVFENSTER/fenêtre active) !
REG CNT :
Cette valeur de réglage influence la vitesse de réglage de la puissance du laser.
Cette valeur de réglage influence la vitesse de réglage de la puissance du laser.
AVERAGE :
Il est ainsi possible de faire la moyenne sur plusieurs valeurs NORM.
Il est ainsi possible de faire la moyenne sur plusieurs valeurs NORM.
OUTMODE :
Si l’on choisit DIRECT, l’état d’enclenchement change, une fois le bord détecté, de LOW (0V)/bas à HIGH (+24V)/haut et retourne à sa situation de départ à la fin du temps HOLD. Si l’on choisit INVERSE au contraire, l’état d’enclenchement change, une fois le bord détecté, de HIGH (0V)/haut à LOW (+24V)/bas et retourne à sa situation de départ à la fin du temps HOLD.
Si l’on choisit DIRECT, l’état d’enclenchement change, une fois le bord détecté, de LOW (0V)/bas à HIGH (+24V)/haut et retourne à sa situation de départ à la fin du temps HOLD. Si l’on choisit INVERSE au contraire, l’état d’enclenchement change, une fois le bord détecté, de HIGH (0V)/haut à LOW (+24V)/bas et retourne à sa situation de départ à la fin du temps HOLD.
DT MODE :
Mode de temps mort (DEAD TIME MODE), affiche le type de TOTZEITMODUS/mode de temps mort avec lequel on travaille (voir aussi les mesures de protection : ce qu’on appelle le TOTZEIT/temps mort dans WAS IST KANTENDETEKTION/qu’est-ce que la détection des bords ?). Il n'y a pas de détection des bords pendant cette période. On travaille avec un temps mort fixe si le réglage est sur FIX. L’entrée du temps mort se fait en millisecondes sous DEAD TIME [ms]/temps mort. Si le réglage est sur DYN, on travaille avec un temps mort dynamique et la saisie se fait en pourcentage sous DEAD TIME [%]/temps mort. Le temps est ici évalué à 100% entre deux bords détectés. Selon la valeur réglée du temps mort, il faut d’abord attendre cette valeur en pourcentage jusqu’à ce que la détection des bords soit à nouveau activée.
SOURCE :
RAW + les signaux de récepteur A (DATØ) et B (DAT1) sont visualisés sur la surface graphique. Les données sont en outre affichées sous forme numérique en même temps que les données.

Après qu’on a cliqué sur GETBUFF, les 16 dernières valeurs minimales du signal NORM (un bord de valeur minimale) sont affichées d’après les bords détectés. En outre, le seuil à dépasser vers le bas THRESHOLD est affiché dans le graphique. Une fois que le bord est saisi, le logiciel du capteur commence, pendant le TOTZEIT/temps mort et le temps HOLD/temps de maintien, à rechercher la plus petite valeur NORM (minimum) et à la consigner.
GETBUFF permet ainsi de régler le seuil de sensibilité optimal nécessaire (TRESHOLD), ce qui facilite considérablement le réglage du capteur.