Was ist Sprühstrahlkontrolle?
Bei Einsatz von Sprühsystemen ist zu beachten, dass die Größe des Sprühkegels und die Sprühmenge der jeweiligen Applikation angepasst werden. Ferner sind die Geometrie des Sprühkegels sowie die Sprühmenge abhängig vom verwendeten Medium (Primer, Kleber, Lösungsmittel, Wasser, Alkohol, Farbe, etc.) als auch von der Sprühdüsenöffnung, dem Überdruck und der Sprühmengendosierung. Gerade bei der Verwendung z.B. von Klebstoff als Sprühmittel kann es vorkommen, dass ein Teil der Sprühdüsenöffnung verklebt ist, was zu einer Änderung sowohl der Sprühmenge als auch der Sprühgeometrie führt. Der Sprühstrahl kann dadurch von der Richtung als auch vom Öffnungswinkel her verändert werden.
Mit Hilfe einer Sprühstrahlkontrolle wird der Anwender rechtzeitig über eine Änderung des Sprühstrahls informiert.
Aus was besteht ein Sprühstrahl?
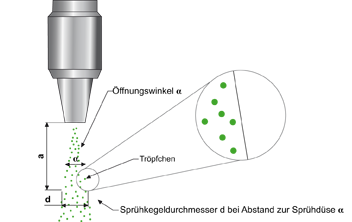
Beim Sprühstrahl handelt es sich in der Regel um ein “loses Gebilde“ aus kleinen Tröpfchen (die Tröpfchengröße liegt dabei in der Größenordnung zwischen einigen Mikrometern und einigen hundert Mikrometern - sie hängt in erster Linie vom verwendeten Sprühmedium ab), die infolge der Zerstäubung der Sprühmittelflüssigkeit am Sprühdüsenaustritt entstehen. Diese Tröpfchen verlassen mit einer bestimmten Geschwindigkeit die Sprühdüsenöffnung und werden dann infolge der Luftreibung abgebremst.
Der Sprühstrahl wird bestimmt durch den Öffnungswinkel des Sprühkegels und die Sprühmenge (Tröpfchen/Zeiteinheit bzw. Sprühmitteldurchsatz).
Wie wird der Sprühstrahl kontrolliert?
.png)
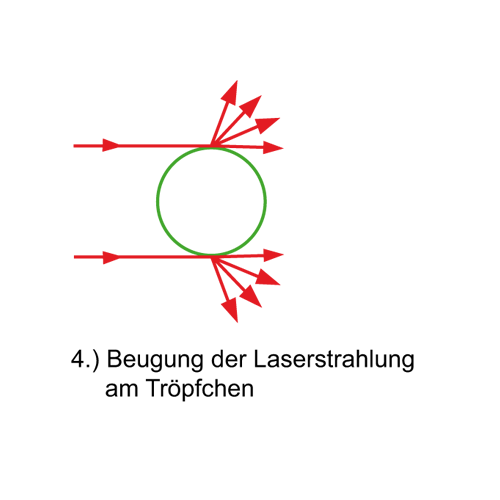
Um eine Aussage über die Sprühmenge treffen zu können, kann z.B. mit einem Laserstrahl, der den Sprühkegel zumindest teilweise durchdringt, gearbeitet werden. Auf dem Weg durch den Sprühkegel wird der Laserstrahl dabei von den einzelnen Tröpfchen abgelenkt: Die Ablenkung wird bewirkt durch die Reflexion an den Tröpfchen bzw. durch Fokussieren der Laserstrahlung, da die Tröpfchen, falls optisch transparent, wie Mikrolinsen arbeiten. Ein Teil des Lichtes wird von den Tröpfchen aber auch absorbiert. In Summe kommt also weniger Licht auf der gegenüberliegende Seite des Sprühstrahls an.
Die verschiedenen Methoden der Durchlichtsprühstrahlkontrolle:
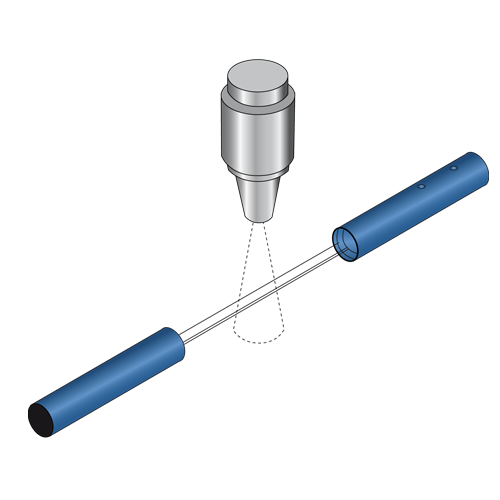
1. Die Einstrahldurchlichtmethode
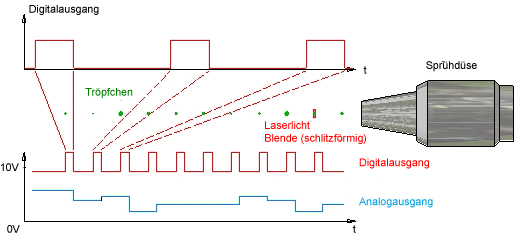
Dazu wird mit einem Laserlichtbündel, bevorzugt mit schlitzförmiger Blende, mittig durch den Sprühstrahl gezielt.
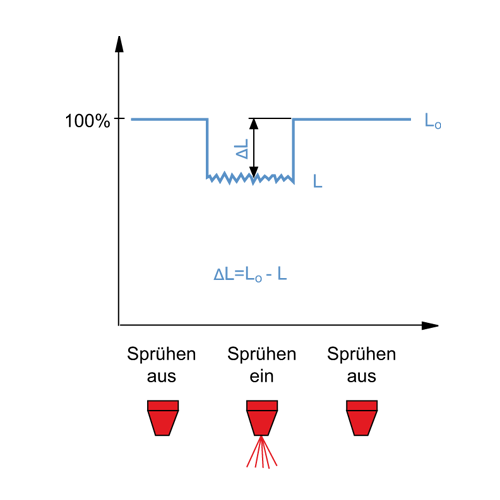
Die Signalabnahme im Vergleich zur Abwesenheit des Sprühstrahls dient als Maß für die Sprühmenge. Diese Methode wird hauptsächlich dann verwendet, wenn lediglich eine Aussage über die Sprühmenge getroffen werden soll bzw. darüber, ob ein Sprühstrahl vorhanden ist oder nicht!

2. Die Zweistrahldurchlichtmethode
.png)
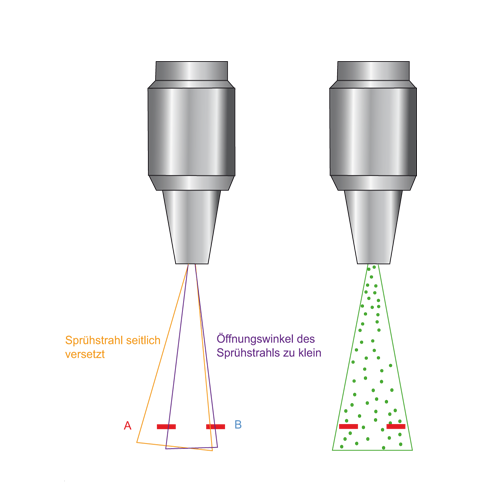
Diese Methode eignet sich neben der Sprühmengenkontrolle auch schon bedingt zur Symmetriekontrolle. So kann hier bereits ein seitliches Driften des Sprühkegels detektiert werden. Das Zweistrahlsystem kommt hauptsächlich dann zum Einsatz, wenn eine einfache, aber kostengünstige Abfrage der Symmetrie des Sprühkegels erfolgen soll.
.jpg)
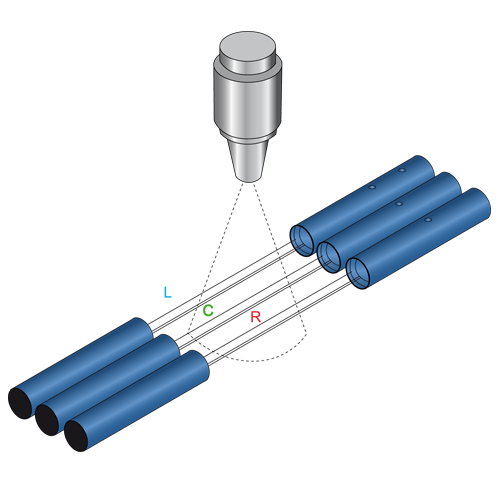
3. Die Dreistrahldurchlichtmethode
Mit dieser Methode können bereits kleine Symmetrie- bzw. Mengenabweichungen festgestellt werden. Zwei Auswertemodi stehen hier zur Auswahl: Auswertemodus ABSOLUTE und Auswertemodus RELATIVE
In beiden Modi wird dabei die Sprühstrahldichte (DENSITY) sowie das Verhältnis der beiden Randstrahlen (SYM1) und schließlich das Verhältnis des Mittenstrahles zu den beiden Randstrahlen (SYM2) ausgewertet.
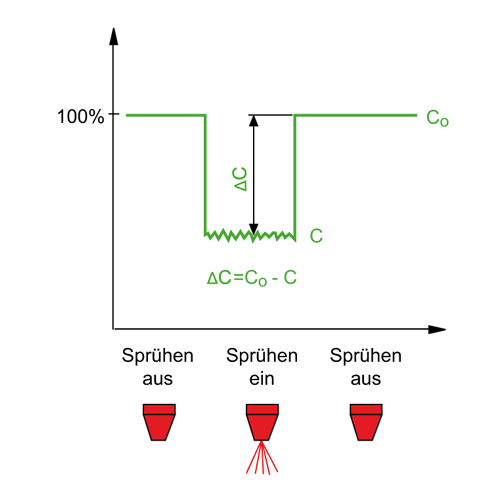
Im Modus ABSOLUTE werden die Werte L, C, R direkt in der folgenden Gleichungen verwendet:
L, C, R sind dabei Rohwerte der 3 Kanäle mit einem Wert zwischen 0 und 4096 (12 Bit).
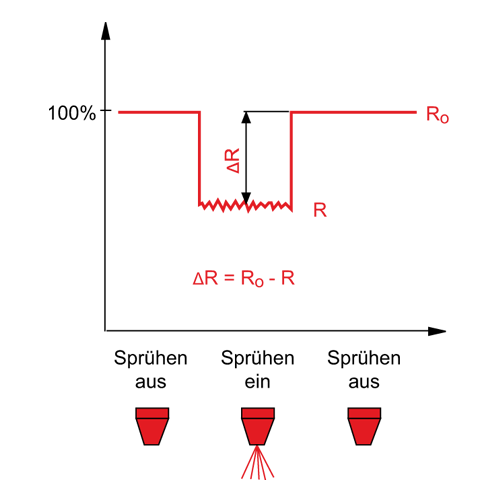
Im Modus RELATIVE wird das Verhältnis der jeweiligen Rohwerte L, C, R während des Sprühvorgangs mit den Rohdaten L0, C0, R0 - die vorliegen, wenn nicht gesprüht wird - gebildet. Die Rohdaten L0, C0 und R0 bilden somit jeweils den 100%-Wert!
Für die Sprühmenge gilt in diesem Fall:

Und für die beiden Symmetrien:
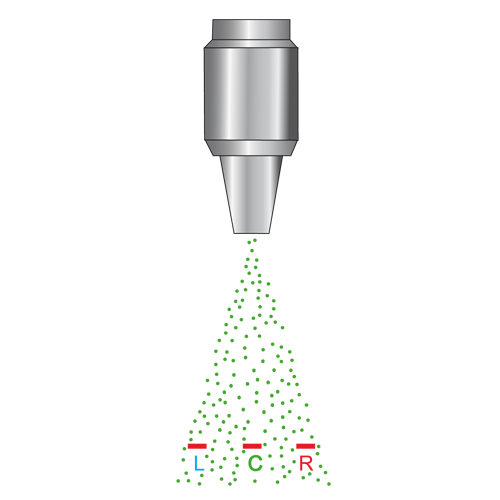
4. Die Lichtbandmethode
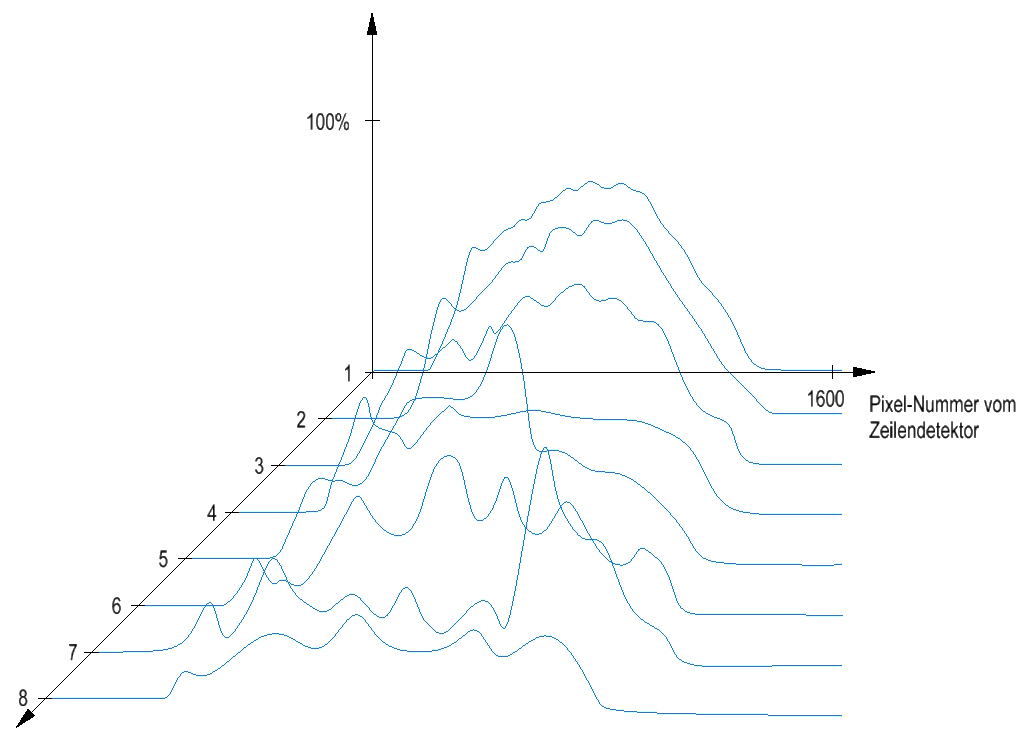
Hierbei wird ein kontinuierliches Lichtband auf den Sprühstrahl gerichtet. Das Lichtband ist in der Regel breiter als der Sprühkegeldurchmesser, sodass der Sprühstrahl komplett erfasst wird. Auf der gegenüberliegenden Seite des Sprühstrahls befindet sich ein Empfänger, der als Zeilensensor aufgebaut über mehr als 1000, in Reihe angeordnete, einzelne Minidetektoren verfügt. Dadurch wird eine lückenlose Auswertung des Strahlprofils ermöglicht. Zur Ermittlung des Strahlprofils wird der prozentuale Unterschied der beiden Videosignale (Zeilensignale), die vor dem Sprühvorgang sowie während des Sprühvorgangs aufgezeichnet wurden, miteinander verglichen.
Das Strahlprofil gibt nun Auskunft über die lokale Verteilung des Sprühmediums im Sprühstrahl. Des Weiteren informiert die Fläche unter der Strahlprofilkurve über die Sprühmenge!
Durch die Aufzeichnung aufeinanderfolgender Scans kann eine Art Film erstellt werden. Damit eignet sich diese Methode in idealer Weise, um etwaige Einflüsse wie Druckänderung, Sprühmengenänderung, Änderung des Sprühmediums, Änderung der Düsenöffnung, studieren zu können.
Einsatz der Sprühstrahlkontrolle in explosionsgefährdeten Bereichen
Damit auch in einer Umgebung, bei der eine gefährliche explosionsfähige Atmosphäre als Gemisch aus Luft und brennbaren Gasen, Dämpfen oder Nebeln über längere Zeiträume vorherrscht, eine Sprühstrahlkontrolle erfolgen kann, wird mit Lichtleitern gearbeitet.
So kann auch in der explosionsgefährdeten Zone Ø der ATEX Betriebsrichtlinie gearbeitet werden. Dabei befinden sich die elektronischen sowie optoelektronischen Komponenten des Sprühstrahlkontrollsystems außerhalb der Zone Ø. Lediglich die optischen bzw. optomechanischen Komponenten (optomechanisches Frontend) befinden sich im

-Bereich. Die Verbindung zwischen Frontend und Auswerteeinheit wird über Lichtleiter hergestellt.
Es ist dabei zu beachten, dass die optische Leistungsdichte einen gewissen Grenzwert nicht überschreitet. Bei den SI-Produkten liegt die optische Leistungsdichte jedoch weit unter den zulässigen Grenzwerten.
Die wichtigsten Sprühmethoden
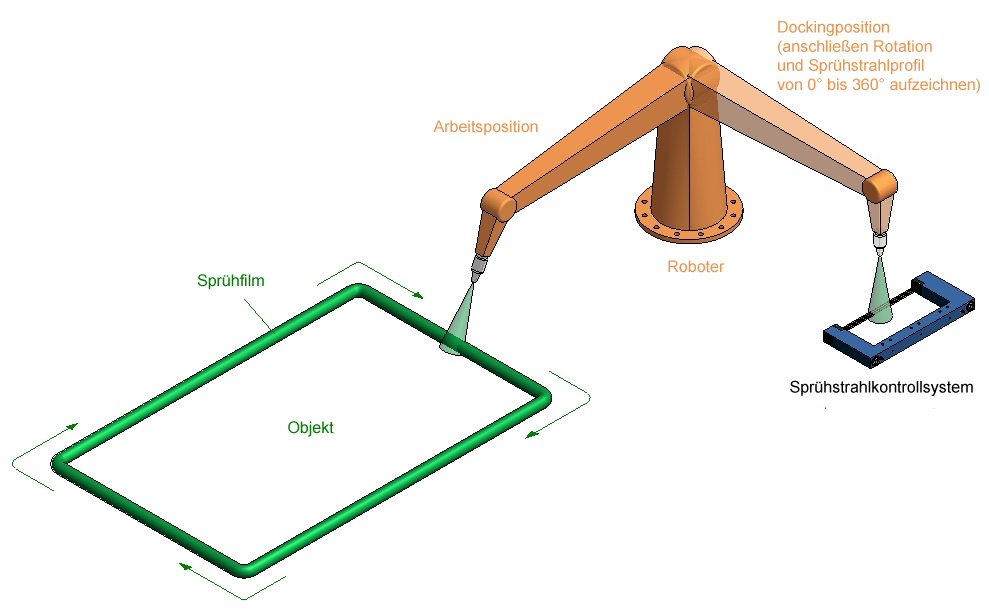
Die Sprühdüse ist am Roboterkopf montiert und wird über das Objekt bewegt
Dabei wird das zu besprühende Objekt in Position gebracht, die Objektlage bleibt während des Sprühvorgangs unverändert.
Das Sprühstrahlkontrollsystem ist hierbei in einer sog. Dockingstation untergebracht, die der Roboter nach Beendigung des Sprühvorgangs am Objekt anfährt. Nach Erreichen der Docking-Position wird die Sprühdüse erneut aktiviert und während dieser Zeit wird der Sprühstrahl kontrolliert.
In der Praxis wird nicht nach jedem Objekt die Docking-Position angefahren, sondern z.B. nach jedem 10. Objekt! Liefert das Sprühstrahlkontrollsystem ein n.i.O.-Signal, so wird der normale Arbeitsablauf gestoppt!
Die Sprühdüse ist stationär angebracht und das Objekt wird unter der Sprühdüse hindurch bewegt. Die Objekte werden in diesem Fall z.B. auf einem Förderband durch den Sprühstrahl hindurch befördert. Die Düsen sind hierbei fest montiert, d.h. es muss während des normalen Arbeitsprozesses (Sprühvorgangs) kontrolliert werden. Ein Kalibrieren ist erst nach Abschalten (oder vor dem Aktivieren) der Sprühdüsen möglich. Des Weiteren muss bedacht werden, dass evtl. mehrere Sprühdüsen mit demselben Kontrollsystem zeitgleich kontrolliert werden müssen.
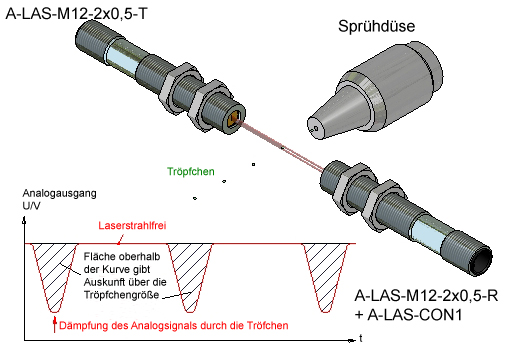
Aus einer sehr feinen Düse werden mit Hilfe eines Elektromagnetventiles einzelne “Pakete“ bzw. Tröpfchen generiert (eine weitere Möglichkeit in schneller Reihenfolge Tröpfchen zu erzeugen wäre mit Hilfe eines Piezodruckkopfes).
Hierbei muss zum einen die Tropfenanzahl bestimmt werden und zum anderen der Durchmesser der Tröpfchen bzw. die Größe der „Pakete“ kontrolliert werden.
Der ideale Sensor hierfür ist ein Sensor der
A-LAS-Serie mit auf die Tröpfchengröße angepasster Blende in Verbindung mit der Kontrollelektronik A-LAS-CON1, da dieses Sensorsystem über eine hohe Scan- und Schaltfrequenz verfügt. Außerdem wird die Tröpfchengröße am Analogausgang bis zum Eintreffen des nächsten Tröpfchens zwischengespeichert.
Sprühstrahlkontrolle Hardware
Einstrahldurchlichtsysteme
Einstrahldurchlichtsysteme mit Analogausgang:
Sensorserie:
D-LAS-Serie
Sensortyp: D-LAS2-2x1-T (Sender) + D-LAS2-Quinv-2x1-R
Der Sensor liefert bei Nichtbedämpfung ein Analogsignal von +10V (kann über die Laserleistung am Ι-Control-Pin eingestellt werden).
Die Abnahme des Analogsignals während des Sprühvorgangs liefert dabei Auskunft über die Sprühmenge.
Mit den Blasluftaufsätzen ABL-M12-3 wird verhindert, dass sich Tröpfchen auf der Optikabdeckung des Senders bzw. des Empfängers niederschlagen. Hierzu reicht in der Regel ein leichter Überdruck aus.
Einstrahldurchlichtsystem mit Controller:
Sensorserie:
A-LAS Serie
Sensortyp: A-LAS-M12-2x1-T (Sender) + A-LAS-M12-2x1-R (Empfänger) + A-LAS-CON1 (Controller)
Mit Hilfe des Controllers inkl. der A-LAS-CON1-Scope Software kann das System jeweils vor dem eigentlichen Sprühvorgang kalibriert werden.
Damit wird ermöglicht, dass selbst geringste Sprühmengen detektiert werden, da eine evtl. vorhandene Verschmutzung mit Hilfe der Kalibrierung (auf 100%) kompensiert werden kann und damit die Detektionsschwelle nahe dem 100%-Wert (z.B. 99,7%) angeordnet werden kann. Die Controllereinheit stellt am Ausgang sowohl ein Analogsignal als auch ein Digitalsignal zur Verfügung, dass informiert, ob die Detektionsschwelle unterschritten wurde.
Zweistrahldurchlichtsystem
Sensorserie: A-LAS Serie
Sensortyp: A-LAS-M12-2x1-T (Sender 2x) + A-LAS-M12-2x1-R (Empfänger 2x) + A-LAS-CON1 (Controller)
Über die Kontrolleinheit A-LAS-CON1 werden die beiden A-LAS-Lasersensoren angesteuert und ausgewertet. Auch hier findet eine Kalibrierung zwischen den eigentlichen Sprühvorgängen statt. Dazu dient ein externes Digitalsignal (z.B. von der SPS) das den Controller informiert, wann die Kalibrierung durchgeführt werden kann. Mit Hilfe der beiden Lasersensoren kann ein einfacher Symmetrie-Check erfolgen! Desweiteren kann auch eine Sprühmengenkontrolle durchgeführt werden. Damit die Optikabdeckung der Lasersensoren nicht verschmutzt, steht auch hier der Blasluftaufsatz ABL-M12-3 zur Verfügung!
Am Ausgang stehen drei Digitalausgänge zur Auswahl:
SYMMETRIE i. O./n. i. O.
SIGNAL A i. O./n. i. O.
SIGNAL B i. O./n. i. O.
Geprüft wird, ob SIGNAL A, SIGNAL B und die SYMMETRIE im vorgegebenen Toleranzbereich liegen.
Zweistrahldurchlichtsystem für den Einsatz im Ex-Bereich
Sensorserie: A-LAS Serie
Sensortyp: Lichtleiter D-S-A2.0-(2.5)-500-67° + Optikaufsatz KL-M18-A2.0 (2x) + Kontrollelektronik A-LAS-CON1-FIO
Die Ansteuerung und Auswertung der A-LAS-CON1-FIO erfolgt in gleicher Weise wie bei der A-LAS-CON1.
Da hier jedoch die elektronischen sowie die optoelektronischen Komponenten ausschließlich in der Kontrollelektronik vorhanden sind und nicht in den Sensorfrontends, eignet sich dieser Typ für den Einsatz im Ex-Bereich.
Auch hier stehen zum Schutz der Optiken Blasluftaufsätze vom Typ ABL-M18-3 zur Verfügung.
Dreistrahldurchlichtsystem - geteilte Ausführung
Sensorserie: SI-JET Serie
Sensortyp: A-LAS-M12-2x1-T (Sender 3x) + A-LAS-M12-2x1-R (Empfänger 3x) + SI-JET3-CON8 (Controller)
Mit Hilfe der Kontrollereinheit SI-JET3-CON8 werden die drei Sensorfrontends ausgewertet. Als Auswertesoftware steht hier die SI-JET2-Scope V3.0 zur Verfügung. Es wird sowohl die Sprühmenge (DENSITY) als auch die Symmetrie (SYM1, SYM2) ausgewertet. Im Auswertemodus RELATIVE erfolgt über die automatische Kalibrierung eine Verschmutzungskompensation. Es können bis zu 31 verschiedene Sprühstrahltoleranzen eingegeben werden, damit kann frühzeitig auf einen Drift des Sprühstrahls seitens der 5 Digitalausgänge hingewiesen werden.
Dreistrahldurchlichtsystem - Gabelbauform
Sensorserie:
SI-JET Serie
Sensortyp: SI-JET3-FK-200/100-H (Frontend) + SI-JET3-CON5 (Controller)
Die Gabel verfügt über drei Lichtstrahlbündel mit jeweils einem Durchmesser von 3 mm und einem Mittenabstand von 5 mm. Als Auswertesoftware steht auch hier die SI-JET2-Scope V3.0 zur Verfügung, mittels dieser wird die Sprühmenge (DENSITY) und die Symmetrie (SYM1, SYM2) ausgewertet. Im Auswertemodus RELATIVE, welcher verwendet werden kann wenn ein Sprühstrahlintervall im Bereich von einer Minute vorliegt, erfolgt zwischen den Sprühintervallen eine Kalibrierung und somit eine Verschmutzungskompensation. Bei einem kontinuierlichen Sprühstrahl wird im Modus ABSOLUTE gearbeitet. Mit Hilfe der fünf Digitalausgänge wird in bis zu 31 Stufen über die jeweiligen Toleranzstufen informiert. Es kann somit auf einfache Weise (z.B. über eine SPS) eine Trendanzeige realisiert werden.
Dreistrahldurchlichtsystem - geteilte Ausführung für den Einsatz im Ex-Bereich
Sensorserie: SI-JET Serie
Sensortyp: SI-JET2-d20-T (Sender) + SI-JET2-d20-R (Empfänger) + SI-JET2-CON2
Über einen Lichtleiter wird hier dem Sender-Frontend Rotlicht zugeführt und über eine Blende die im Blasluftaufsatz integriert ist, wurden 3 Strahlbündel mit je einem Durchmesser von 3 mm und einem Mittenabstand von 5 mm generiert. Die Auswertung erfolgt auch hier über die Software SI-JET2-Scope V3.0. Die Kontrollelektronik SI-JET2-CON2 verfügt ebenfalls über 5 Digitalausgänge, damit kann auch hier eine Trendanzeige (z.B. über eine SPS) erfolgen.
Sensorserie:
SI-JET Serie
Sensortyp: KL-M18-A2.0 (Frontend) + R3-M-A2.0-(2.5)-500-67°-3x (Lichtleiter) + SI-JET2-CON3 (Kontrollelektronik)
Bei diesem Sensortyp können die drei Rotlichtstrahlen individuell auf den jeweiligen Sprühstrahl zueinander eingestellt werden. Auch hier wird die Auswertesoftware SI-JET2-Scope V3.0 verwendet. Gerade bei Sprühstrahlen mit großem Öffnungswinkel bietet dieser Typ entsprechende Vorteile.
Dreistrahldurchlichtsystem - Gabelausführung für den Einsatz im Ex-Bereich
Sensorserie: SI-JET Serie
Sensortyp: SI-JET2-FK-200/100-H (Frontend) + SI-JET2-CON2 (Kontrollelektronik)
Auch bei dieser Variante sind die 3 Strahlen auf 5 mm (mittig) zueinander angeordnet, der Rotlichtstrahldurchmesser beträgt dabei 3 mm. Mit Hilfe der SI-JET-CON2-Kontrollelektronik kann auch hier eine Trendanzeige der Sprühstrahlparameter z.B. in Verbindung mit einer SPS realisiert werden.
Sensorserie:
SI-JET Serie
Sensortyp: SI-JET-FK-400/400 (Frontend) + SI-JET2-CON2 (Kontrollelektronik)
Diese Variante ist in erster Linie für Sprühstrahlen mit großem Öffnungswinkel gedacht. Der Mittenabstand der Rotlichtstrahlbündel beträgt 50 mm bei einem Strahldurchmesser von 3 mm. Mittels der Auswertesoftware SI-JET2-Scope V3.0 und der 5 Digitalausgänge der SI-JET2-CON2 Kontrollelektronik kann auch hier eine Trendanzeige (z.B. über eine SPS) realisiert werden.
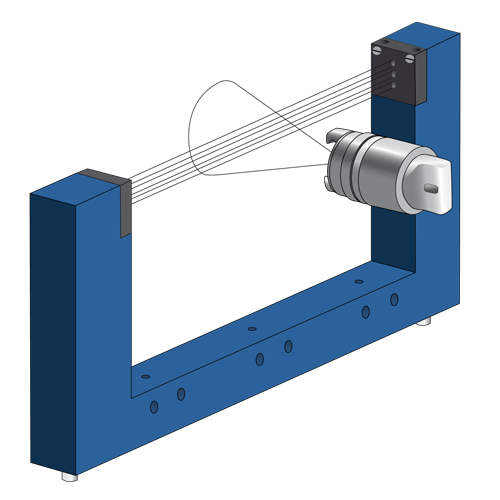
Lichtbandsystem – geteilte Ausführung
Sensorserie: L-LAS-TB Serie
Sensortyp: L-LAS-TB/90-16x2-T (Sonderfrontend) + L-LAS-TB/90-16x1-R (Empfängerfrontend) L-LAS-TB-16-CON1 (Kontrollelektronik)
Mit Hilfe eines 16 mm breiten Laserlichtbandes wird der Querschnitt des Sprühstrahlkegels durchleuchtet. Auf der gegenüberliegenden Seite des Sprühstrahls befindet sich ein 16 mm breiter Zeilendetektor, der über 256 Pixel (Minifotodetektoren) verfügt und das Laserquerschnittsprofil aufzeichnet. Die Auswertesoftware L-LAS-JET-Scope berechnet dabei das eigentliche Sprühstrahlprofil aus der Differenz des Zeilensensorsignals im unbedämpften (Sprühstrahl aus) und bedämpften (Sprühstrahl ein) Zustand. Das Sprühstrahlprofil kann als File mit fortlaufender Nummer im Speicher des PCs abgelegt werden, womit eine Art “Sprühstrahlfilm“ erstellt werden kann.
Sensortyp: L-LAS-TB-50-T (Sender) + L-LAS-TB-50-R (Empfänger inkl. Kontrolleinheit)
Bei dieser Version steht ein 50 mm breiter Laserlichtvorhang zur Verfügung. Der Zeilendetektor verfügt über ca. 800 Pixel. Die Auswertesoftware L-LAS-JET-Scope liefert ein Sprühstrahlprofil das als File mit fortlaufender Nummer im Speicher des PCs abgelegt werden kann und zur Sprühprofilstudie verwendet werden kann.
Sensortyp: L-LAS-TB-75-T (Sender) + L-LAS-TB-75-R (Empfänger inkl. Kontrolleinheit)
Mit einem Laserdurchlichtlichtvorhang von 75 mm Breite und einem Zeilendetektor mit ca. 1200 Pixel, ansonsten vergleichbar zum Typ L-LAS-TB-50.
Sensorserie: L-LAS-TB Serie
Sensortyp: L-LAS-TB-100-T (Sender) + L-LAS-TB-100-R (Empfänger inkl. Kontrolleinheit)
Mit einem Laserdurchlichtlichtvorhang von 100 mm Breite und einem Zeilendetektorwert ca. 1600 Pixel, ansonsten vergleichbar zum Typ L-LAS-TB-50.
Sprühstrahlkontrolle Software
1. Software für die Einstrahl- und Zweistrahlsysteme A-LAS-CON1-Scope V3.0
Mit Hilfe der A-LAS-CON1-Scope V3.0 Software kann sowohl absolut als auch relativ kontrolliert werden. Bei der Absolutmessung werden dabei die Rohdaten (beim Einstrahlsystem Kanal A, beim Zweistrahlsystem Kanal A und Kanal B) überwacht, zum einen ob sich Kanal A (und Kanal B zusätzlich beim Zweistrahlsystem) im einstellbaren Toleranzbereich befindet (entweder kontinuierlich oder aber zu einem bestimmten Triggerzeitpunkt) und zum anderen wird bei einem anstehenden Triggerereignis der Analogausgang “eingefroren“ so lange es nicht von einem neuen Triggerereignis überschrieben wurde. Im Relativmodus vergleicht die Kontrollelektronik ständig das aktuelle Eingangssignal mit dem momentanen Maximalwert (mittels variabler Zeitkonstante einstellbar) und bildet den sog. Normwert NORM A (NORM B beim Zweistrahlsystem).
Einen Aufschluss über die Symmetrie liefert beim Zweistrahlsystem die Beziehung:
Die Daten können sowohl in numerischer als auch in graphischer Form auf dem PC-Bildschirm zur Anzeige gebracht werden.
2. Software für das Dreistrahlsystem SI-JET2-Scope V3.0
Aus den drei zur Verfügung stehenden Rohwerten L, C, R der drei Eingangskanäle ermittelt die Software SI-JET2-Scope V3.0 die Sprühstrahldichte (DENSITY) sowie zwei Symmetriegrößen Symmetrie 1 (SYM1) und Symmetrie 2 (SYM2).
EVALUATION MODE ABSOLUTE (EMA):
Im EMA werden die drei Rohwerte L, C, und R zur Ermittlung der Dichte, der Symmetrie 1 und als Symmetrie 2 verändert:
Die aktuellen Werte für DENSITY, SYM1 und SYM2 werden auf der Windows® -Oberfläche graphisch sowie numerisch angezeigt, außerdem werden die Rohwerte als Balken dargestellt.
EVALUATION MODE RELATIVE (EMR):
Im EMR werden die drei Eingangskanäle L,C,R (left, center, right) zu ihren jeweiligen Maximalwerten, die jeweils während der letzten Minute ermittelt werden, normiert. Für die Dichte und die beiden Symmetriewerte ergeben sich folgende Gesetzmäßigkeiten:
Teach Vorgang
Die TEACH-Table wurde durch “Umlegen“ des Softwareschalters PARA sichtbar. Durch Betätigen der GO-Taste werden die aktuellen im Sensor berechneten Daten für DENSITY, SYM1 und SYM2 auf der PC Oberfläche angezeigt. Durch Betätigen der Taste TEACH DATATO (auf der Windows®-Bedienungsoberfläche via Maus-Klick) werden die Daten in die TEACH-Table übernommen. Mit DTO wird dabei eine Toleranz für die Dichte festgelegt, in gleicher Weise wird bei der Toleranz für die Symmetrie 1 S1TO sowie für die Symmetrie 2 S2TO verfahren.
Nachdem ein Zustand (Vektor) “geteacht“ wurde muss diese Information noch dem Sensor via SEND-Klick mitgeteilt werden.
Nach Betätigen der GO-Taste werden die aktuellen Toleranzen DTO, S1TO sowie S2TO im Graphik-Display eingeblendet.
Das Feld V-No.: informiert ob der aktuelle Sprühstrahl innerhalb der Toleranzen des jeweiligen Vektors liegt.









.png)
.png)
.png)
.png)

.png)

.png)
.png)

.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)

.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
