O que é o controle de jato de spray?
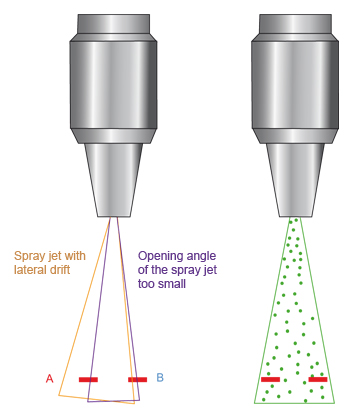
Quando sistemas de spray são usados, o tamanho do cone de spray e a quantidade de spray devem condizer com a respectiva aplicação. A geometria do cone de spray e a quantidade de spray também dependem do meio que é usado (primer, adesivo, solvente, água, álcool, tinta, etc.), do bico do spray, na sobrepressão e na dosagem da quantidade de spray. Especialmente se um adesivo receber o spray, parte do bico do spray pode ficar obstruído, o que resulta emu ma mudança tanto de quantidade de spray quanto na geometria do mesmo. O jato do spray pode também mudar sua direção e o ângulo de abertura.
Um sistema de controle de jato de spray informa o usuário sobre tais mudanças do jato de spray.
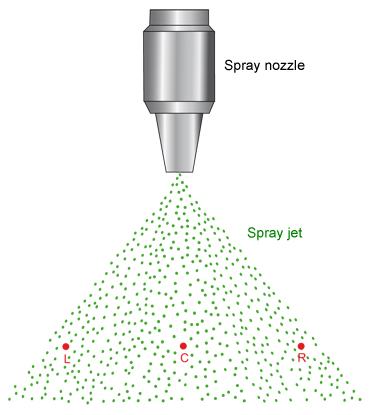
Como se parece um jato de spray?
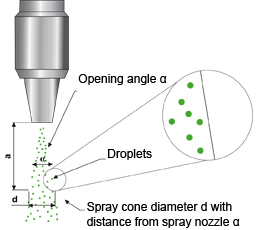
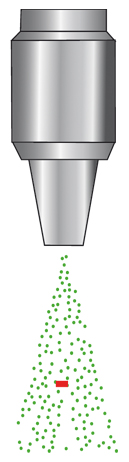
Um jato de spray é, via de regra, uma “formação disparada” de pequenas partículas (de tamanho entre alguns micrômetros e algumas centenas de micrômetros, dependendo do meio do spray) que são geradas no bico do spray devido a atomização do agente pulverizador. Estas partículas saem do bico do spray a uma certa velocidade e são então desaceleradas devido a fricção do ar.
O jato de spray é definido pelo ângulo de abertura do cone de spray e pela quantidade de spray (partículas / unidade tempo ou agente pulverizador).
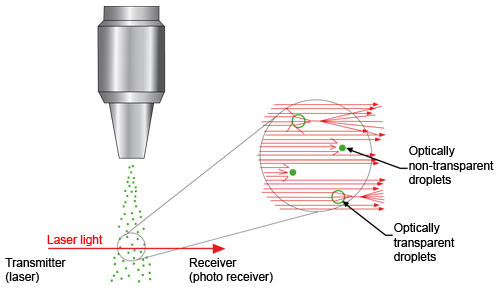
Como é controlado o jato de spray?
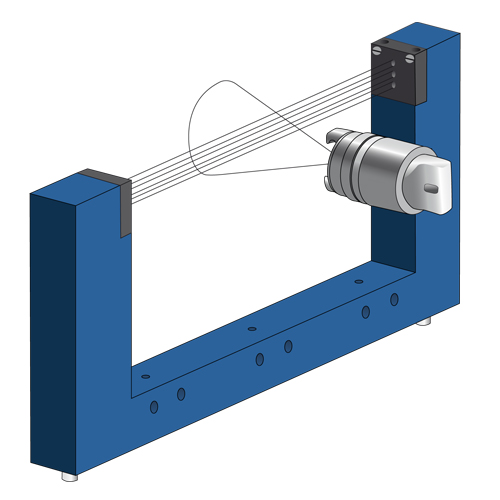
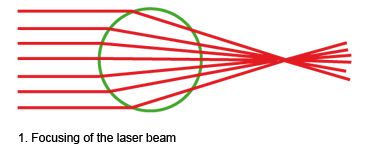
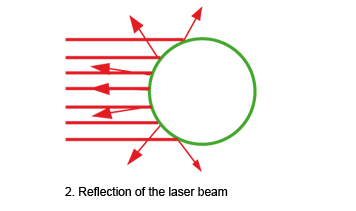
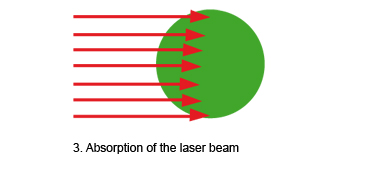
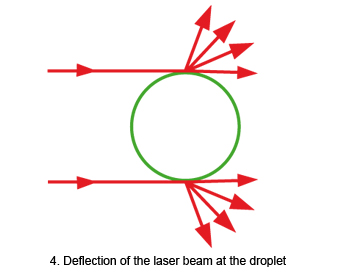
Informação sobre a quantidade de spray, por exemplo, pode ser obtida usando um raio laser que, pelo menos parcialmente, passa através do cone de spray. No seu caminho através do cone de spray, o raio laser é desviado pelas partículas individuais. Esse desvio é causado pela reflexão nas partículas ou por foco do raio laser, por que as partículas, seforem opticamente transparente, funcionam como microlentes. Uma parte da luz é absorvida pelas partículas. No final, menos luz chega ao lado oposto do jato de spray.
Métodos diferentes de controle de jato via raio laser:
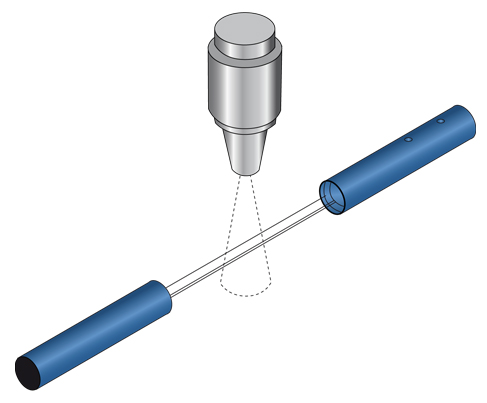
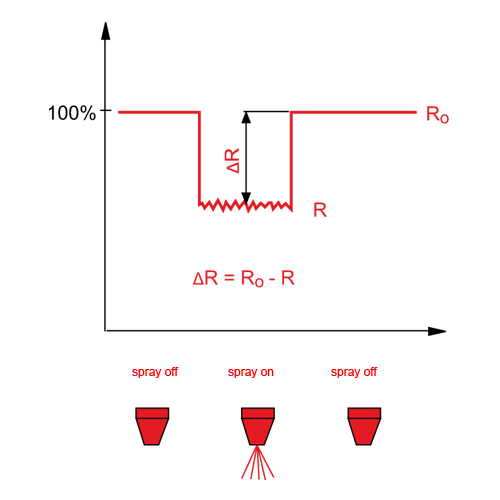
1. Método com feixe único
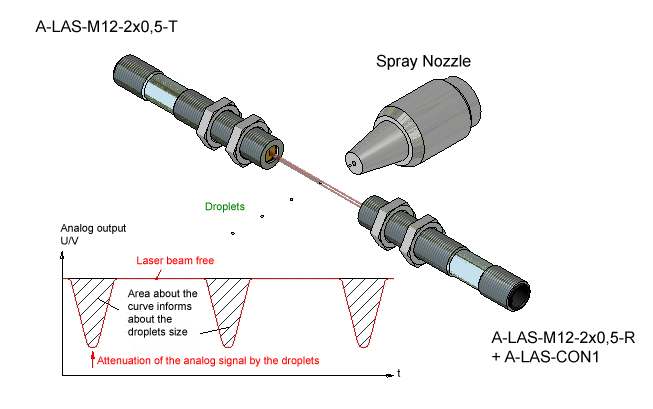
Neste caso um raio laser, de preferência com uma abertura em formato de ranhura, é direcionado centralmente através do jato de spray
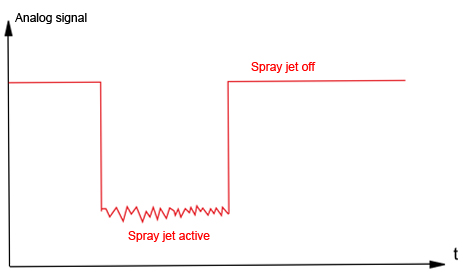
A diminuição do sinal comparada a ausência do jato de spray é usada como uma medida para a quantidade de spray. Esse método é principalmente usado se apenas a informação sobre a quantidade de spray é necessária, ou sobre a presença do jato.
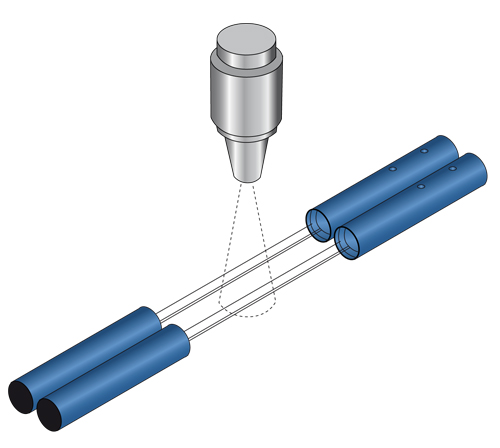
2. Método com dois feixes
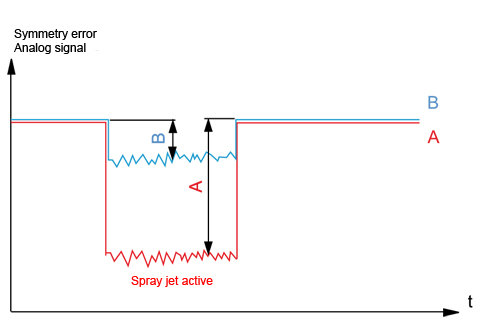
Além do controle de quantidade de spray, esse método também é adequado para controle de simetria. Um desvio lateral do cone de spray pode ser detectado com este método. O sistema com dois feixes é usado principalmente se um modo de monitorar simples porém custo-efetivo da simetria do cone é necessário.
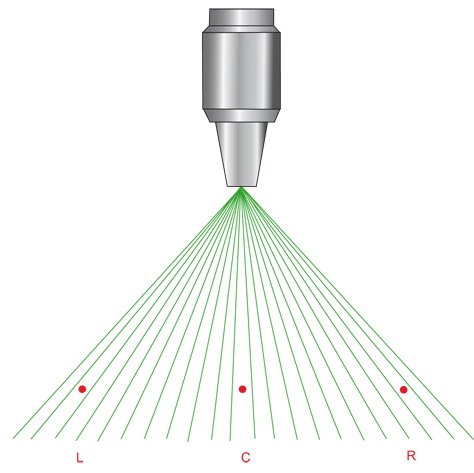
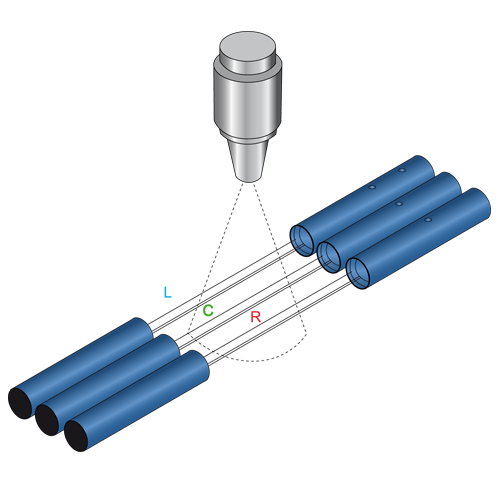
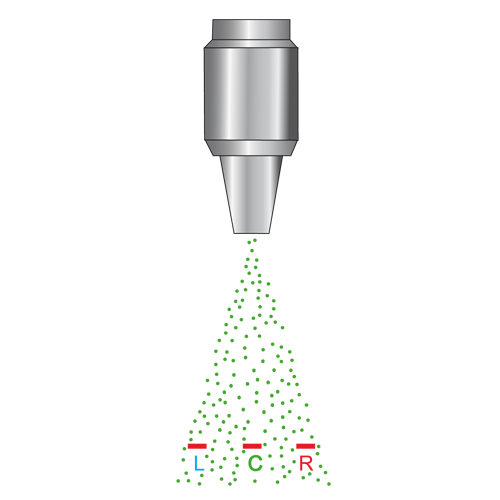
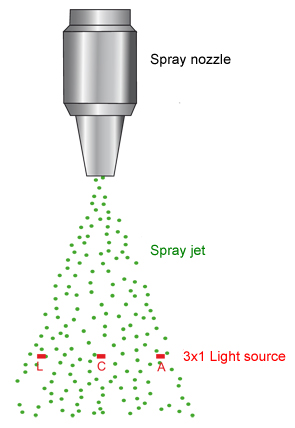
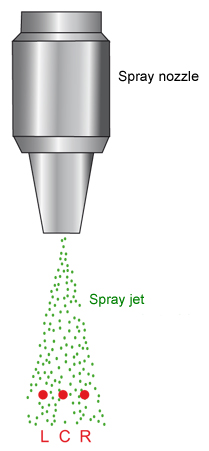
3. Método com três feixes
Mesmo pequenas alterações de simetria ou quantidade podem ser detectadas com este método. Dois modos de avaliação estão disponíveis aqui:
Modo de avaliação ABSOLUTE
Modo de avaliação RELATIVE
Em ambos os modos a densidade do jato de spray (DENSITY), a relação dos feixes de extremidade (SYM1) e a relação do raio central aos feixes de extremidade dupla (SYM2) são avaliados.
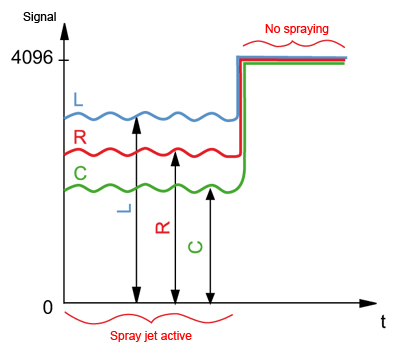
No modo ABSOLUTE, os valores L, C, R são usados diretamente nas seguintes equações:
L, C, R são os valores brutos dos 3 canais com um valor entre 0 e 4096 (12 bit).
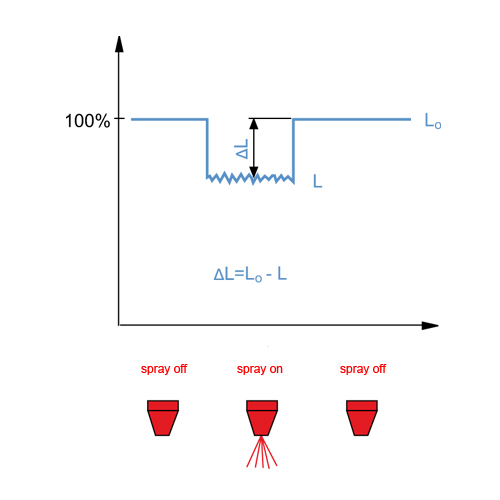
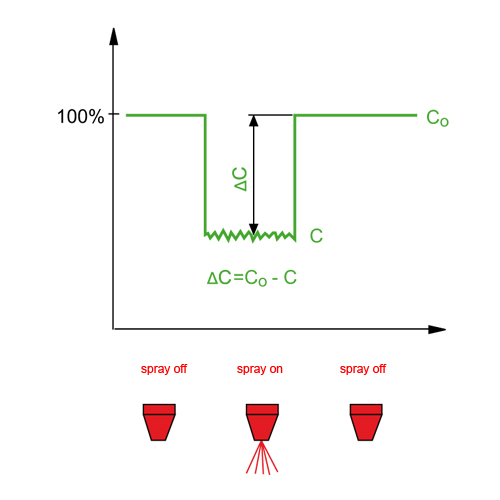
No modo RELATIVE, é formada a relação dos valores brutos relativos L, C, R durante a pulverização aos dados brutos L0, C0, R0 que estão presentes quando a pulverização está inativa. Os dados brutos L0, C0 e R0 também representam o valor de 100%!
Equação para a quantidade de spray neste caso:

E para as duas simetrias:
.jpg)
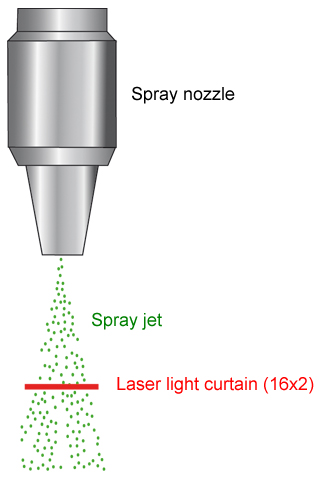
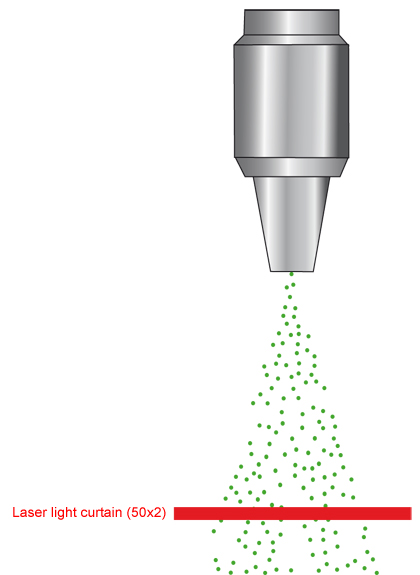
4. Método com faixa de luz
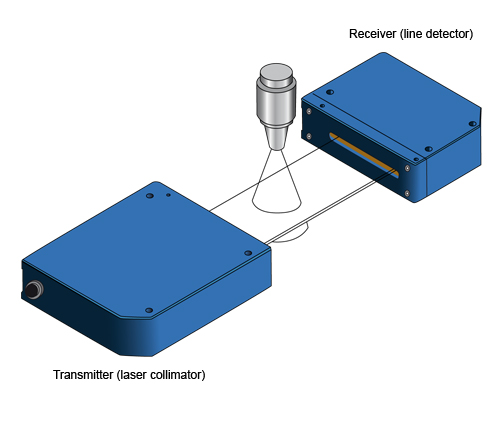
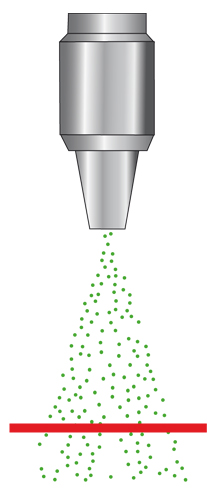
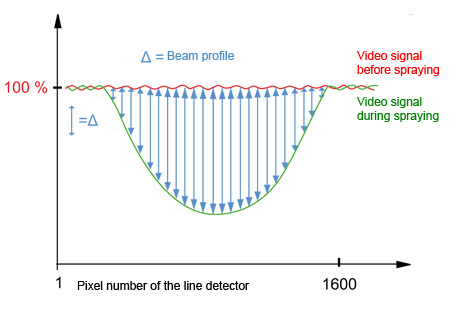
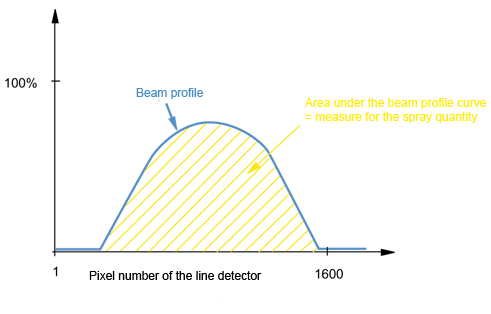
Com este método, um feixe de luz contínuo é direcionado no jato de spray. Via de regra, o feixe de luz é mais largo que o diâmetro do cone de spray, o que significa que o jato de spray é completamente detectado. Ao lado oposto do jato de spray existe um receptor que é designado para ser um sensor de linha com mais de 1000 mini detectores individuais que são alinhados em fila. Isto permite uma avaliação sem espaços do perfil do jato de spray. A diferença percentual entre os dois sinais de vídeo (sinais em linha) que são gravados antes de pulverizar e durante a pulverização é usada para determinar o perfil do jato.
O perfil do feixe fornece informação sobre a distribuição local do meio do spray no jato do spray. A área da curva abaixo do perfil do feixe informa sobre a quantidade de spray.
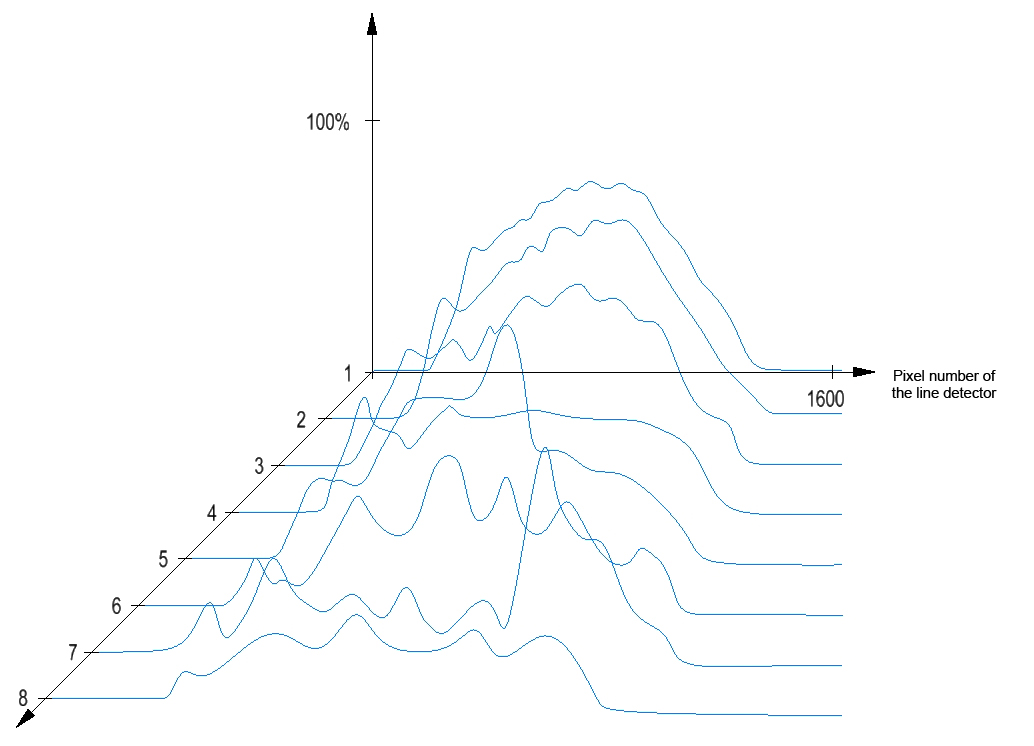
A gravação de escaneamentos sucessivos permite criar uma espécie de filme. Este método no entanto é idealmente adequado para estudar possíveis influências como: mudanças de pressão, mudança na quantidade de spray, mudança do meio do spray e mudanças na saída de spray.
Controle de jato de spray em áreas potencialmente explosivas
São usadas fibras ópticas para permitir o controle do jato de spray também em ambientes onde por longos períodos de tempo tem uma atmosfera explosiva perigosa em forma de uma mistura de ar e gases combustíveis, vapores ou misturas.
O controle do jato de spray é possível também em zonas explosivas Ø da diretriz ATEX. Os componentes eletrônicos e opto-eletrônicos do Sistema de controle do jato de spray estão localizados fora da zona Ø.
Apenas os componentes ópticos ou opto-mecânicos (Front-end opto-mecânico) estão localizados na área

. A conexão entre o Front-end e a unidade de avaliação é estabilizada por meio de fibras ópticas.
Deve-se tomar cuidado para garantir que a densidade da potência óptica não exceda um certo limite. A densidade de potência óptica dos produtos da SI está bem abaixo dos limites permissíveis.
Os métodos de pulverização mais importantes
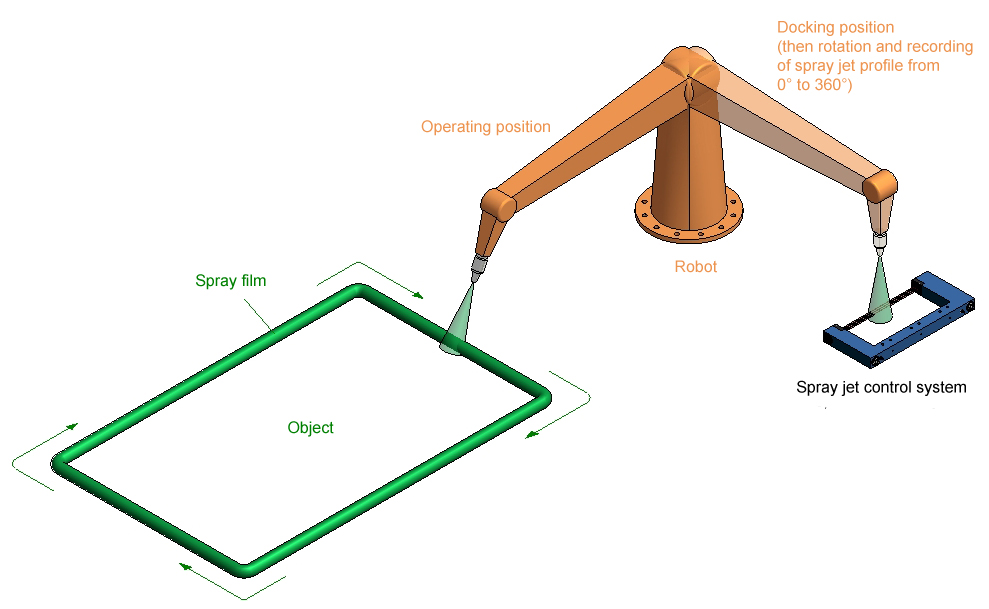
O bico do spray é montado na cabeça do robô e é movimentado sobre o objeto
O objeto a ser pulverizado é posicionado. Durante o processo de pulverização o objeto permanece na mesma posição.
O sistema de controle de jato do spray é localizado em uma estação de ancoragem, a qual o robô aproxima depois do fim do processo de pulverização no objeto. Quando chega na posição de ancoragem, o bico do spray é ativado novamente e o jato do spray é controlado durante esse tempo.
Na prática o robô não se aproxima da posição de ancoragem depois de cada objeto, mas sim a cada 10 objetos por exemplo. Se o sistema de controle de jato do spray deveria fornecer um sinal NOK, a sequência de operação normal é parada.
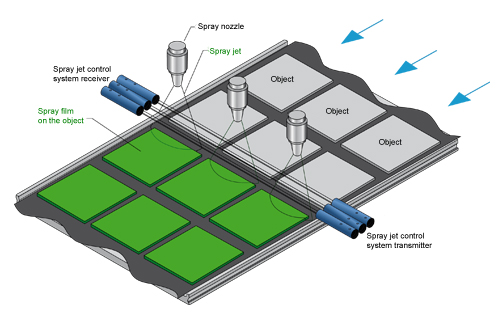
O bico do spray é estacionário e o objeto é movimentado abaixo do bico do spray. Por exemplo: Uma correia transportadora conduz o objeto pelo spray. Os bicos são firmemente montados, o que significa que o monitoramento deve ser feito durante o processo de pulverização normal. Calibração é possível somente depois dos bicos de spray serem desligados (ou antes de serem ativados). Deve ser considerado também que pode ser necessário monitorar simultaneamente vários bicos de spray com o mesmo sistema de controle.
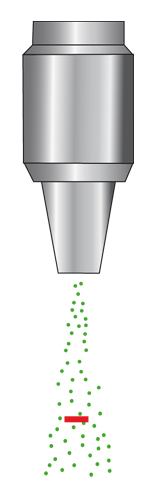
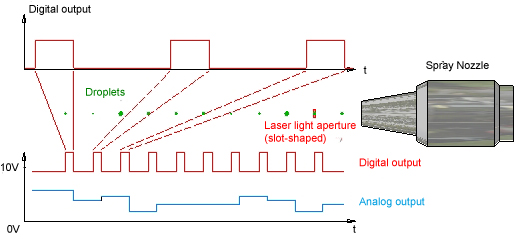
Com uma válvula de solenoide são gerados “pacotes” individuais ou gotículas por um bico bem fino (uma cabeça de impressão piezo seria uma outra possibilidade para gerar gotículas em sucessão rápida).
Por um lado o número de gotículas deve ser determinado, e por outro lado o diâmetro das gotículas ou o tamanho dos “pacotes” deve ser monitorado.
O sensor ideal para essa aplicação é um sensor da série A-LAS com uma abertura que combina com o tamanho da gotícula, em conjunto com a unidade de controle A-LAS-CON1, por que esse sistema de sensor contém uma alta frequência de comutação e escaneamento. Na saída analógica o tamanho das gotículas é armazenado até que as próximas gotas cheguem.
Hardware controlador de jato do spray
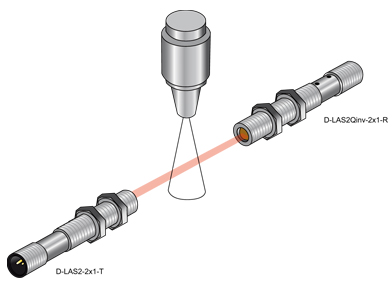
Sistemas com feixe único
Sistemas com feixe único com saída analógica:
Sensor da série: D-LAS
Modelo do sensor: D-LAS2-2x1-T (transmissor) + D-LAS2-Quinv-2x1-R
Quando não atenuado, o sensor fornece um sinal analógico de +10V (pode ser ajustado pela potência do laser no Ι-Control-Pin).
A diminuição do sinal analógico durante a pulverização fornece informação sobre a quantidade de spray.
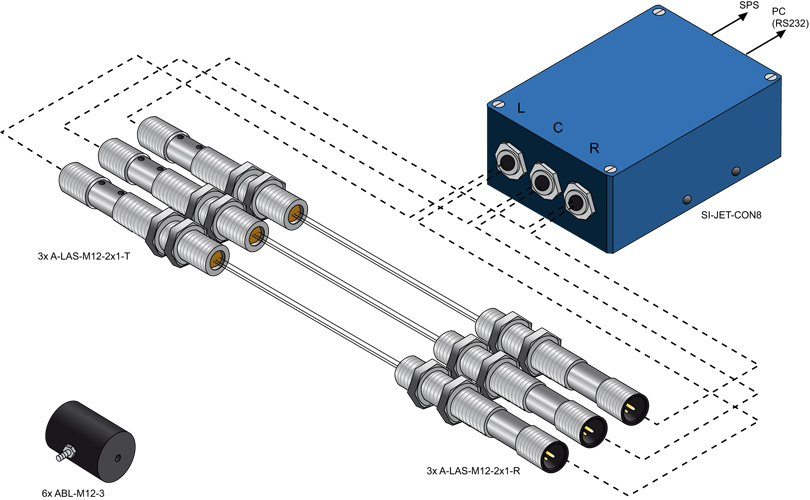
Partes superiores de jato de ar ABL-M12-3 são usadas para prevenir o depósito de gotículas nas coberturas ópticas dos transmissores e receptores. Via de regra um leve excesso de pressão é suficiente para este propósito.
Sistemas com feixe único com controlador:
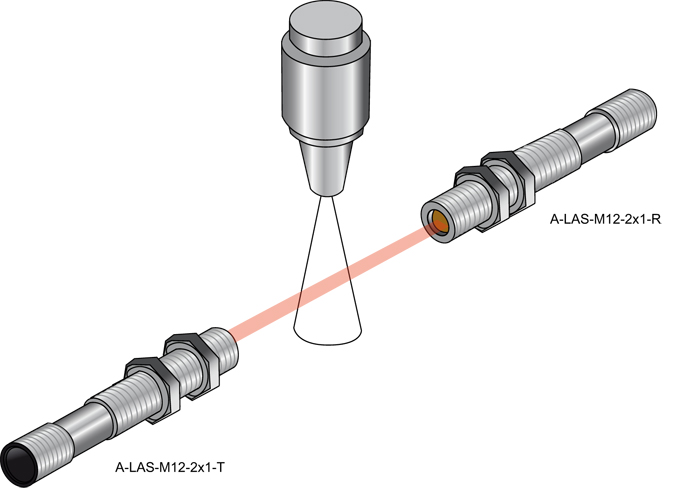
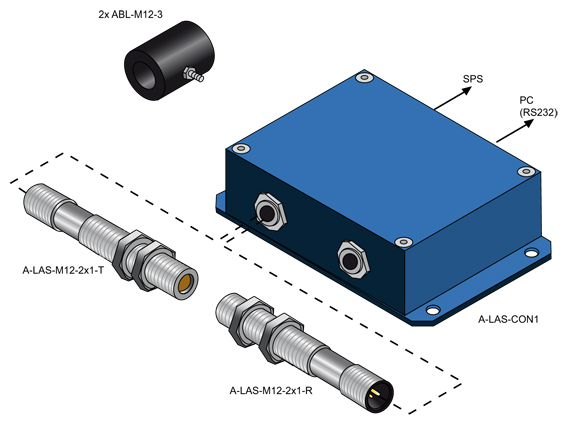
Sensor da série: A-LAS
Modelo do sensor: A-LAS-M12-2x1-T (transmissor) + A-LAS-M12-2x1-R (receptor) + A-LAS-CON1 (controlador)
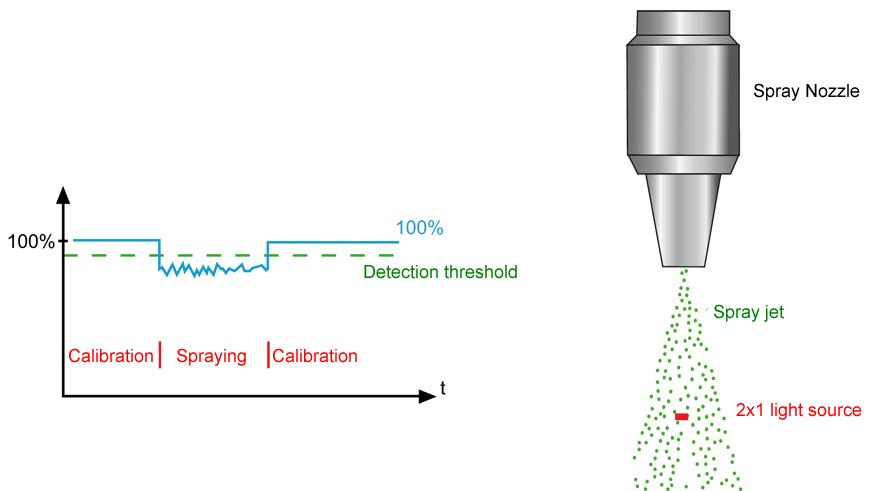
Com a ajuda do controlador incluindo o software A-LAS-CON1-Scope, o sistema pode ser calibrado antes do processo de pulverização atual.
Isso faz possível detectar até mesmo quantidades pequenas de spray, por que possíveis acúmulos de sujeira podem ser compensados por meio da calibração (a 100%), e o limite de detecção pode também ser fechado ao valor de 100% (ex: 99.7%). A unidade de controle fornece tanto saída com sinal analógico quanto digital que informam quando o valor cai abaixo do limite de detecção.
Sistemas com feixe duplo
Sensor da série: A-LAS
Modelo do sensor: A-LAS-M12-2x1-T (transmissor 2x) + A-LAS-M12-2x1-R (receptor 2x) + A-LAS-CON1 (controlador)
Os dois sensores laser A-LAS são controlados e avaliados pela unidade de controle A-LAS-CON1. A calibração é feita entre a pulverização atual processada, acionada por um sinal digital externo (ex: vindo do PLC) que informa o controlador quando a calibração pode ser feita. Os dois sensores laser podem ser usados para fazer uma simples verificação de simetria. A quantidade de spray também pode ser monitorada. Partes superiores de jato de ar ABL-M12-3 são usadas para prevenir acumulação de sujeira nas coberturas ópticas dos sensores laser.
3 saídas com sinal digital estão disponíveis:
SIMETRIA OK / NOK.
SINAL A OK / NOK.
SINAL B OK / NOK.
O sistema verifica se SINAL A, SINAL B e SIMETRIA estão na faixa de tolerância especificada.
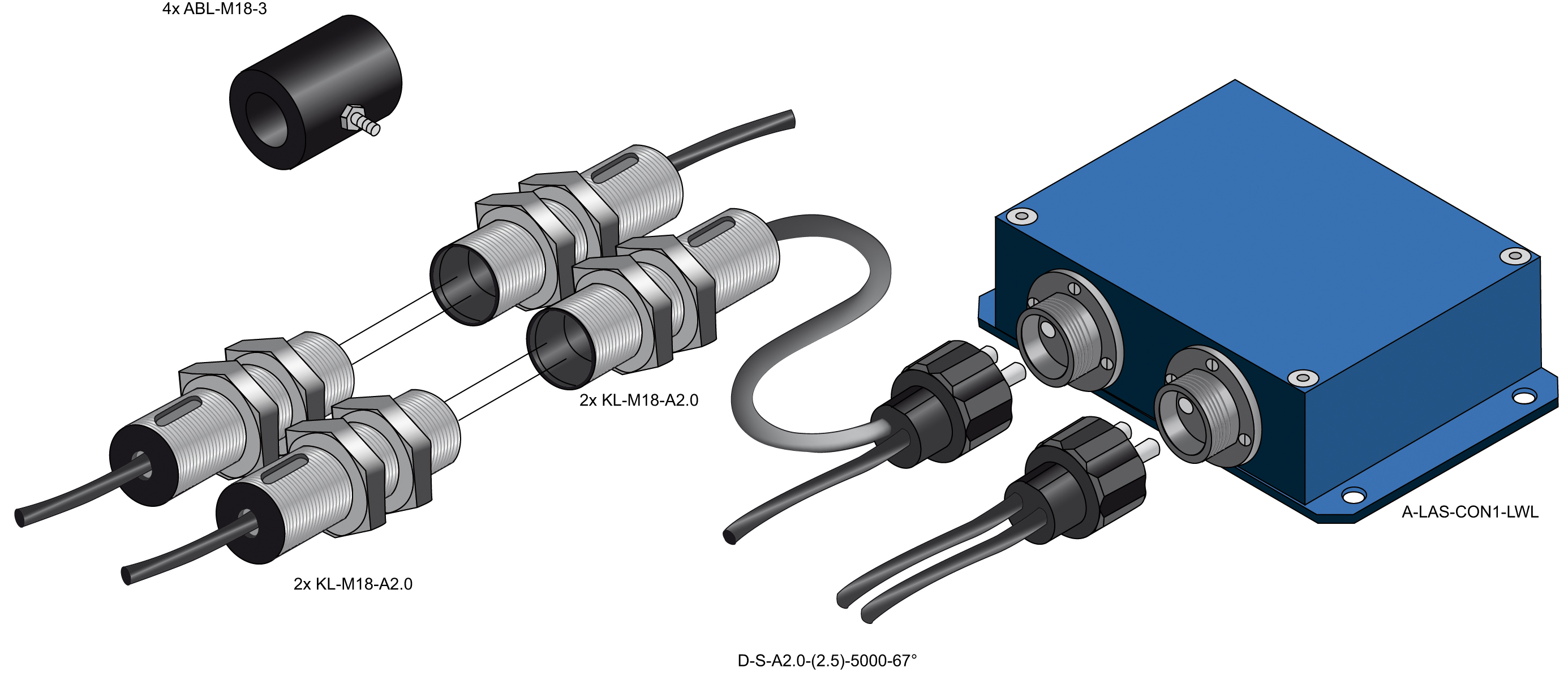
Sistema com feixe duplo para uso em áreas Ex
Sensor da série: A-LAS
Modelo de sensor: Fibra óptica D-S-A2.0-(2.5)-500-67° + acessórios ópticos KL-M18-A2.0 (2x) + unidade de controle A-LAS-CON1-FIO
A unidade A-LAS-CON1-FIO realiza as operações de controle e avaliação do mesmo jeito que a A-LAS-CON1.
Desde que, neste caso, os componentes eletrônicos e opto-eletrônicos sejam integrados na unidade de controle e não nos front-end’s do sensor, esse modelo é adequado para operar em áreas Ex.
Partes superiores de jato de ar do modelo ABL-M18-3 são usadas para proteger as unidades ópticas.
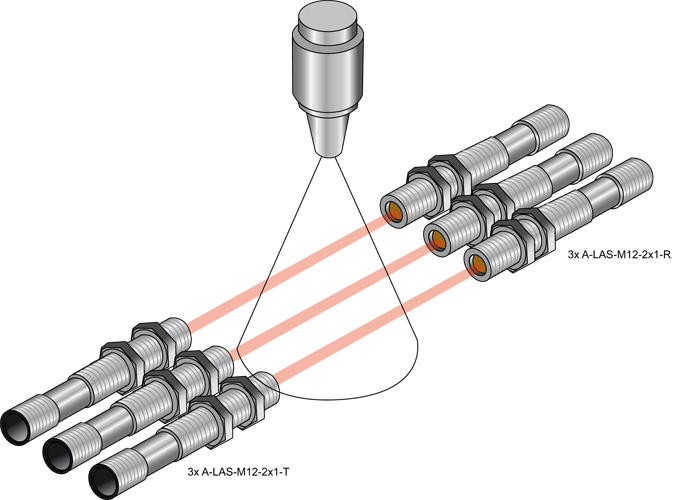
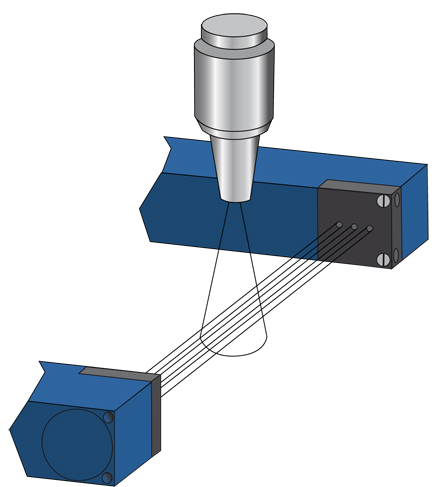
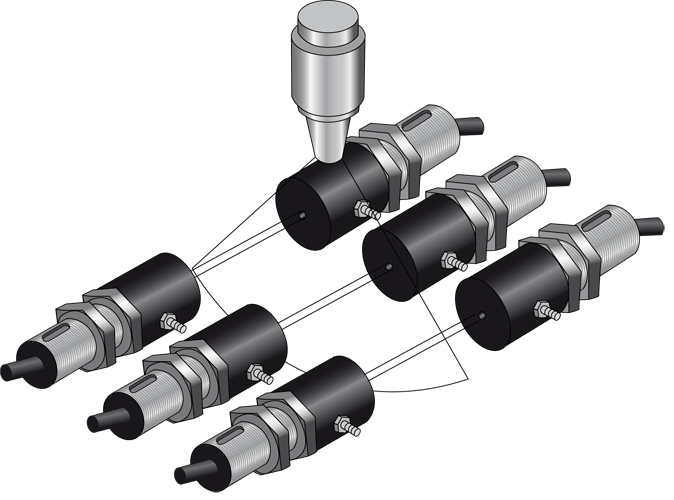
Sistema com três feixes
Sistemas com três feixes – versão dividida
Série do sensor: SI-JET
Modelo do sensor: A-LAS-M12-2x1-T (transmissor 3x) + A-LAS-M12-2x1-R (receptor 3x) + SI-JET3-CON8 (controlador)
As três front-end’s do sensor são avaliadas pela unidade de controle SI-JET3-CON8. O software SI-JET2-Scope V3.0 é usado para a finalidade de avaliar. Tanto a quantidade de spray (DENSITY) e a simetria (SYM1, SYM2) podem ser avaliadas. No modo de avaliação RELATIVE a acumulação de sujeira é compensada por meio de calibração automática. Até 31 tolerâncias de jato do spray diferentes podem ser especificadas e as 5 saídas digitais podem também ser usadas para informar sobre algum desvio do jato do spray com antecedência.
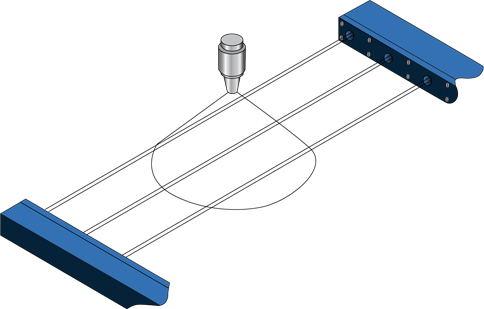
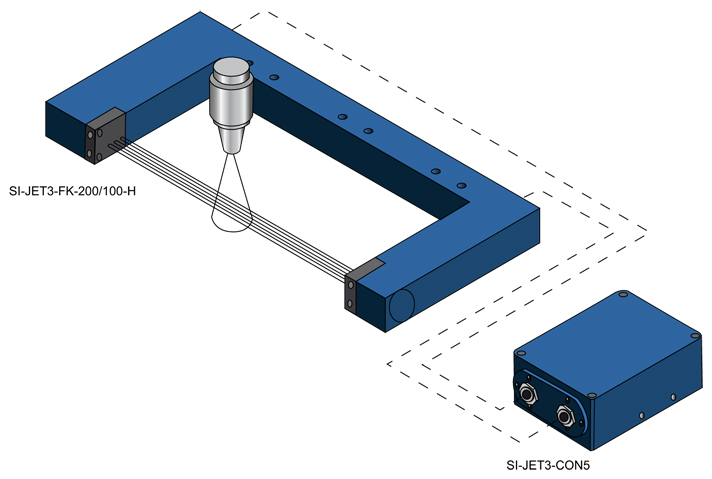
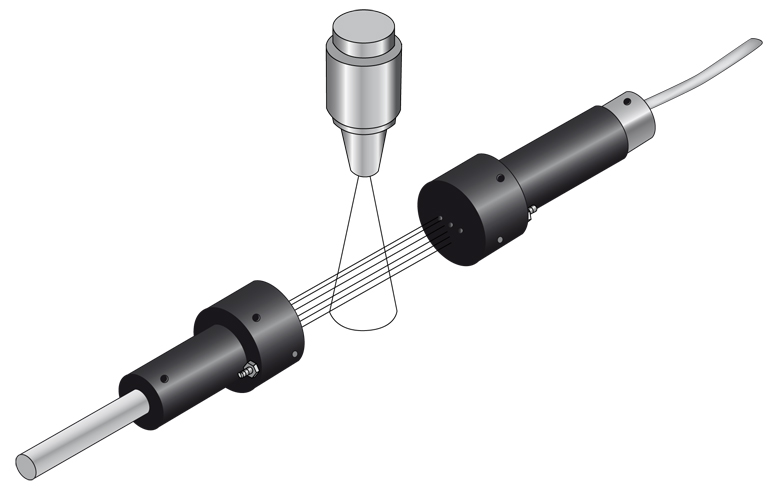
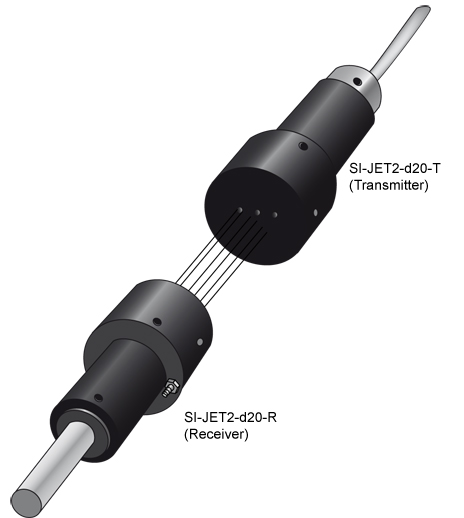
Sistema com três feixes – versão forquilha
A forquilha contém três feixes de luz, cada um com diâmetro de 3 mm e uma distância de centro-para-centro de 5 mm. O software SI-JET2-Scope V3.0 é usado para a avaliação da quantidade de spray (DENSITY) e a simetria (SYM1, SYM2). No modo de avaliação RELATIVE, que pode ser usado se um interval de jato do spray fica na faixa de um minuto, a calibração é feita entre os intervalos de pulverização e também compensa possíveis acúmulos de sujeira. O modo ABSOLUTE é usado quando existe um jato de spray contínuo. 5 saídas digitais de até 31 estágios fornecem informação sobre os respectivos níveis de tolerância. Isso também fornece um jeito fácil de realizar uma exibição de gráficos (ex: por meio de um PLC).
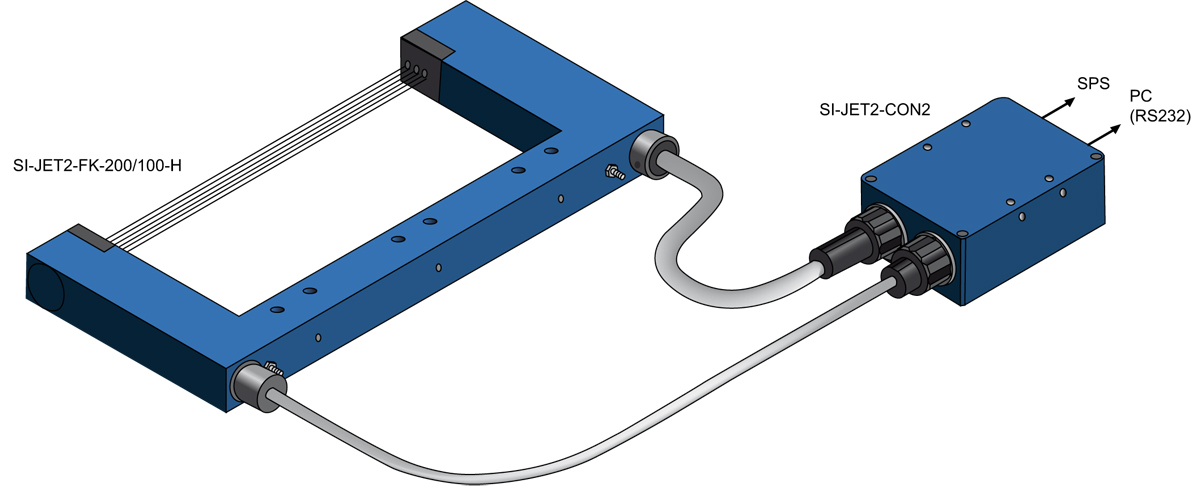
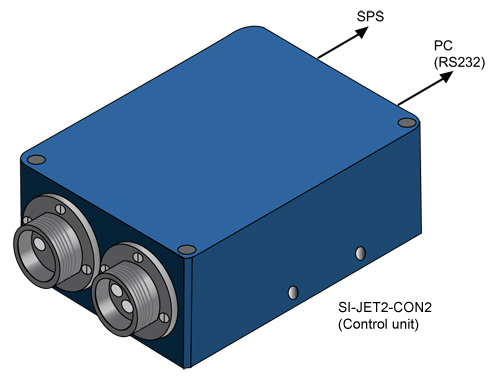
Sistema com três feixes – versão dividida para uso em áreas Ex
Uma luz vermelha é fornecida ao front-end especial via fibra óptica e uma abertura que é integrada a parte superior do jato de ar gera 3 feixes com diâmetro de 3 mm cada um e distância de centro-a-centro de 5 mm. A avaliação é feita com o software SI-JET2-Scope V3.0. A unidade de controle SI-JET2-CON2 conta com 5 saídas digitais que também podem ser usadas para exibir uma tela de gráficos (ex: via PLC).
Série do sensor: SI-JET series
Modelo do sensor: KL-M18-A2.0 (front-end) + R3-M-A2.0-(2.5)-500-67°-3x (fibra óptica) + SI-JET2-CON3 (unidade de controle)
Com esse modelo de sensor, os três feixes de luz vermelha podem ser ajustados individualmente ao respectivo jato de spray. O software SI-JET2-Scope V3.0 é usado para avaliação. Esse modelo oferece vantagens decisivas especialmente para jatos de spray que tem um ângulo de abertura abrangente.
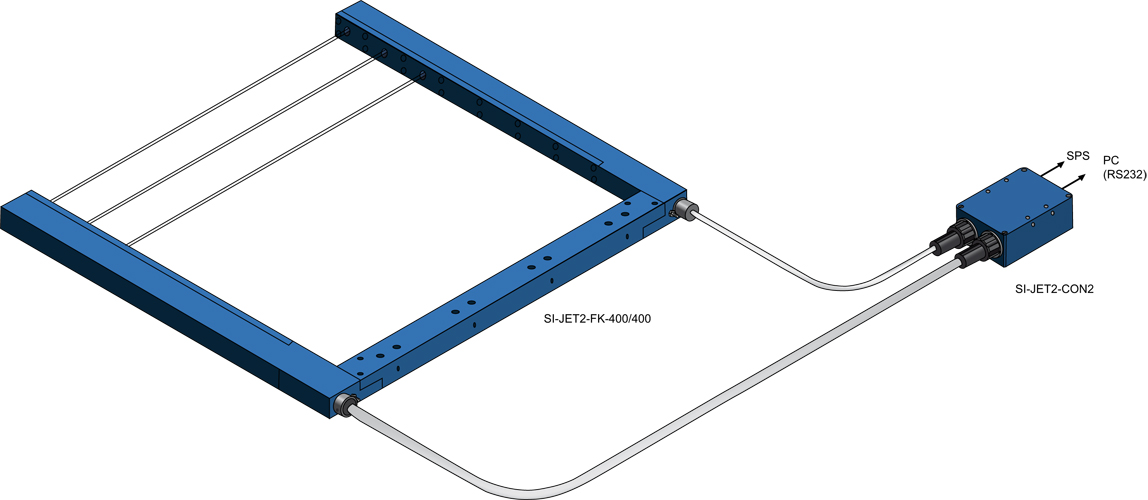
Sistema com três feixes – versão forquilha para uso em áreas Ex
Nessa versão os 3 feixes também são dispostos (centralmente) a 5 mm um do outro, a luz vermelha tem um diâmetro de 3 mm. Com a ajuda da unidade de controle SI-JET-CON2 pode ser realizada a exibição de gráficos dos parâmetros do jato de spray, ex: em conjunto com um PLC.
Esse modelo é usado principalmente para jatos de spray com um ângulo de abertura abrangente. Os feixes de luz vermelha têm uma distância de centro-a-centro de 50 mm, os feixes têm diâmetro de 3 mm. Com o software de avaliação SI-JET2-Scope V3.0 e as 5 saídas digitais da unidade de controle SI-JET2-CON2 uma exibição de gráficos também pode ser feita aqui (ex: via PLC).
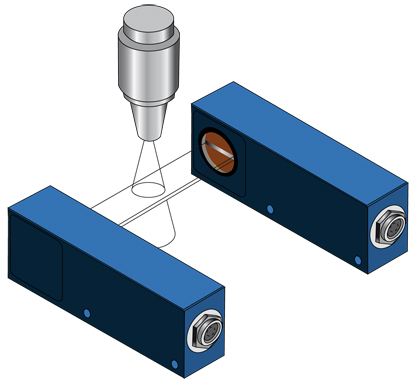
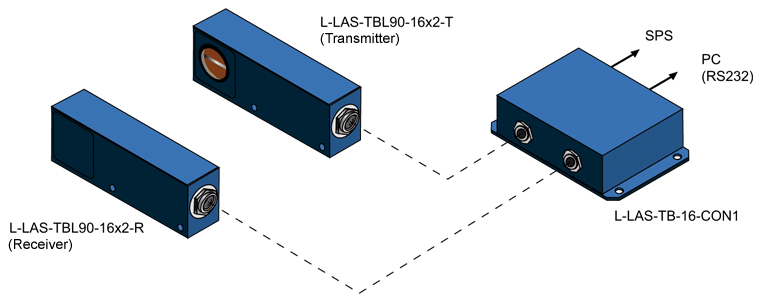
Sistema com faixa de luz – versão dividida
Série do sensor: L-LAS-TB
Modelo do sensor: L-LAS-TB/90-16x2-T (front-end especial) + L-LAS-TB/90-16x1-R (front-end do receptor) L-LAS-TB-16-CON1 (unidade de controle)
Uma faixa de luz com 16 mm de largura é direcionada através da secção transversal do cone do jato de spray. No lado oposto do jato de spray existe um detector linear com 16 mm de largura com 256 pixels (mini fotodetectores) que gravam o perfil do laser da secção transversal. O software de avaliação L-LAS-JET-Scope calcula o perfil de jato de spray atual da diferença do sinal do sensor linear em estado não atenuado (jato de spray desligado) e em estado atenuado (jato de spray ligado). O perfil do jato de spray pode ser salvo na memória do PC como um arquivo com números consecutivos, o que torna possível criar um tipo de "estudo do perfil do jato de spray".
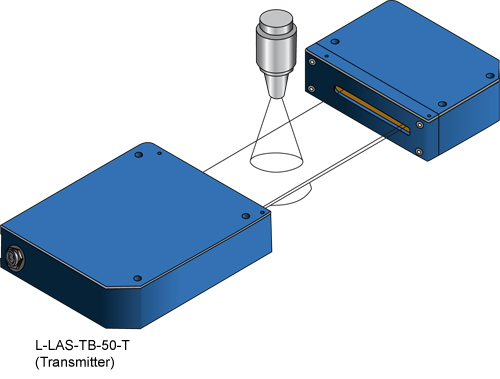
Modelo do sensor: L-LAS-TB-50-T (transmissor) + L-LAS-TB-50-R (receptor inclui unidade de controle)
Essa versão opera com uma cortina de luz laser com 50 mm de largura. O detector linear tem aproximadamente 800 pixels. O software de avaliação L-LAS-JET-Scope fornece um perfil de jato de spray que pode ser salvo na memória do PC como um arquivo com números consecutivos e pode ser usado para estudar o perfil de spray.
Modelo do sensor: L-LAS-TB-75-T (transmissor) + L-LAS-TB-75-R (o receptor inclui unidade de controle)
Semelhante ao modelo L-LAS-TB-50, mas com uma cortina de luz laser de largura 75 mm e um detector linear com aproximadamente 1200 pixels.
Modelo do sensor: L-LAS-TB-100-T (transmissor) + L-LAS-TB-100-R (receptor inclui unidade de controle)
Semelhante ao modelo L-LAS-TB-50, mas com uma cortina de luz laser de largura 100 mm e um detector linear com aproximadamente 1600 pixels.
1. Software para sistemas de feixe único e duplo A-LAS-CON1-Scope V3.0
O software A-LAS-CON1-Scope V3.0 pode ser usado tanto para medição absoluta quanto para relativa. No modo de medição absoluta, os dados brutos (em um sistema de feixe único: canal A; em um Sistema de feixe duplo: canal A e canal B) por um lado são monitorados para quando o canal A (mais o canal B em um sistema de feixe duplo) estiver na faixa de tolerância ajustável (mesmo continuamente, ou a um certo momento de acionamento), e por outro lado quando um acionamento na saída analógica estiver "congelado" com tanto que não seja substituído por um novo acionamento. No modo relativo a unidade de controle compara continuamente o sinal da entrada com o valor máximo (ajustável com constante de tempo variável) e gera o chamado valor normal NORM A (e NORM B em um sistema com dois feixes)
Em um sistema com dois feixes a relação

fornece informação sobre a simetria.
Os dados são mostrados na tela do PC tanto numérica como graficamente.
2. Software para sistema com três feixes SI-JET2-Scope V3.0
A partir dos 3 valores brutos disponíveis L, C, R dos três canais de entrada o software SI-JET2-Scope V3.0 determina a densidade do jato do spray (DENSITY) assim como os valores de simetria: simetria 1 (SYM1) e simetria 2 (SYM2).
AVALIAÇÃO MODO ABSOLUTO (EMA):
No EMA os três valores brutos L, C, e R são usados para determinar densidade, simetria 1 e simetria: DENSITY= SYM1= SYM2= Os valores atuais para DENSITY, SYM1 e SYM2 são mostrados na interface Windows® em forma numérica e gráfica. Os valores brutos também são visualizados na forma de gráficos de barra.
AVALIAÇÃO MODO REALTIVO (EMR):
No EMR os três canais de entrada L,C,R (esquerda, centro, direita) são normalizados ao seus respectivos valores máximos que são determinados durante o último minuto. As seguintes regras são aplicadas aos valores de densidade e aos dois de simetria:
Processo de ensinamento
A tabela de ENSINO é mostrada quando a chave do software PARA é ativada. Quando o botão GO é pressionado, os dados atuais calculados nos sensores para DENSITY, SYM1 e SYM2 são mostrados na interface PC. Quando o botão TEACH DATATO é pressionado (com clique do mouse na interface Windows ®), os dados serão gravados na TEACH TABLE. O DTO é usado para definir a tolerância para a densidade, o S1TO define a tolerância para a simetria 1, e S2TO para simetria 2.
Quando um estado (vetor) for “ensinado", essa informação deve ser então mandada ao sensor clicando no botão SEND.
Quando o botão GO é pressionado, as tolerâncias atuais DTO, S1TO e S2TO são mostrados no display gráfico.
O campo V-No.: fornece a informação quando o jato do spray estiver nas tolerâncias do seu respectivo vetor.









.png)
.png)
.png)
.jpg)
.jpg)