Traduzir esta página:
O que é tensão superficial?
Para aumentar a superfície de um líquido é necessário um determinado esforço. É necessário, portanto, um determinado volume de trabalho. A tensão superficial designa a relação do trabalho que tem que ser realizado com o ganho superficial (aumento da área superficial do líquido) que resulta do trabalho realizado::
σ = ΔW/ΔA (SI – Unidade: N/m)
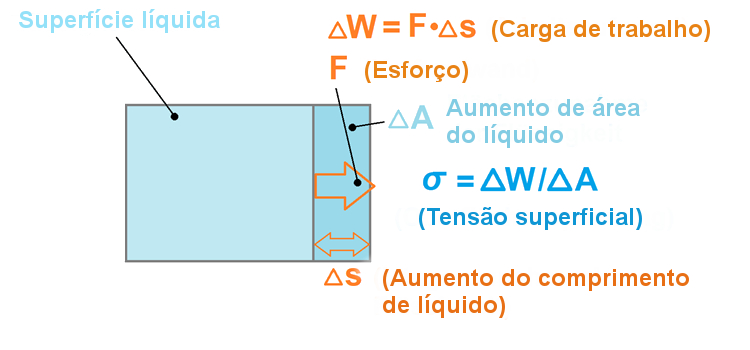
Como resultado da tensão superficial, os líquidos se esforçam para minimizar sua área de superfície, o que resulta, em última análise, em uma superfície esférica do respectivo líquido (uma esfera tem a menor área superficial de todas as formas do corpo do mesmo volume).
O que é uma tensão interfacial?
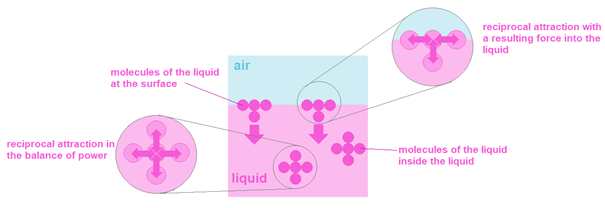
Dentro de um líquido, todas as moléculas são igualmente cercadas por moléculas vizinhas, de modo que as forças mútuas de atração são equilibradas. Na borda do líquido (superfície limite), por outro lado, uma força resultante é produzida, devido à falta de divisão simétrica das forças mútuas de atração, que aponta para o interior do líquido.
A tensão superficial é, portanto, também denominada de tensão interfacial. O termo tensão interfacial é usado para descrever a transição de um líquido para um substrato, por exemplo, uma superfície metálica, enquanto que a transição do líquido para o ar é denominada de tensão superficial.
 |
Transição ar/líquido: aqui, é usado o termo tensão superficial |
 |
Transição líquido/metal: os processos na transição são designados de tensão interfacial |
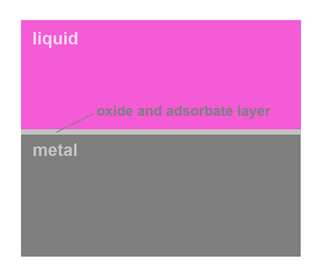 |
Entretanto, deve ser observado que essa transição (líquido/metal) se trata, estritamente falando, de uma transição de uma camada de óxido metálico ou uma camada de adsorbato (dióxido de carbono e hidrocarbonetos na superfície do metal) em direção ao líquido |
O que é um umedecimento de metais?
Uma medida para umedecer uma superfície metálica por um líquido aplicado (por exemplo, em forma de gota, mas também como um pincel) é o ângulo de contato Θ. O umedecimento da superfície metálica aumenta com a diminuição do ângulo de contato Θ.
O processo de umedecimento é descrito pela equação de Young:
cos Θ = (σs – σLS)/σL
com
σL = Tensão superficial do líquido
σS = Tensão superficial do metal
σLS = Tensão interfacial entre metal e líquido
Θ = Ângulo de contato (ângulo de contato ou de umedecimento) do líquido sobre o metal
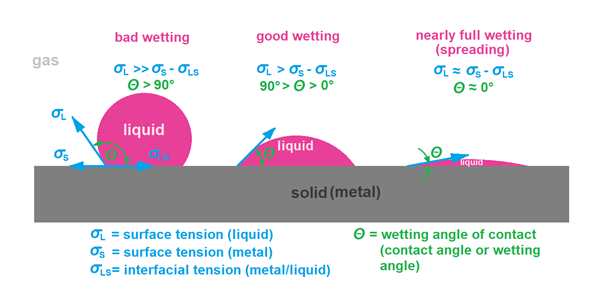
A distribuição independente do líquido sobre a superfície metálica (difusão do curso do pincel ou da gota, também designado de espalhamento) é alcançado a um ângulo de contato de Θ = 0° (corresponde ao cos Θ =1). Para a equação de Young neste caso produz-se, nesse caso: σL = σS – σLS.
Além disso, σLS << σS aplica-se ao líquido que deve umedecer uma superfície metálica: σL < σS. Isto resulta no seguinte: se a tensão superficial do líquido for menor que a tensão superficial do metal, o metal é umedecido pelo líquido, mas se a tensão superficial do líquido for maior que a tensão superficial do metal, não ocorre qualquer umedecimento.
Determinação da tensão superficial de metais
Os valores de tensão superficial mencionados na literatura especializada referem-se principalmente aos metais em um estado líquido próximo à respectiva temperatura de fusão. Para determinar o umedecimento, entretanto, é importante a tensão superficial das superfícies metálicas revestidas com camadas de óxido e adsorção à temperatura ambiente. O valor da tensão superficial (energia livre de superfície) pode ser determinado, por exemplo, com o Mobile Surface Analyzer – MSA da empresa KRÜSS GmbH www.kruss-scientific.com, nesse caso, duas gotas são aplicadas ao metal a ser examinado por meio de dois líquidos de teste (tensão superficial diferente) e a tensão superficial do metal pode ser determinada pela determinação do ângulo de contato.
 |
 |
 |
|
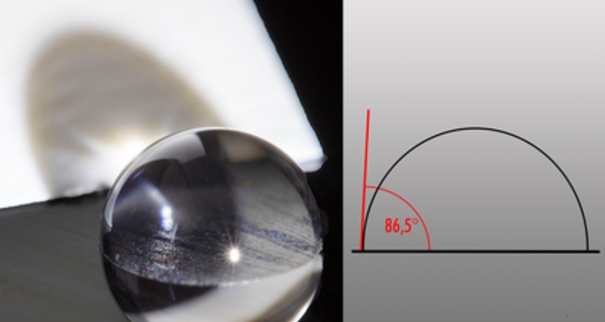
Outro fornecedor seria, nesse caso, a empresa SITA Messtechnik GmbH www.sita-process.com. A SITA oferece um sistema de medição para "avaliação rápida da molhabilidade da superfície no processo de fabricação, medindo o ângulo de contato". O SITA SurfaSpector é um instrumento de medição manual para testar a molhabilidade de, por exemplo, superfícies metálicas antes e depois do tratamento ou limpeza da superfície. Nesse método, uma gota (1µl) de água ultrapura é aplicada na superfície a ser medida por meio de uma unidade dosadora integrada na cabeça do sensor. Uma câmera de alta resolução é usada para registrar a forma da gota na extremidade frontal do sensor, a partir da qual o ângulo de contato pode ser determinado..
 |
 |
Qual é o método de tinta de teste?
Um outro método para determinar a tensão superficial dos metais à temperatura ambiente é o chamado método de tinta de teste. Nesse processo, a tinta de teste com uma tensão superficial definida é aplicada à superfície metálica a ser testada, por exemplo, com um pincel. Se a tinta de teste umedecer a superfície metálica, a tensão superficial (tensão interfacial) da superfície metálica corresponde ao valor da tinta de teste ou está mesmo acima deste valor. Se a tinta de teste formar grânulos na superfície do metal, a tensão superficial (tensão interfacial) da superfície do metal é menor do que a tensão superficial da tinta de teste.

As tintas de teste são fornecidas, por exemplo, pela empresa arcotest GmbH www.arcotest.info. As tintas de teste PINK cobrem uma faixa de tensão superficial de 22 mN/m a 60 mN/m em etapas de 2 mN/m.

Por que o conhecimento sobre a tensão superficial das superfícies metálicas é tão importante na prática?
Por exemplo, o valor da tensão superficial da superfície do metal deve ser verificado antes de aplicar vernizes de cor em uma peça metálica. Se isto estiver abaixo do valor da tensão superficial do pigmento, o verniz de cor rolaria da superfície metálica.
A situação é semelhante com a aplicação de colas. Novamente, a adesão adequada só pode ser obtida se a tensão superficial metálica for maior do que a tensão superficial da cola.
Qual é a causa de um valor de tensão superficial muito baixo de uma superfície metálica?
Como já mencionado, na prática, uma superfície metálica é, na verdade, uma camada de óxido de metal e adsorção. Os átomos de oxigênio, bem como os átomos de carbono, são integrados à superfície metálica. As medições mostraram que uma superfície metálica desengraxada quimicamente (mais precisamente superfície de óxido de metal e adsorção) tem um valor de tensão superficial de > 60 mN/m. No entanto, se considerarmos, por exemplo, as peças perfuradas que são primeiro umedecidas com óleo devido ao processo de perfuração e dobra e depois limpas em um sistema de limpeza disponível comercialmente, o valor da tensão superficial das peças perfuradas é de aproximadamente 38 mN/m e, em casos individuais, 44 mN/m (antes do processo de limpeza, o valor da tensão superficial na superfície metálica das peças perfuradas é geralmente inferior a 30 mN/m, dependendo do óleo de perfuração e estiragem utilizado). Especialmente para peças perfuradas e aqui principalmente para peças de contato de encaixe, entretanto, um alto valor de tensão superficial é importante (> 38 mN/m), pois esse valor indica o teor residual de óleo na superfície metálica. Por exemplo, o teor residual de óleo aumenta a resistência de contato, o que pode levar a uma redução no desempenho durante o processo de encaixe.
Por que o conhecimento sobre a tensão superficial das superfícies metálicas é tão importante na prática?
Por exemplo, o valor da tensão superficial da superfície do metal deve ser verificado antes de aplicar vernizes de cor em uma peça metálica. Se isto estiver abaixo do valor da tensão superficial do pigmento, o verniz de cor rolaria da superfície metálica.
A situação é semelhante com a aplicação de colas. Novamente, a adesão adequada só pode ser obtida se a tensão superficial metálica for maior do que a tensão superficial da cola.
Qual é a causa de um valor de tensão superficial muito baixo de uma superfície metálica?
Como já mencionado, na prática, uma superfície metálica é, na verdade, uma camada de óxido de metal e adsorção. Os átomos de oxigênio, bem como os átomos de carbono, são integrados à superfície metálica. As medições mostraram que uma superfície metálica desengraxada quimicamente (mais precisamente superfície de óxido de metal e adsorção) tem um valor de tensão superficial de > 60 mN/m. No entanto, se considerarmos, por exemplo, as peças perfuradas que são primeiro umedecidas com óleo devido ao processo de perfuração e dobra e depois limpas em um sistema de limpeza disponível comercialmente, o valor da tensão superficial das peças perfuradas é de aproximadamente 38 mN/m e, em casos individuais, 44 mN/m (antes do processo de limpeza, o valor da tensão superficial na superfície metálica das peças perfuradas é geralmente inferior a 30 mN/m, dependendo do óleo de perfuração e estiragem utilizado). Especialmente para peças perfuradas e aqui principalmente para peças de contato de encaixe, entretanto, um alto valor de tensão superficial é importante (> 38 mN/m), pois esse valor indica o teor residual de óleo na superfície metálica. Por exemplo, o teor residual de óleo aumenta a resistência de contato, o que pode levar a uma redução no desempenho durante o processo de encaixe.
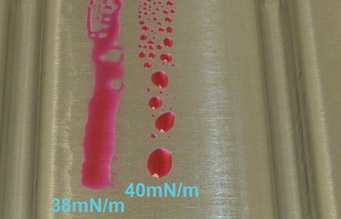 |
Usando duas tintas de teste (38 mN/m e 40 mN/m), poderia ser comprovado que o valor da tensão superficial para essa superfície de contato está entre 38 mN/m e 40 mN/m |
Com a tinta de teste de 40 mN/m usada, um umedecimento limpo não é mais dada, o ângulo de contato Θ se desvia fortemente de 0°, enquanto que com 38 mN/m é quase alcançado um espalhamento.
O diagrama a seguir mostra esquematicamente como a tensão superficial da superfície de contato diminui com o aumento da espessura da camada de óleo (é verificado com a mesma tinta de teste em cada caso):
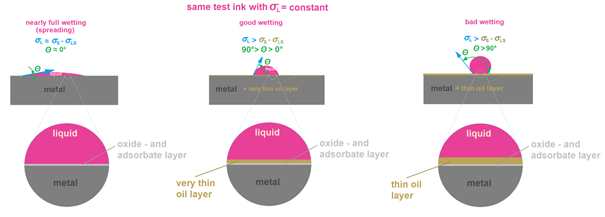
O umedecimento da superfície de contato diminui com o aumento da espessura da camada de óleo.
Para determinar a tensão superficial de uma superfície de contato, são usadas em sequência tintas de teste com diferentes tensões superficiais. Se a tensão superficial da parte de contato for de pelo menos 38 mN/m, se poderia começar com uma tinta de teste com o mesmo valor de tensão superficial: 38 mN/m de tinta de teste umedecida, 40 mN/m de tinta de teste não umedece mais completamente, 42 mN/m de tinta de teste rola para fora da superfície de contato.

O método de tinta de teste é um procedimento de controle simples que pode ser implementado rapidamente na prática e pode ser usado para a inspeção aleatória de amostras de componentes. Embora fosse desejável obter informações sobre a espessura residual da camada de óleo de forma direta, essa tem se mostrado uma tarefa difícil na prática no passado. Enquanto isso, o processo (o método de tinta de teste) se estabeleceu no ambiente industrial para o controle de presença de quaisquer camadas finas de óleo.
O que é um controle de presença em linha de camadas finas de óleo?
O método de teste de tinta é um procedimento de teste aleatório no qual os contatos de encaixe ou componentes individuais são retirados da produção e fornecem uma declaração sobre sua qualidade em nome de todo o lote. Cada vez mais, no entanto, o objetivo é atingir 100 % de controle dos componentes produzidos, o que significa que um método de medição em linha está se tornando cada vez mais importante. O procedimento em linha deve ser baseado no método de tinta de teste, para que os valores de medição de ambos os sistemas (o sistema em linha e o sistema offline (método de tinta de teste)) possam ser comparados um com o outro sem nenhum problema. O objetivo é fornecer um sistema de medição em linha que exibe o valor da tensão superficial do respectivo componente em mN/m.
Como um sistema de controle de presença de camada de óleo em linha realmente funciona?
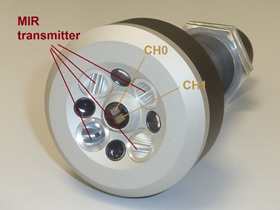
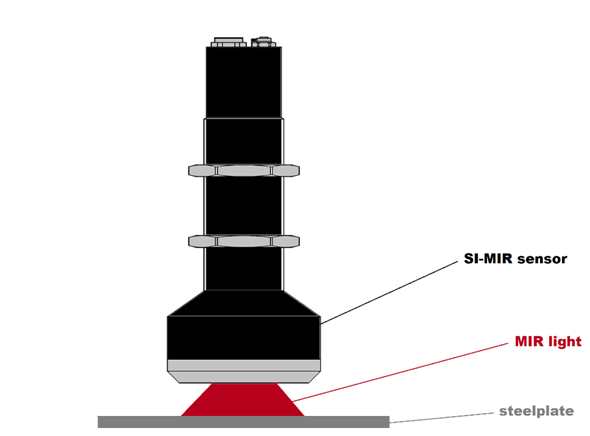
Com um sistema de medição em linha, a capacidade de medição sem contato é de importância primordial. Naturalmente, o tempo necessário para determinar os valores de medição também deve ser capaz de acompanhar o tempo de alimentação dos componentes. Além disso, o sistema de medição deve ser robusto, compacto e dispor de várias interfaces para que os dados de medição possam ser alimentados para o sistema de controle de nível superior ou para um CLP em tempo real. Antes de selecionar um método de medição adequado, um grande número de óleos de perfuração e estiragem disponíveis comercialmente foram analisados oticamente, começando na faixa UVC (250 nm) e estendendo-se para a faixa MIR (5 µm). Uma janela de medição entre 3 µm e 4 µm foi considerada como a faixa espectral ideal de trabalho, uma vez que todos os tipos de óleo de perfuração e estiragem testados até agora puderam ser medidos usando esse método. Obviamente, os diferentes óleos apresentam diferentes graus de absorção nas respectivas janelas espectrais, de modo que não se pode evitar uma calibração individual tendo em conta o método da tinta de teste, especialmente porque o valor medido deve ser emitido em mN/m. O método comparativo (padronizado) de duas faixas espectrais fornece resultados de medição nos quais as propriedades de reflexão da superfície de contato já podem ser compensadas em sua maior parte. Os seguintes esboços mostram o principal modo de operação do sistema de sensores MIR:
 |
 |
Os transmissores MIR de banda larga cobrem a faixa espectral necessária para as duas janelas de medição CH0 e CH1. Uma parte da luz refletida de volta da superfície metálica atinge as duas janelas de medição; uma janela de medição (CH0) reage à presença de uma película de óleo, enquanto que a outra janela de medição (CH1) quase não é afetada pela presença de uma película de óleo (janela de referência). Por meio de uma avaliação padronizada, obtém-se um valor medido independente da intensidade:
MIR = CH1/(CH0+CH1)
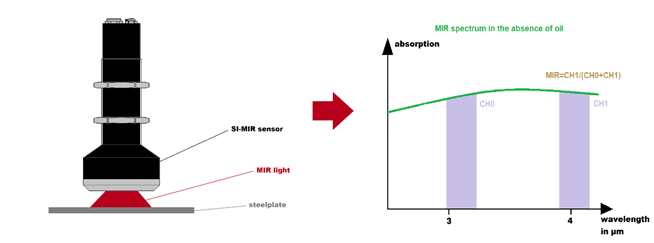
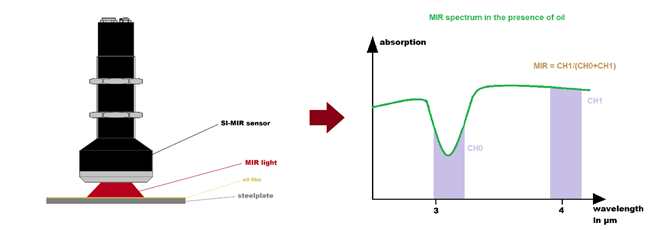
No esboço acima não se encontra qualquer película de óleo sobre a superfície metálica. Ambas as janelas de medição fornecem aproximadamente o mesmo nível de sinal (valor padronizado = MIRref). No esboço seguinte, entretanto, o nível de sinal da janela de medição CH0 colapsa verdadeiramente, o que leva a uma mudança do valor padrão MIR.
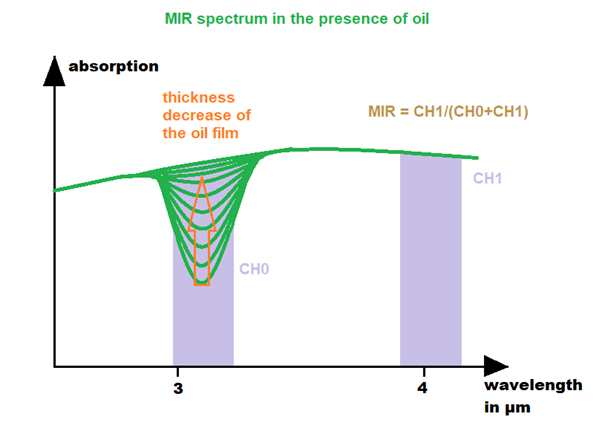
Quanto mais espessa for a camada de óleo, mais grave será a queda do sinal na janela de medição CH0:
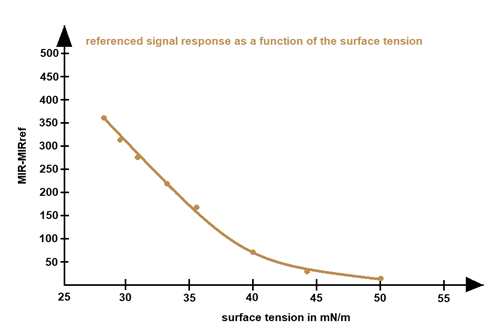
Para que o valor da tensão superficial da superfície da camada metálica de óleo possa ser transferido para a interface do sensor em vez do valor padronizado (MIR), a referência ao método de tinta de teste deve ser primeiramente estabelecida (calibração):
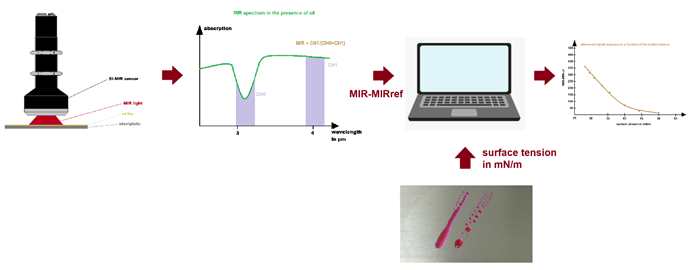
Para isso, uma das peças metálicas a serem testadas é primeiro desengraxada e depois o valor de referência padronizado (MIRref) é determinado por meio do sensor MIR e o valor de tensão superficial correspondente em mN/m é determinado com a ajuda do método de tinta de teste. A seguir, uma peça metálica desengraxada é submetida ao mesmo procedimento, com a diferença de que para cada procedimento (valor de medição com presença de óleo: MIR) uma camada de óleo cada vez mais pronunciada é aplicada homogeneamente ao componente desengraxado (a experiência mostra que a espessura da camada de óleo varia entre 100 nm e 5 µm). Os valores de medição (MIR-MIRref) são então resumidos em uma tabela e essa tabela é então usada na memória não volátil do sensor como uma tabela de conversão. Em forma gráfica, resultam as seguintes relações: