








Translate this page:
What is oil evaporation?
What is oil residue measurement on blanked and flexible parts?
Producers of blanked and flexible parts are increasingly using evaporating punching and drawing oils. Such processes need an outcome which minimizes the oil residue on the blanked or formed metal parts in order to obviate the need to subject the products to a cleaning process. The question is: how much of the oil remains on the component and how long does the evaporation process take?
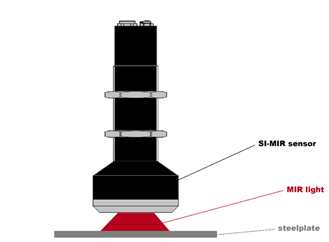
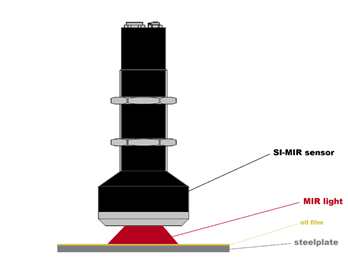
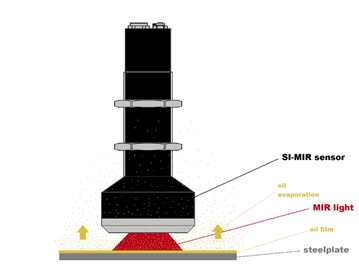
This requires determination of the signal height MIR0 at the start of measurement, i.e. at the time t0. To this end, we applied five drops of oil (5x20µl) to a degreased steel plate and spread it over a 70mm diameter surface. The oil layer thickness at the start of the measuring procedure amounted to some 25µm. The SPECTRO-M-10-MIR/ (MIR1+MIR2) sensors are then placed on the center of the oil and the measurement can start. The MIR sensor was used to view two measuring windows, both of which were located in the mid-wavelength infrared light range (MIR range). The two measuring windows are selected so that one of these two wavelength range windows reacts to the presence of oil (here referred to as CH0), whilst the second measuring window (CH1) gives no reaction. This change in the relationship of the two measuring windows upon the presence of oil can be used to ascertain the amount of oil within the detection range:
 |
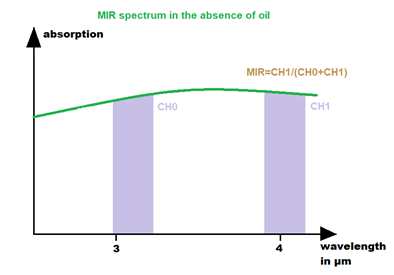 |
The MIRref spectrum of an oil-free (degreased) steel surface. Both wavelength ranges provide an almost identical signal:
 |
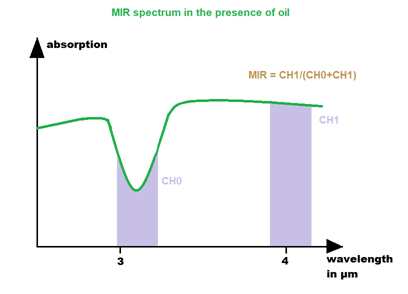 |
The MIR spectrum immediately after application of the 25µm thick oil layer. The wavelength range CH0 is influenced by the presence of oil, whilst no signal reduction can be observed in the wavelength range CH1:
 |
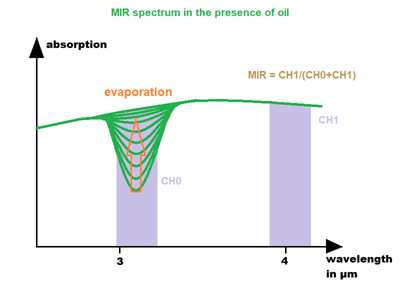 |
MIR spectrum in time lapse: the signal reduction in the CHO due to the oil declines with increasing oil evaporation.
The standardized MIR signal minus the standardized MIRref reference signal is now recorded over a period of a number of hours using the Windows® MIR scope V1.0 software:
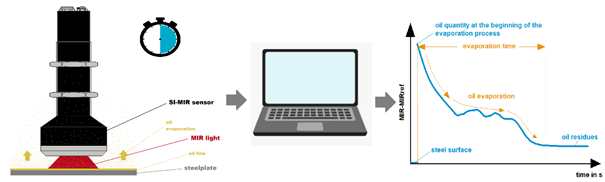
The oil samples previously tested presented a similar progression as that presented in the following diagram:
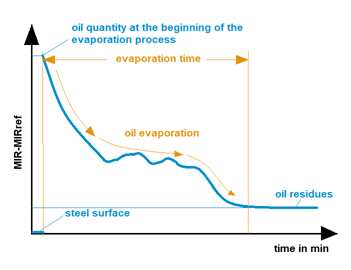 |
 The duration of evaporation lay between 60 - 90 minutes. The oil residue of the sample which evaporated the strongest lay at 1% of the original layer thickness and at 50% of the original layer thickness for the sample that evaporated the weakest. |
A number of examples of typically evaporated punching and drawing oils:
Evaporating punching and drawing oil A:
| MIR- MIRref in digits |
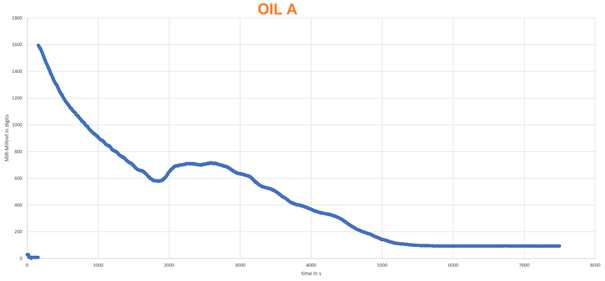 |
| Time in s |
Evaporating punching and drawing oil B:
| MIR- MIRref in digits |
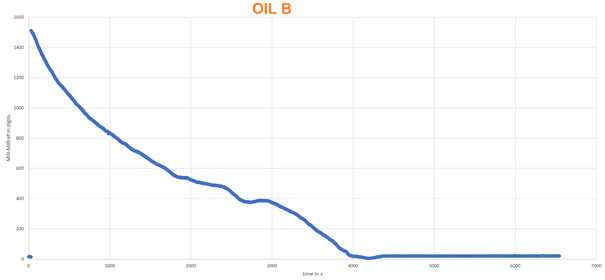 |
| Time in s |
Evaporating punching and drawing oil C:
| MIR- MIRref in digits |
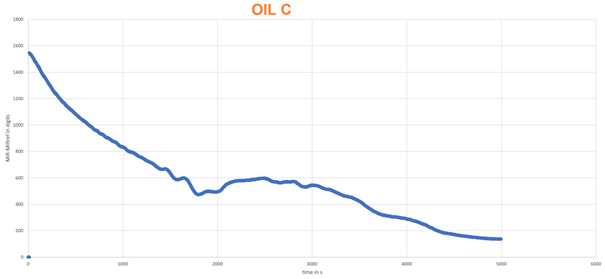 |
| Time in s |
Evaporating punching and drawing oil D:
| MIR- MIRref in digits |
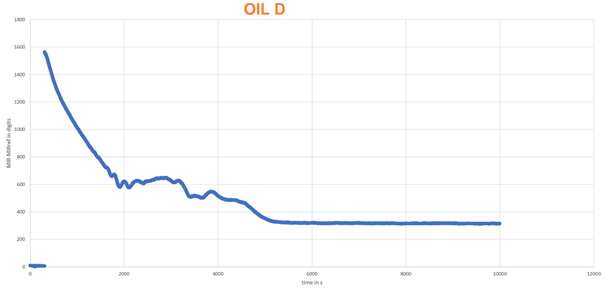 |
| Time in s |
Evaporating punching and drawing oil E:
| MIR- MIRref in digits |
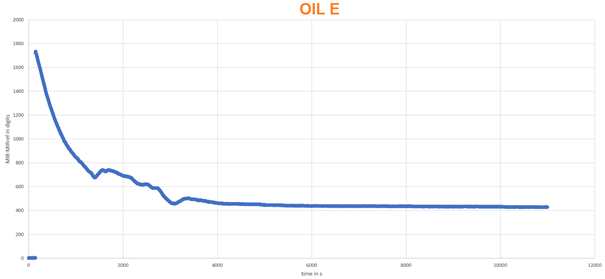 |
| Time in s |
Evaporating punching and drawing oil F:
| MIR- MIRref in digits |
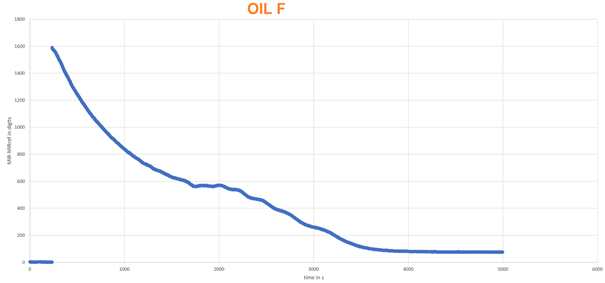 |
| Time in s |
Evaporating punching and drawing oil G:
| MIR- MIRref in digits |
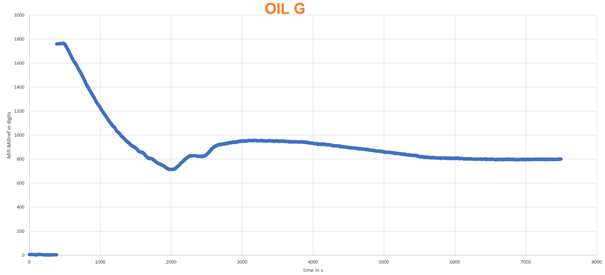 |
| Time in s |
Evaporating punching and drawing oil H:
| MIR- MIRref in digits |
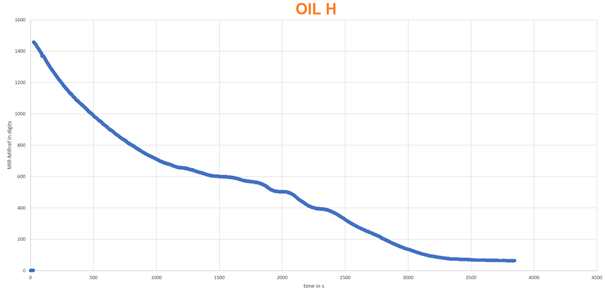 |
| Time in s |
Evaporating punching and drawing oil I:
| MIR- MIRref in digits |
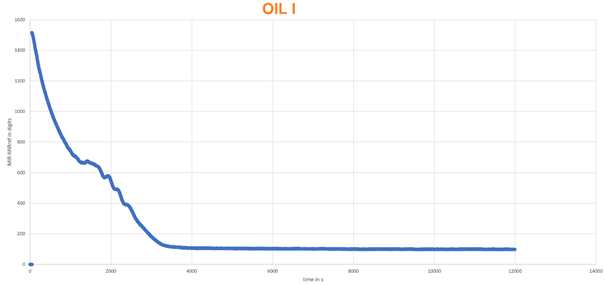 |
| Time in s |
Evaporating punching and drawing oil J:
| MIR- MIRref in digits |
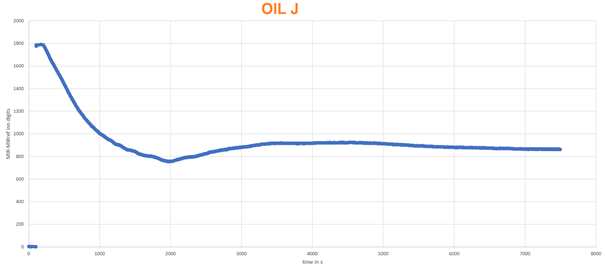 |
| Time in s |
 |
 |
 |