








Praktische Beispiele aus dem industriellen Einsatz
R-S-A3.0-(3.0)-...
1) Sprache auswählen:
|
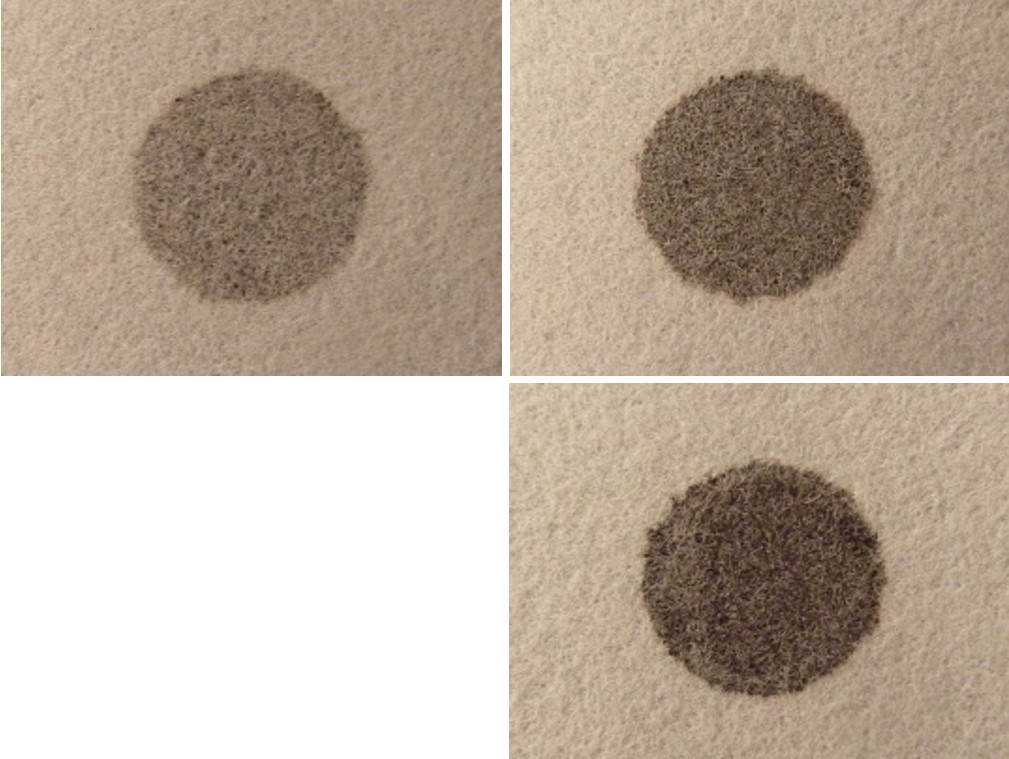
Soot quantity measurement on filter paper The amount of soot on filter paper should be measured. |
|
||
|
炎の色検査 炎の色を検査します。 Color control of flames The color of a flame should be controlled. |

|
||
|
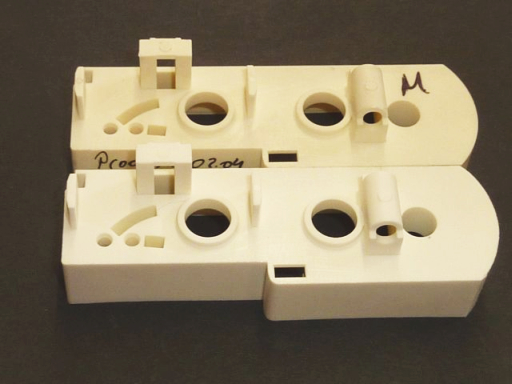
プラスチック部品の色測定 プラスチック部品の色を測定します。 Color measurement of plastic components Plastic components should be color measured |
|
||
|
光沢のあるプラスチックパーツの色識別 光沢のあるプラスチックコンポーネンツを色で識別します。 Color differentiation of shiny plastic parts Shiny plastic components, used for the interior automotive field, should be color differentiated. |
|
||
|
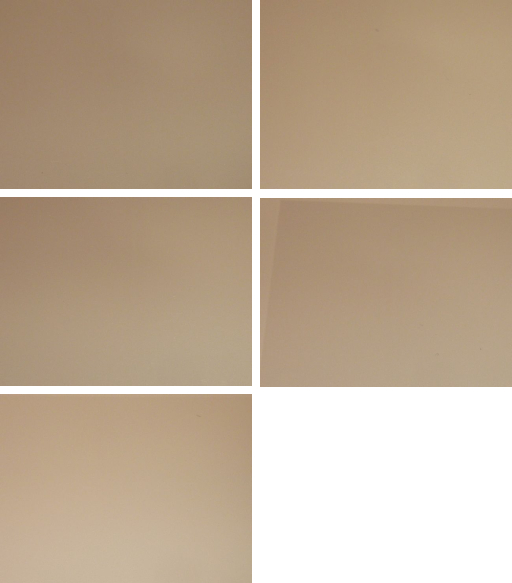
無光沢なプラスチックインテリアコンポーネンツの色による識別 自動車のインテリアに使用される、無光沢なプラスチック部品を色で識別します。 Color differentiation of matt plastic interior components Matt plastic parts, used for the automotive interior field, should be color differentiated. |
|
||
|
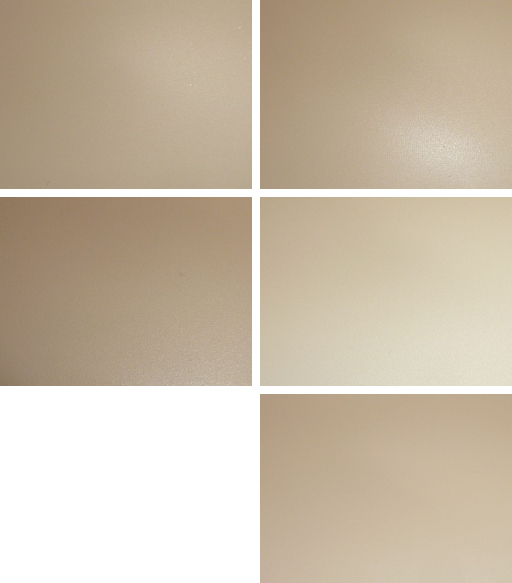
インテリアに使用されるベージュのプラスチック部品の色による識別 自動車のインテリアに使用されるベージュのプラスチック部品を色で識別します。 Color differentiation of beige interior plastic parts Beige plastic parts, which are used in the automotive interior field, should be color differentiated. |

|
||
|
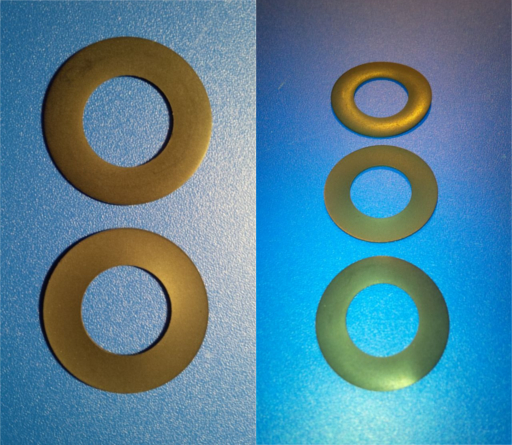
プラスチックリングの上側-裏側の識別 コンベアベルトで運ばれてきたプラスチックリングを検査し、表側と裏側の識別をします。 Plastic ring bottom side – upper side differentiation Plastic rings which are transported on a conveyor belt should be differentiated with a view to the direction (bottom side – upper side). |
|
||
|
反射光を使ったスプレージェットの検査 スプレージェットを反射した赤外光を使い、Ɛx –ゾーン環境で検査します。 Spray jet control with reflected light The spray jet should be controlled with reflected infrared light and in an Ɛx zone environment. |

|
||
|
化粧品の色の識別 化粧品の色を識別します。 Color differentiation of make-up The color of make-up should be controlled. |

|
||
|
アイシャドーの白の識別 アイシャドーの色を識別します。 Color differentiation of eye shadows The color of eye shadows should be controlled. |

|
||
|
口紅の色の識別 口紅の色を識別します。 Color differentiation of lipsticks The color of lipsticks should be controlled. |

|
||
|
リアシェルフのファスナーの有無検査 リアシェルフにファスナーがあるか検査します。 Presence control of a Velcro® strip on rear shelf The presence of a Velcro® strip on a hat shelf should be controlled. |

|
||
|
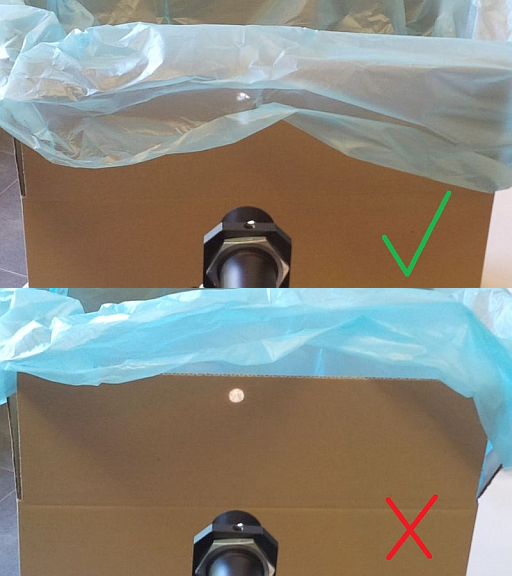
カートンのプラスチックフィルムポジションの検査 カートンにあるプラスチックフィルムの適切な位置をモニタリングします。カートンの上端およそ10mmまでプラスチックフィルムで覆っているかを検査します。 Plastic film position control on cartons The correct position of a plastic film on a carton should be monitored. At this, the plastic film should cover the upper end of the carton around 10mm. |
|
||
|
プラスチックピンの色検査 シートベルトに使用するプラスチックピンを色で識別します。 Color control of plastic pins Plastic pins which are used for seat belts should be color differentiated. |

|
||
|
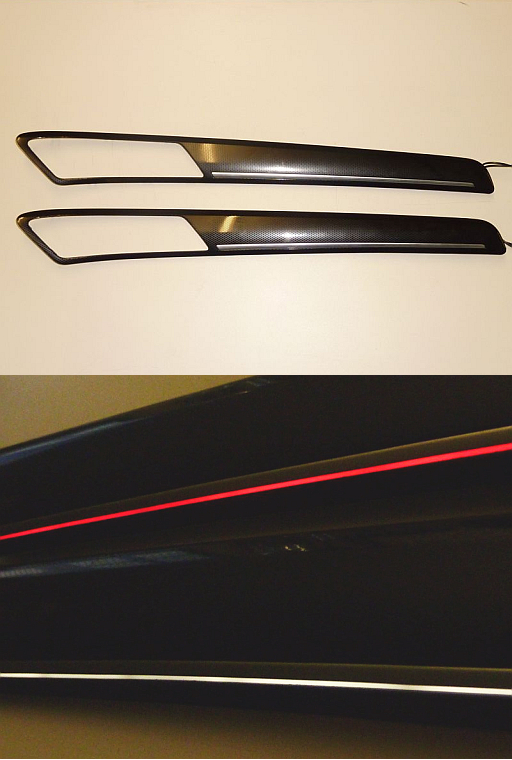
インテリアコンポーネンツの赤色と白色の散乱光の検出 インテリアコンポーネンツから赤色と白色の拡散光を検出します。 Detection of red and white diffuse light on interior components The diffuse red and white light should be detected on interior components. |
|
||
|
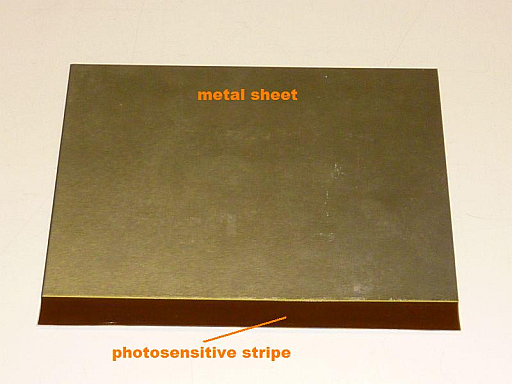
金属板上の感光性ストライプの検出 金属シート状にある感光性ストライプを検出します。検査では、可視範囲内で作用する光源は使用できません。 Detection of a photosensitive stripe on a metal plate A photosensitive stripe should be detected on a metal sheet. At this, lightning sources which are working in the visible range cannot be used. |
|
||
|
コンベアベルトの移動中における連続した衛生用品の切れ目検出 パンティライナーは2つのベルトに挟まれて運ばれます。パンティライナーの端と端を検出します。さらに、2つの連続したパンティライナーの切れ目も検出できます。検査はコンベアベルトを通じて実行されます。 Detection of a gap between successive hygiene articles during the transportation in a conveyor belt Panty liners will be transported between two belts. The beginning as well as the end of a panty liner should be detected. Furthermore, a gap between two successive panty liners should be detected. The only practicable possibility is to look through the two conveyor belts. |
|
||
|
塗料の色検査 塗料をインラインで検査します。検査には、塗料に沈めて使用する特殊なケーシングを使用します。 Color control of lacquers The lacquer should be inline controlled. At this a special casing is used which will be plunged into the lacquer. |

|
")
")
")
")
")
")
")
")
")
