Practical examples from the industrial use
A-LAS-CON1
1) Select language:
|
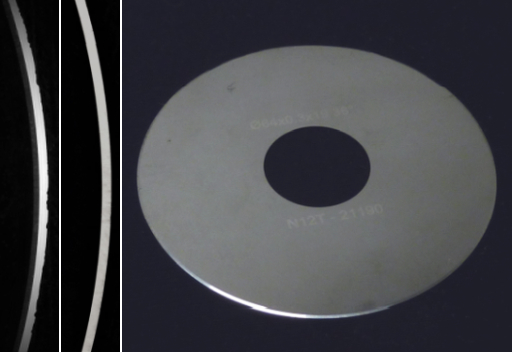
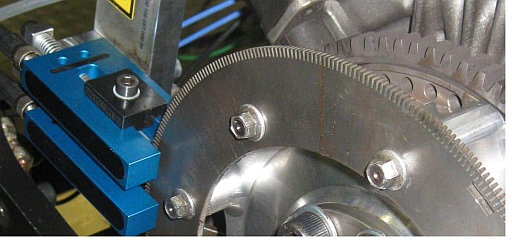
Defect recognition on saw blade discs Defects on saw blade discs should be detected. |
|
||||||
|
Inside diameter differentiation of threaded nuts M8 and M10 screw-nuts should be inline differentiated by inner diameter measurement. |

|
||||||
|
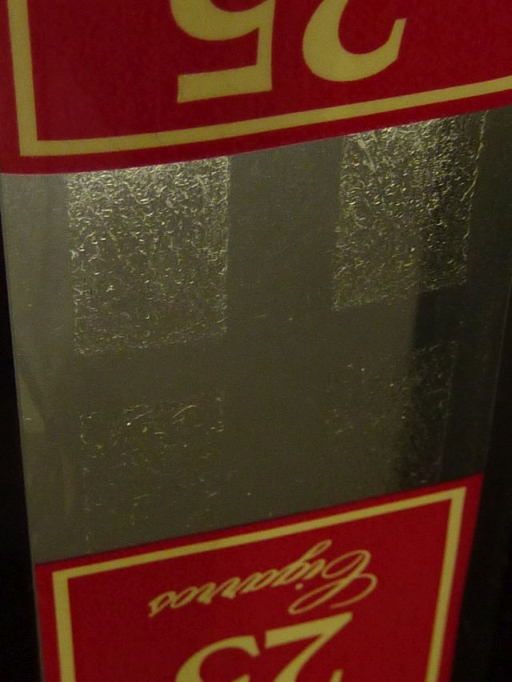
Rozpoznání mezery v lepicích místech na transparentních etiketách Na transparentních etiketách se má rozpoznat případná mezera v lepicím místě. Glue line gap detection on transparent label On a transparent label a gap in a glue line should be detected. |
|
||||||
|
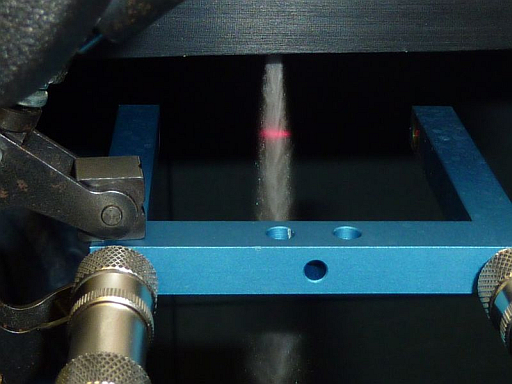
Měření velikosti částic v rozprašovacím paprsku Má se zjistit velikost částic v rozprašovacím paprsku. Particle size measurement in a spray jet The size of particles in a spray jet should be measured. |
|
||||||
|
Kontrola rozprašovacího paprsku během pohybu Během pohybu se má monitorovat paprsek rozprašovaný z trysky. Spray jet control during the movement The spray jet of a spray nozzle should be controlled during the movement. |
|
||||||
|
Měření délky sádrokartonové desky Má být měřena délka sádrokartonové desky. Measurement of the length of gypsum plasterboard The length of gypsum plasterboard should be measured. |

|
||||||
|
Kontrola délky ocelového kolíku Za pohybu se má kontrolovat délka ocelového kolíku. Kovový kolík se přitom pohybuje rychlostí cca 2 m/s. Length control of a metal rod The length of a steel rod should be controlled. At this, the metal rod will be moved with around 2m/s during the measurement. |

|
||||||
|
Rozpoznání defektu na hliníkových profilech Mají být rozpoznána převýšení na hliníkových profilech. Detection of super elevations of aluminum profile Super elevations of aluminum profile should be detected. |

|
||||||
|
Rozpoznání suků na větvích Během transportu větví musí být rozpoznány suky. Větve přitom mohou být transportovány různou rychlostí. Navíc má být kontrolován výškový rozsah 100 mm. Detection of embeddings in branches Embeddings should be detected in branches. The transportation speed as well as the thickness of the branches can be different from batch to batch. A working range of a height of 100mm should be detected. |

|
||||||
|
Vysokorychlostní úhlové měření s dodatečnou kontrolou směru otáčení Má se zjistit úhlová poloha velmi rychle rotujícího kódovacího kotouče, navíc se má zjistit směr otáčení. High speed angle measurement with direction control The angle position of a very fast rotating shaft should be measured; furthermore the direction of the rotation should be controlled |
|
||||||
|
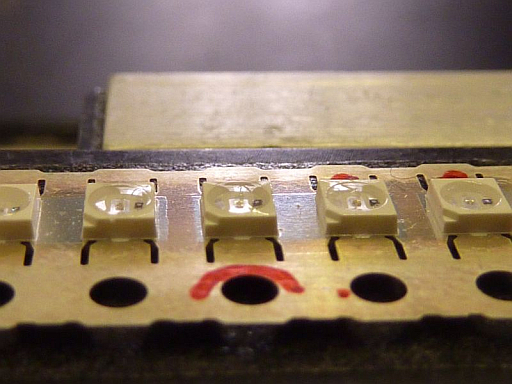
Kontrola zalévací hmoty SMD LED Kontrolovat se má stav naplnění vzhledově transparentní zalévací hmoty SMD LED. Přitom se nesmí překročit určitá výška zalévací hmoty (přeplnění). Overfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with regard to overfilling. |
|
||||||
|
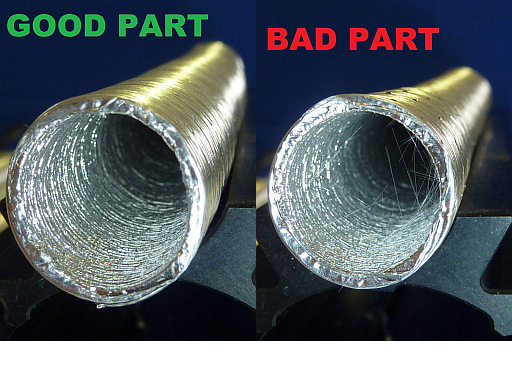
Kontrola přítomnosti vláken uvnitř hliníkové hadice Kontrolovat se má hliníková hadice o délce cca 160 mm, zda jsou v ní vlákna. Přitom vnitřní průměr činí 14 mm a hadici je možné během kontroly otáčet okolo vlastní osy. Control of the presence of fibers in an aluminum tube In aluminum tubes with a length of approximately 160mm and an inner diameter of 14mm the presence of fibers should be checked, at which a good tube is a tube without any fibers. The tubes can be positioned and turned 360° around, around both ends of the tube there is space enough for mounting the sensors. |
|
||||||
|
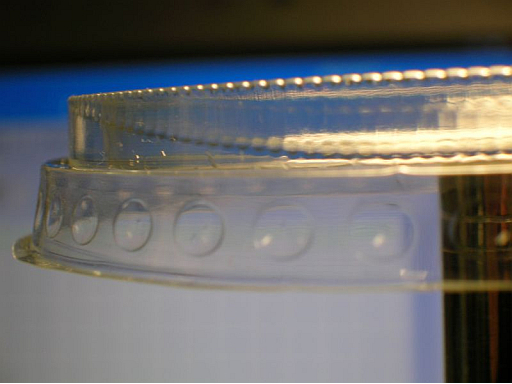
Kontrola přítomnosti drážkovaného profilu na transparentním plastovém víčku Na transparentním plastovém víčku se má testovat, zda je na něm drážkovaný profil po celém obvodu. U vadných dílů se může stát, že drážkovaný profil je jen v některých místech. Control of the presence of straight knurling on a transparent plastic closure On a transparent plastic closure the straight knurling should be detected. On incorrect closures the straight knurling is partly not present. |
|
||||||
|
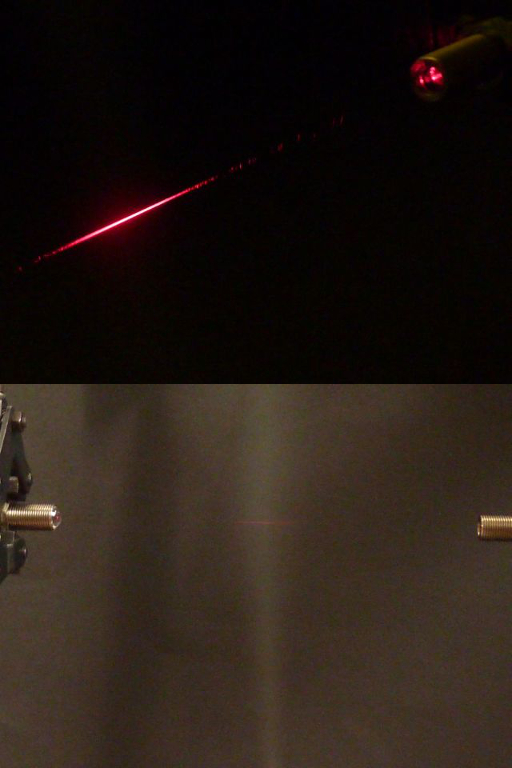
Kontrola kapek v prosvětlovacím provozu Má se počítat počet kapek v zadaném časovém úseku. Navíc se má zjistit množství kapaliny kapek. Drop control with a laser through beam system The number as well as the volume of drops should be controlled. |

|
||||||
|
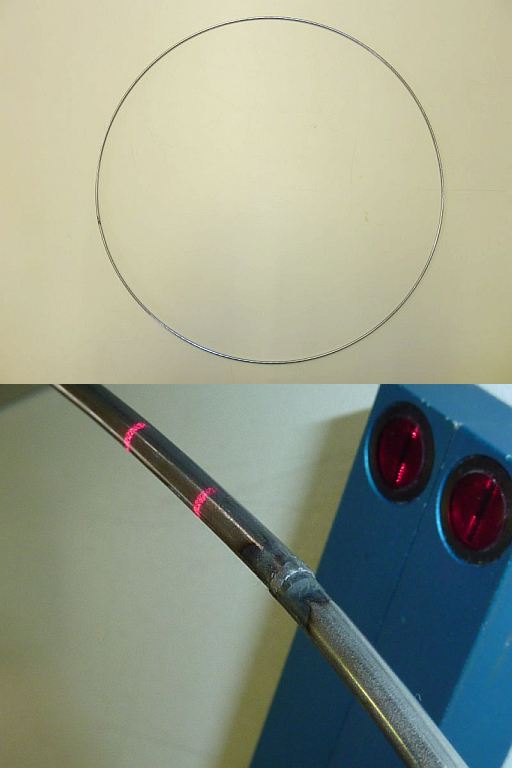
Rozpoznání svaru na kovovém kroužku Na kovovém kroužku se má zaznamenat svar. Svařované místo se od normálního materiálu liší jak barvou, tak i průměrem. Kovový kroužek se během kontroly otáčí. Detection of a welding line on a metal ring The task is to detect the welding line on a metal ring. During the measurement, the metal ring will be turned around. |
|
||||||
|
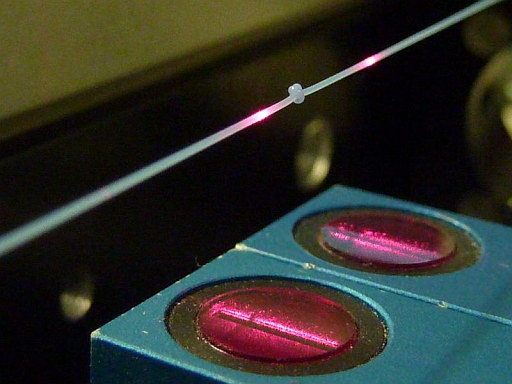
Kontrola uzlů a kontrola vad na drátech a vláknech Mají se zaznamenávat uzly a vady na drátech a vláknech. Přitom se mohou vyskytovat různé průměry produktu; rychlost produktu je přitom několik m/s. Knot and defect control of mono filaments Knots as well as defects on mono filaments and threads should be detected. At this, different diameters of filaments and threads are possible and the feed rate lies in the range of a few m/s. |
|
||||||
|
Kontrola průměru pinů na zástrčkových lištách Má se kontrolovat šířka pinů na zástrčkových lištách. Pin width control of electrical components The width of the pins of an electrical component should be controlled. |
|
||||||
|
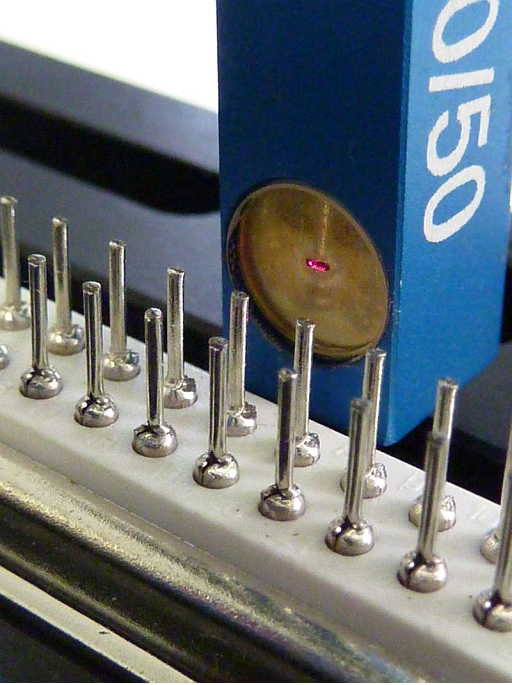
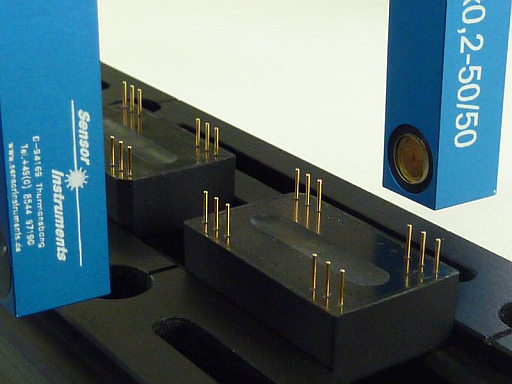
Kontrola výšky pinů na elektrických komponentách Během výroby má být kontrolovány výška pinů na elektrických komponentách. Pin height control of electrical components The height of the pins of an electrical component should be controlled during the production. |
|
||||||
|
Kontrola množství rozprašovaného paprsku Má se kontrolovat množství, které se v paprsku rozprašuje. Spray jet amount control The density of the spray jet should be controlled. |
|
||||||
|
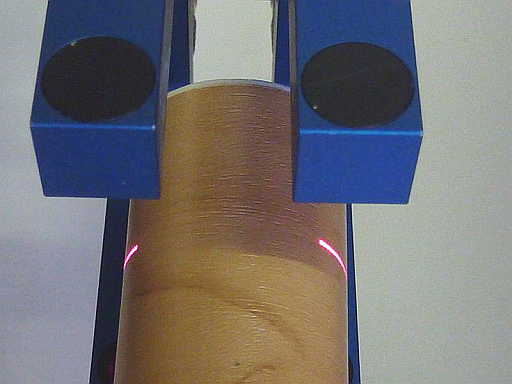
Inline kontrola průměru dřevěných tyčí Během výroby dřevěných tyčí má být kontrolován jejich průměr. Inline diameter control of wooden staff During the production of wooden staff the diameter must be controlled while the rod is moved. |
|
||||||
|
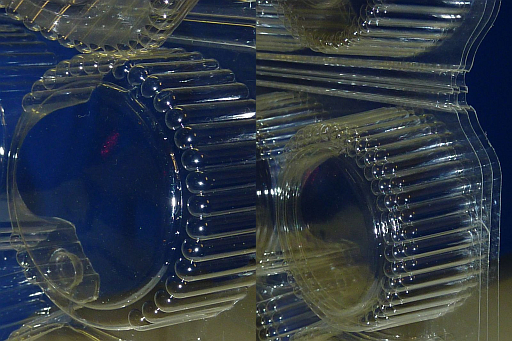
Kontrola vícenásobné vrstvy blistrových balení Během manipulačního procesu s blistrovými baleními se má kontrolovat, zda se ze stohu odebralo jedno nebo více blistrových balení. Control of the number of blister packages During the handling process of blister packages it can happen, that more than one blister package will be transported simultaneously, this should be avoided. |
|
||||||
|
Zjištění polohy vinutého úseku žhavicího vlákna Má být zjištěna poloha vinuté části žhavicího vlákna, na žhavicím vlákně jsou přitom dva různě navinuté úseky, a odlišná je i jejich délka. Výrobní rychlost přitom činí asi 0,02 m/s a průměr žhavicího vlákna se přitom pohybuje podle typu mezi 0,3 mm a 1,5 mm, maximální stoupání šroubovice je asi 1 mm. Spiral position control on a filament The position of the spiral coil on a filament for the light bulb industry must be controlled. There are two different types of spirals, different in gapping, on the filament. The speed of the filament is approximately 0.02m/s, the diameter of the filament is dependent of the type (min. 0.3mm and max. 1.5mm) and the maximum gapping of the spiral is 1mm. |

|
||||||
|
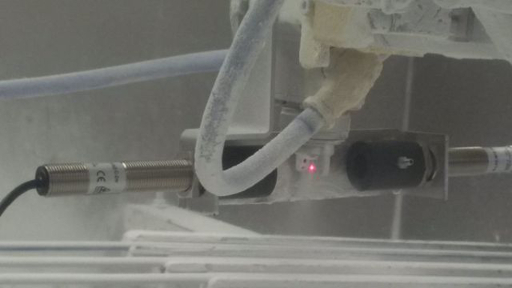
Kontrola rozprašovaného paprsku během povrstvování vnitřní strany skleněných lahví ve farmaceutickém průmyslu V průběhu výroby skleněných lahví pro farmaceutický průmysl se povrstvuje vnitřní strana, což se pozná tak, že se po povrstvení stává mírně difúzní. Pro povrstvení se do otvoru lahve vstřikuje hrdlem speciální prášek. Během tohoto procesu činí teplota lahve několik stovek °C. Spray-jet control during the glass bottle coating process in the pharmaceutical industry During the production of glass bottles for the pharmaceutical industry the inner surface must be coated with a certain chemical film, which makes the bottles diffuse. At this crystals will be sprayed through the bottle neck with a nozzle into the bottle. During this process, the bottles have still a temperature of a few hundred centigrade. |

|
||||||
|
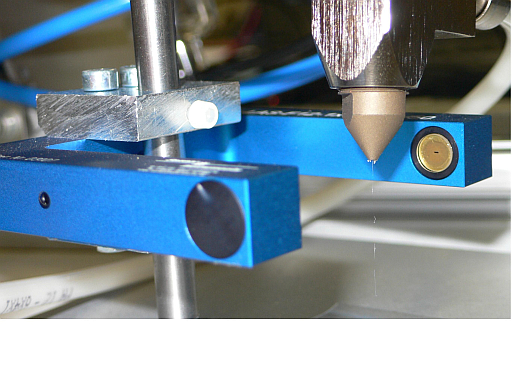
Kontrola přívodu tavidla bezprostředně před selektivním pájením Selektivní pájení ve spojení se selektivním přívodem tavidla se stává stále důležitějším, zejména u desek tištěných spojů, osazovaných smíšenou technologií. Pomocí selektivního přívodu tavidla se tavidlem smáčí pouze ty plochy, které budou pájeny v následujícím pracovním kroku. Předpokladem pro bezvadný pájený spoj je smáčení pájeného povrchu tavidlem. Cíleného nanesení tavidla se dosáhne například pomocí piezo trysky; směr letu, jakož i počet kapiček a velikost kapiček tavidla mají být kontrolovány bezprostředně u trysky. Soldering flux control during the selective flux application Selective soldering in combination with selective flux application becomes more and more popular. Especially manufacturers of mixed assembled PCB boards benefit from this new technology. Only the areas which will be soldered will be covered from the soldering flux. To achieve this, a piezo nozzle is used to generate small flux droplets with a diameter of a few tenth of a millimeter. At this the scattering angle is very small which make sure, that the droplets strike only the scheduled area. The amount as well as the direction of the droplets should be controlled. |
|
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")