Practical examples from the industrial use
A-LAS-CON1
1) Select language:
|
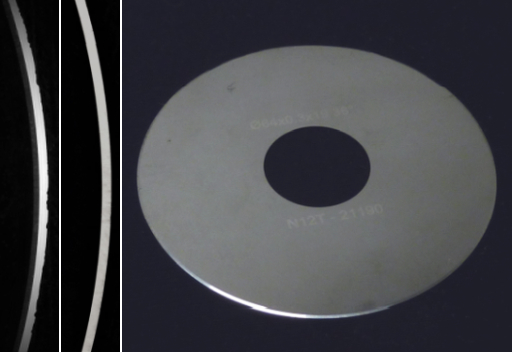
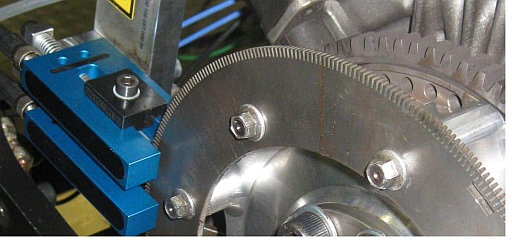
Defect recognition on saw blade discs Defects on saw blade discs should be detected. |
|
||||||
|
Inside diameter differentiation of threaded nuts M8 and M10 screw-nuts should be inline differentiated by inner diameter measurement. |

|
||||||
|
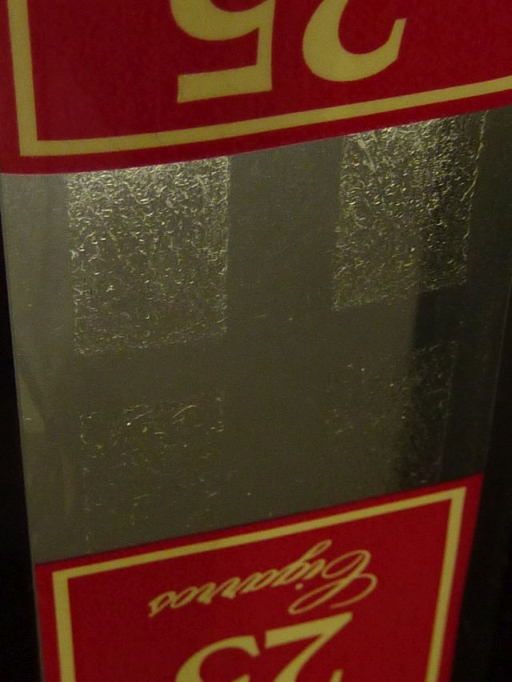
Glue line gap detection on transparent label On a transparent label a gap in a glue line should be detected. |
|
||||||
|
Måling af partikelstørrelse i et dysebillede Partikelstørreslen skal måles i et sprøjtebillede. Particle size measurement in a spray jet The size of particles in a spray jet should be measured. |
|
||||||
|
Sprøjtebilledekontrol under bevægelse Sprøjtebilledet fra en dye skal kontrolleres og overvåges under bevægelse. Spray jet control during the movement The spray jet of a spray nozzle should be controlled during the movement. |
|
||||||
|
Måling af lægde på gipsplader Længden på gipsplader skal måles in-line i produktionen. Measurement of the length of gypsum plasterboard The length of gypsum plasterboard should be measured. |

|
||||||
|
Længdekontrol på metalstift Længden på en metalstift skal kontrolleres under bevægelse. Metalstiften bevæger sig med en hastighed på ca. 2 m/s. Length control of a metal rod The length of a steel rod should be controlled. At this, the metal rod will be moved with around 2m/s during the measurement. |

|
||||||
|
Aftastning af defekter på et aluminiumsprofil Forhøjninger på et aluminiumsprofil skal aftastes. Detection of super elevations of aluminum profile Super elevations of aluminum profile should be detected. |

|
||||||
|
Aftastning af skud på grene Under transport af grene skal skudene aftastes Grenene kann have forskellige hastigheder, derudover skal man kunne overvåge et område på 100mm. Detection of embeddings in branches Embeddings should be detected in branches. The transportation speed as well as the thickness of the branches can be different from batch to batch. A working range of a height of 100mm should be detected. |

|
||||||
|
Højhastigheds vinkelmåling, med samtidig kontrol af omdrejningsretning Vinkelpositionen på en hurtigt roterende kodeskive, skal aftastes, yder mere skal omdrejningsretningen kontrolleres. High speed angle measurement with direction control The angle position of a very fast rotating shaft should be measured; furthermore the direction of the rotation should be controlled |
|
||||||
|
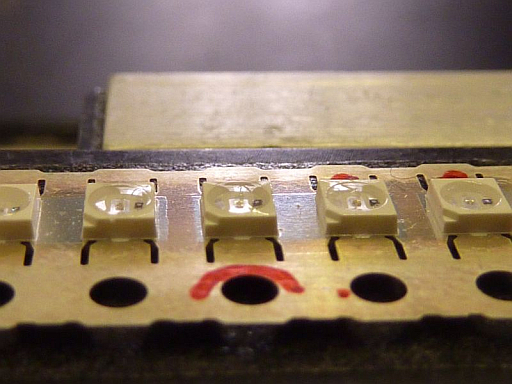
Kontrol af støbemasse på SMD – LED‘er Niveauet af en optisk transparent støbemasse på SMD – LED’er skal overvåges. Kontrollen skal sikre en vis højde på støbemassen, således at man undgår overfyldning. Overfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with regard to overfilling. |
|
||||||
|
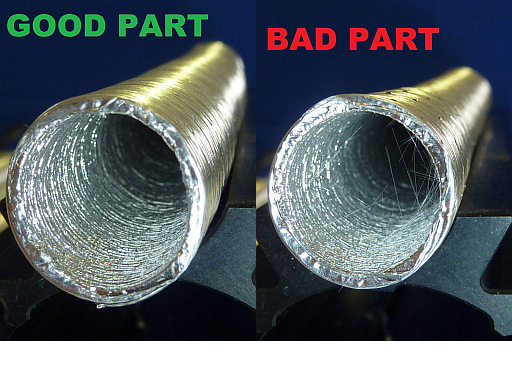
Kontrol for fibre I aluminiumsslange I aluminiumsslanger med en længde på omkring 160mm samt en inderdiameter på 14mm, skal tilstedeværelsen af fibre checkes. Godkendte slanger, har ingen fibre. Slangerne kan positioneres og 360 °. Omkring begge ender er der plads nok til montage af sensorer. Control of the presence of fibers in an aluminum tube In aluminum tubes with a length of approximately 160mm and an inner diameter of 14mm the presence of fibers should be checked, at which a good tube is a tube without any fibers. The tubes can be positioned and turned 360° around, around both ends of the tube there is space enough for mounting the sensors. |
|
||||||
|
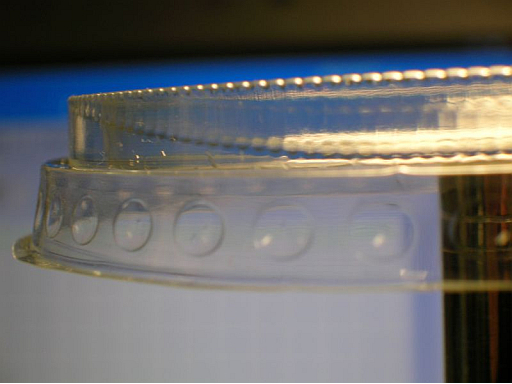
Kontrol af rilleprofil på transperant plastlåg På et transperant låg, skal rilleprofilen kontrolleres. På ukorrekte låg er rilleprofilen manglende eller delvis manglende. Control of the presence of straight knurling on a transparent plastic closure On a transparent plastic closure the straight knurling should be detected. On incorrect closures the straight knurling is partly not present. |
|
||||||
|
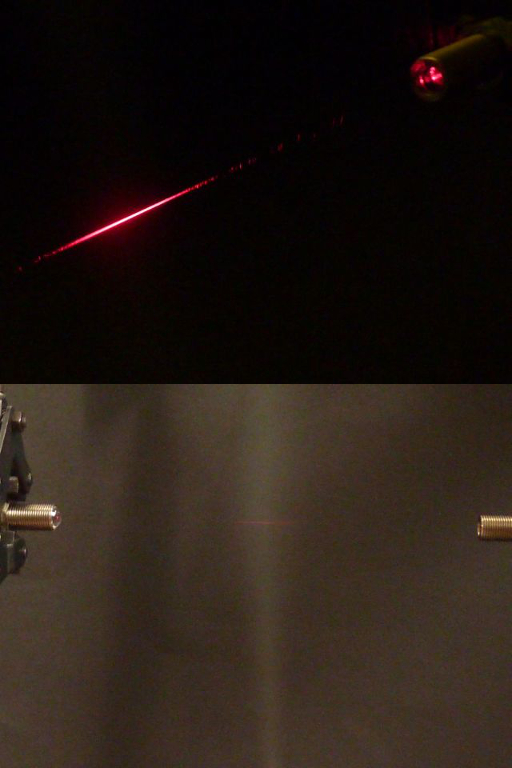
Dråbekontrol med envejs lasersystem Antal så vel som volume af dråber skal kontrolleres. Drop control with a laser through beam system The number as well as the volume of drops should be controlled. |

|
||||||
|
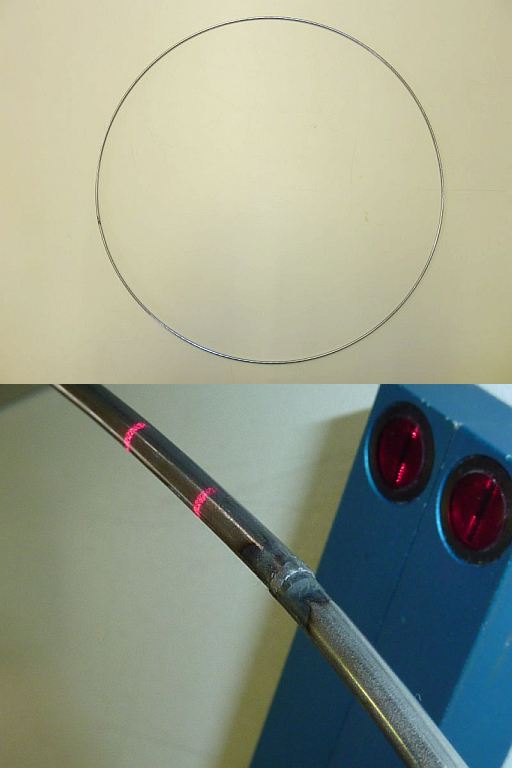
Aftastning af svejsesøm på metalring Opgaven er at aftaste svejsesømmen på en metalring. Ringen er i bevægelse under målingen. Detection of a welding line on a metal ring The task is to detect the welding line on a metal ring. During the measurement, the metal ring will be turned around. |
|
||||||
|
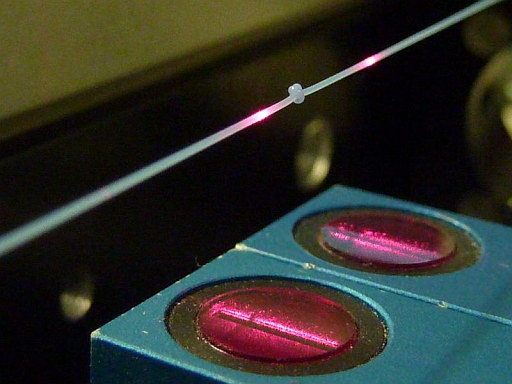
Knudecheck og kontrol for defekt på monoglødetråd Knuder såvel som defekter på monoglødetråd skal aftastes. I denne applikation findes forskellige diametre og fødehastigheden kan være nogle få m/s. Knot and defect control of mono filaments Knots as well as defects on mono filaments and threads should be detected. At this, different diameters of filaments and threads are possible and the feed rate lies in the range of a few m/s. |
|
||||||
|
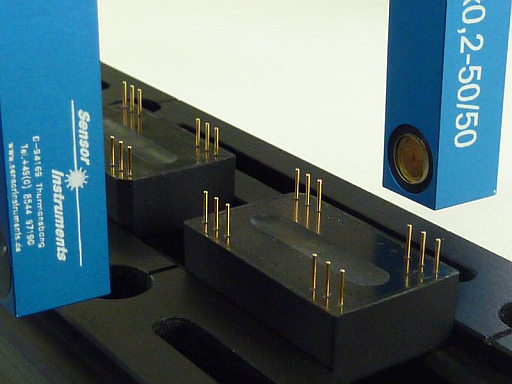
Kontrol af stiftbredde på elektriske komponenter Bredden på stifter på elektriske komponenter skal kontrolleres. Pin width control of electrical components The width of the pins of an electrical component should be controlled. |
|
||||||
|
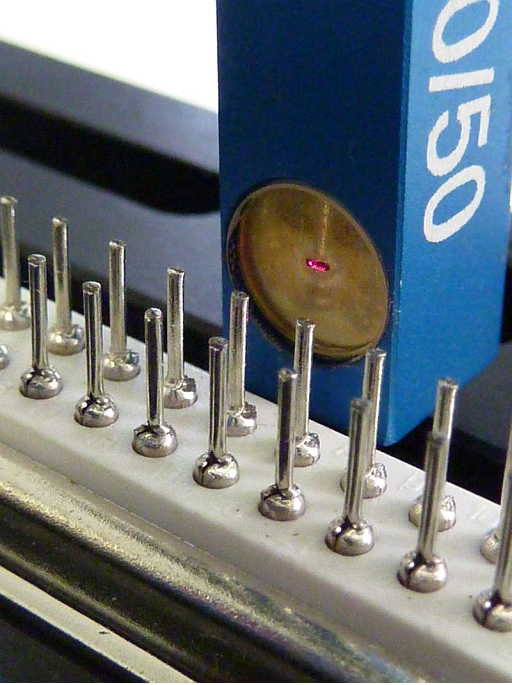
Stifthøjde på elektriske komponenter Højden på stifter på elektriske komponenter skal kontrolleres under produktionen. Pin height control of electrical components The height of the pins of an electrical component should be controlled during the production. |
|
||||||
|
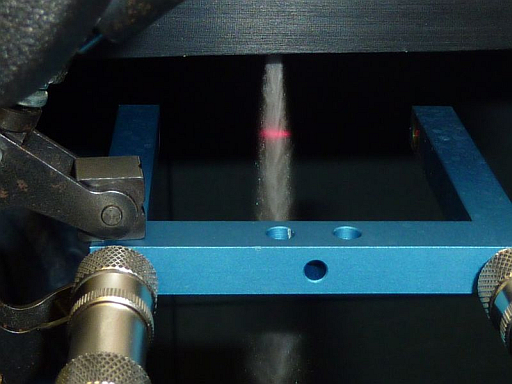
Dysekontrol for mængde Densitet af dysebillede skal kontrolleres. Spray jet amount control The density of the spray jet should be controlled. |
|
||||||
|
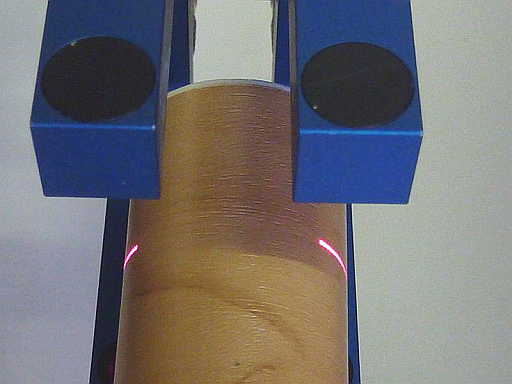
Inline diameterkontrol på træstave Under produktionen af træstave skal diameteren kontrolleres under bevægelse. Inline diameter control of wooden staff During the production of wooden staff the diameter must be controlled while the rod is moved. |
|
||||||
|
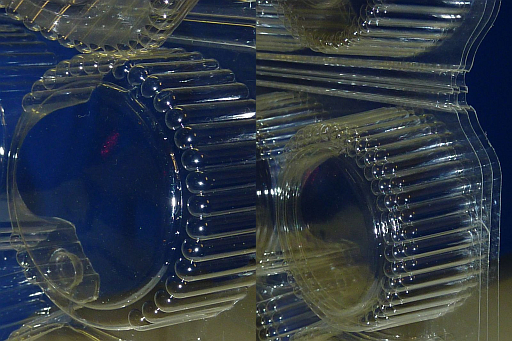
Kontrol af antal blisterpakninger Under håndteringen af blisterkninger kan det ske, at mere end en blisterpakning bliver taget med, dette skal undgås. Control of the number of blister packages During the handling process of blister packages it can happen, that more than one blister package will be transported simultaneously, this should be avoided. |
|
||||||
|
Spiralpositionkontrol på glødetråd Positionen af spiralen på en glødetråd til belysnings-industrien skal kontrolleres. Der findes 2 forskellige typer spiraler, men forskellig stigning på glødetråden. Hastigheden på glødetråden er ca. 0.02 m/s, diameteren på glødetråden er afhængig af (min. 0.3mm og maks. 1.5mm) og maksimum stigning på spiralen er 1mm. Spiral position control on a filament The position of the spiral coil on a filament for the light bulb industry must be controlled. There are two different types of spirals, different in gapping, on the filament. The speed of the filament is approximately 0.02m/s, the diameter of the filament is dependent of the type (min. 0.3mm and max. 1.5mm) and the maximum gapping of the spiral is 1mm. |

|
||||||
|
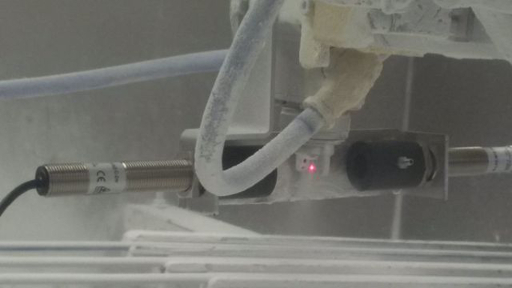
Dysekontrol under coating af glasflasker i medicinalindustrien Under produktionenaf glasflasker for medicinalindustrien, skal den indvendige side coates med en speciel kemisk film, som gør flasken diffus. I processen sprayes gennem halsen på flasken med en dyse. Under påførslen har flasken stadigt en temperatur på et par hundrede grader. Spray-jet control during the glass bottle coating process in the pharmaceutical industry During the production of glass bottles for the pharmaceutical industry the inner surface must be coated with a certain chemical film, which makes the bottles diffuse. At this crystals will be sprayed through the bottle neck with a nozzle into the bottle. During this process, the bottles have still a temperature of a few hundred centigrade. |

|
||||||
|
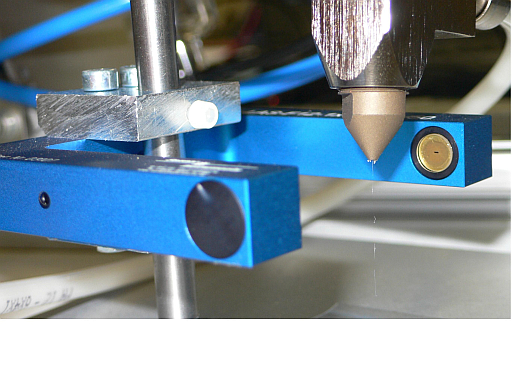
Kontrol af flusmiddel I selektiv flusmiddel application Selektiv svejsning I combination med selektiv flus, bliver mere og mere. Specielt producenter af PCB print, har fordele af denne nye teknologi. Det er kun områder, hvor der skal loddes, som tilføres loddeflus. For at opnå dette, bruges en piezoelektrisk dyse til at generere små flusdråber, med en diameter på få tiendedele millimeter. På denne måde bliver spredningsvinklen meget lille, hvilket sikrer at dråberne kun rammer det planlagte område. Både mængde og retning skal kontrolleres. Soldering flux control during the selective flux application Selective soldering in combination with selective flux application becomes more and more popular. Especially manufacturers of mixed assembled PCB boards benefit from this new technology. Only the areas which will be soldered will be covered from the soldering flux. To achieve this, a piezo nozzle is used to generate small flux droplets with a diameter of a few tenth of a millimeter. At this the scattering angle is very small which make sure, that the droplets strike only the scheduled area. The amount as well as the direction of the droplets should be controlled. |
|
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")