Practical examples from the industrial use
A-LAS-CON1
1) Select language:
|
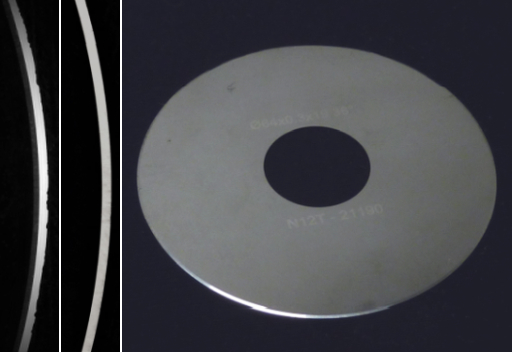
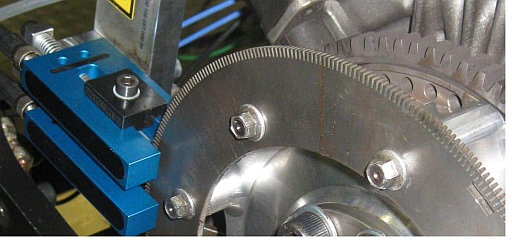
Detecção de defeitos em discos de lâminas de serra Os defeitos nos discos das lâminas de serra devem ser detectados. Defect recognition on saw blade discs Defects on saw blade discs should be detected. |
|
||||||
|
Distinção da porca de parafuso por meio do controle do diâmetro interno As porcas M8 e M10 devem ser diferenciadas em linha por meio da medição do diâmetro interno. Inside diameter differentiation of threaded nuts M8 and M10 screw-nuts should be inline differentiated by inner diameter measurement. |

|
||||||
|
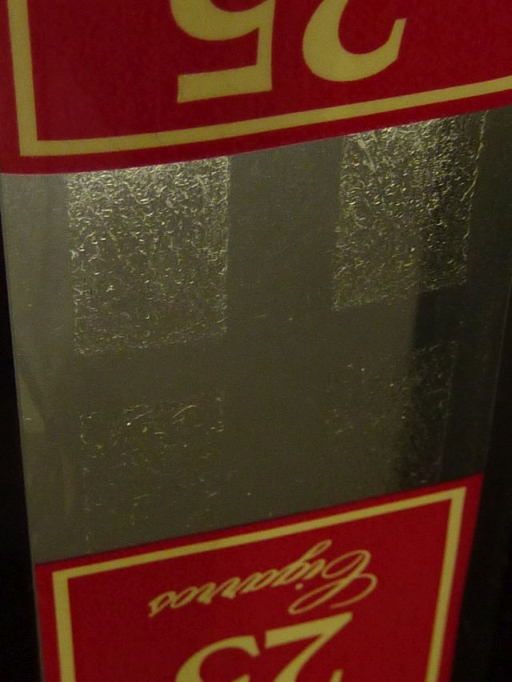
Detecção de falhas nos pontos de colagem nas etiquetas transparentes Deve ser detectada a falha no ponto de colagem nas etiquetas transparentes. Glue line gap detection on transparent label On a transparent label a gap in a glue line should be detected. |
|
||||||
|
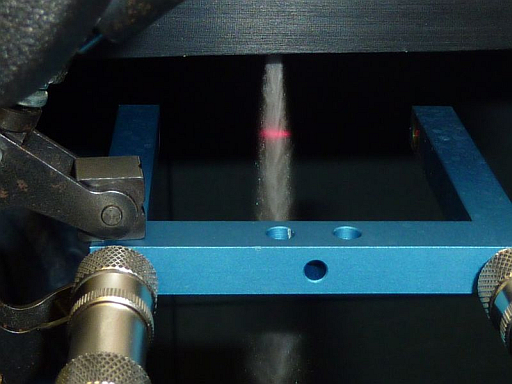
Medição do tamanho das partículas num jato de vaporização O tamanho das partículas num jato de vaporização deve ser determinado. Particle size measurement in a spray jet The size of particles in a spray jet should be measured. |
|
||||||
|
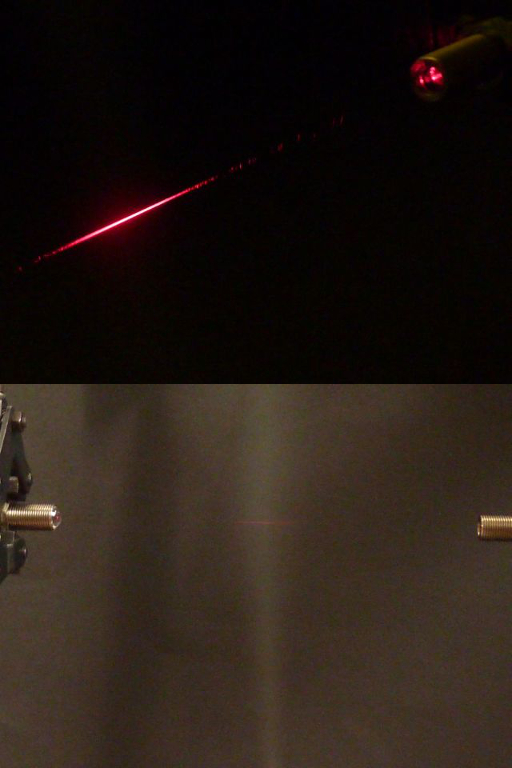
Controle de jato de vaporização durante o movimento O jato de vaporização de uma lata de spray deve ser monitorado durante o movimento. Spray jet control during the movement The spray jet of a spray nozzle should be controlled during the movement. |
|
||||||
|
Medição do comprimento de uma placa de gesso cartonado Deve ser medido o comprimento de uma placa de gesso cartonado. Measurement of the length of gypsum plasterboard The length of gypsum plasterboard should be measured. |

|
||||||
|
Controle do comprimento de hastes metálicas O comprimento de hastes de aço deve ser controlado, onde a velocidade de deslocamento das hastes é de aproximadamente 2m/s. Length control of a metal rod The length of a steel rod should be controlled. At this, the metal rod will be moved with around 2m/s during the measurement. |

|
||||||
|
Detecção de elevações em perfis de alumínio Através da linha de forquilhas a laser, pode-se checar a presença de elevações em perfis de alumínio, informando ao usuário a posição de cada uma das elevações. Detection of super elevations of aluminum profile Super elevations of aluminum profile should be detected. |

|
||||||
|
Detecção de nós em galhos A velocidade de transporte dos galhos, assim como sua espessura, pode variar de lote para lote, motivo pelo qual deve-se utilizar uma barreira com range de leitura de 100mm. Detection of embeddings in branches Embeddings should be detected in branches. The transportation speed as well as the thickness of the branches can be different from batch to batch. A working range of a height of 100mm should be detected. |

|
||||||
|
Medição de ângulo a altas velocidades com controle do sentido de rotação Deve-se controlar a angulação de eixos a altas velocidades, bem como o realizar o controle da orientação na qual os eixos estão rotacionando. High speed angle measurement with direction control The angle position of a very fast rotating shaft should be measured; furthermore the direction of the rotation should be controlled |
|
||||||
|
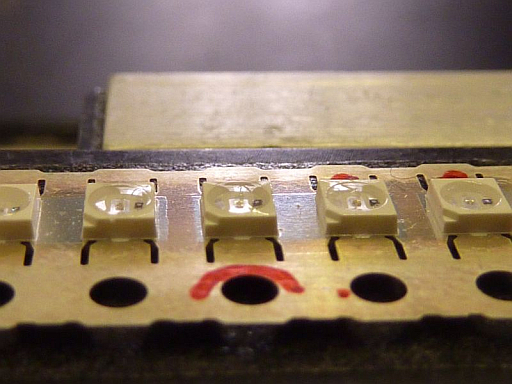
Controle do excessivo preenchimento de resina em SMD LEDs Através da linha de medição a laser por forquilhas (A-LAS-F), é possível analisar se a quantidade de resina transparente utilizada para preencher a cavidade dos LED’s não excedeu o limite aceitável. Overfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with regard to overfilling. |
|
||||||
|
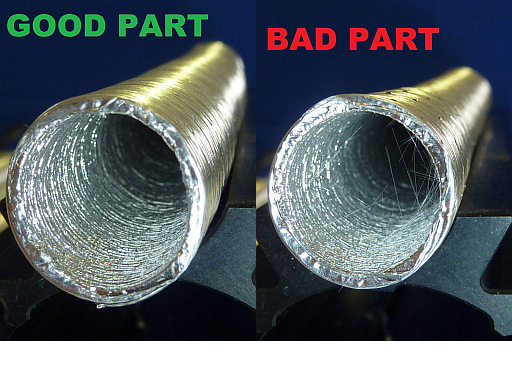
Controle da presença de fibras em tubos de alumínio Em tubos de alumínio com comprimentos de aproximadamente 160mm e diâmetro interno de 14mm, a presença de fibras deve ser checada, indicando se um tubo é considerado bom (sem fibras) ou ruim (com fibras). Como é possível posicionar e rotacionar os tubos 360°, pode-se checar a presença em ambos os lados de fibras ao longo do tubo. Control of the presence of fibers in an aluminum tube In aluminum tubes with a length of approximately 160mm and an inner diameter of 14mm the presence of fibers should be checked, at which a good tube is a tube without any fibers. The tubes can be positioned and turned 360° around, around both ends of the tube there is space enough for mounting the sensors. |
|
||||||
|
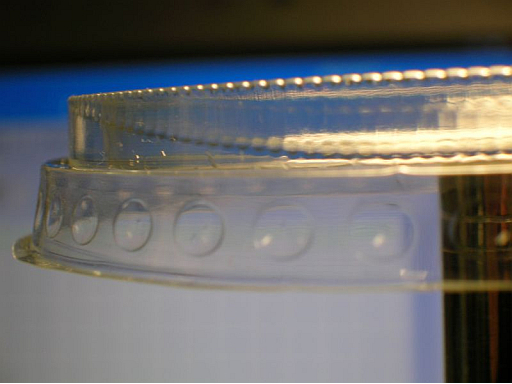
Controle da presença de dentes serrilhados em tampas plásticas transparentes Deve-se controlar o perfil de dentes serrilhados em tampas, onde a ausência total ou parcial dos mesmos é identificada pelo sensor tipo forquilha analógica e indicada ao usuário. Control of the presence of straight knurling on a transparent plastic closure On a transparent plastic closure the straight knurling should be detected. On incorrect closures the straight knurling is partly not present. |
|
||||||
|
Controle da queda de gotas com sistema a laser tipo barreira Tanto o número quanto o volume de cada uma das gotas que passam pelo sistema devem ser controlados. Drop control with a laser through beam system The number as well as the volume of drops should be controlled. |

|
||||||
|
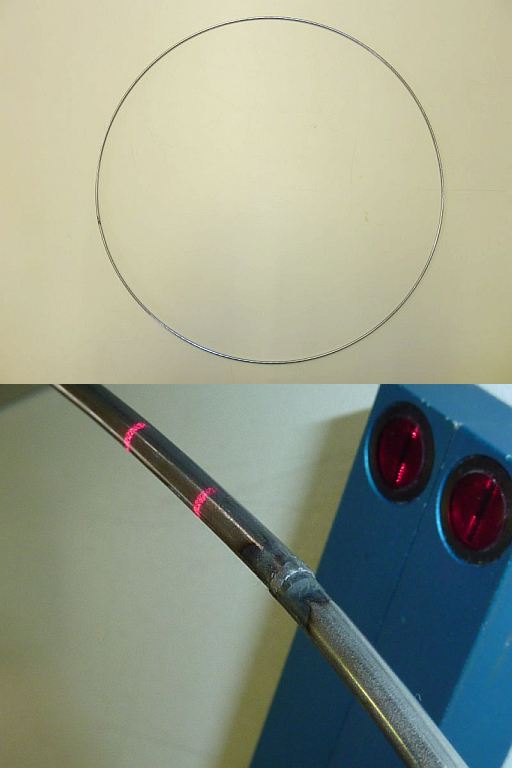
Detecção de linha de solda em anel metálico Durante a rotação do anel, é necessário verificar a posição das linhas de solda, bem como alguns defeitos relacionados ao formato das mesmas. Detection of a welding line on a metal ring The task is to detect the welding line on a metal ring. During the measurement, the metal ring will be turned around. |
|
||||||
|
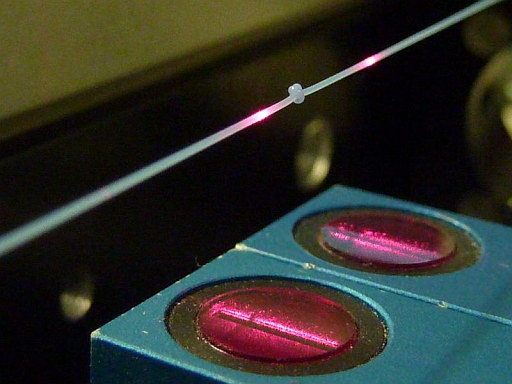
Controle de nós e defeitos diversos em filamentos Nós e defeitos em filamentos e/ou fios devem ser detectados, onde diferentes diâmetros devem ser controlados na mesma linha produtiva, a uma velocidade de poucos m/s. Knot and defect control of mono filaments Knots as well as defects on mono filaments and threads should be detected. At this, different diameters of filaments and threads are possible and the feed rate lies in the range of a few m/s. |
|
||||||
|
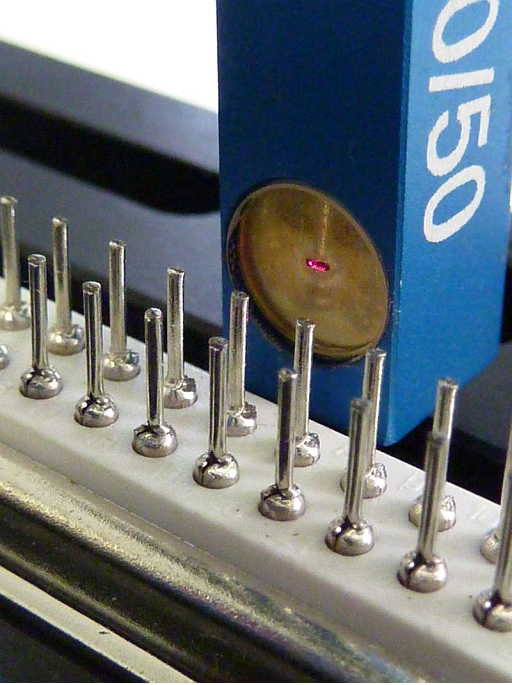
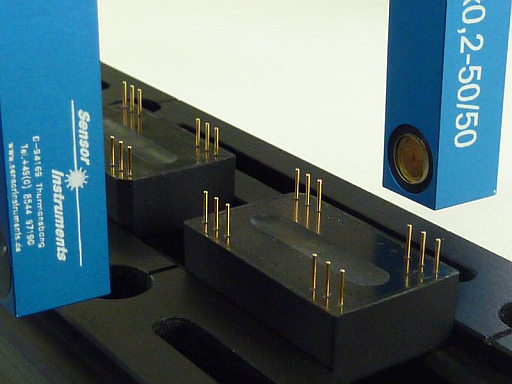
Controle da largura de pinos de componentes eletrônicos Com precisão de mícrons e altíssimas frequências de escaneamento (40KHz), é possível verificar com altíssima confiabilidade se todos os pinos estão dentro das tolerâncias, mesmo com baixo tempo de ciclo. Pin width control of electrical components The width of the pins of an electrical component should be controlled. |
|
||||||
|
Controle da altura de pinos em componentes eletrônicos Através de tecnologia laser de medição tipo forquilha, o controle da altura dos pinos em componentes eletrônicos deve ser efetuado de modo continuo, durante a sua fabricação. Pin height control of electrical components The height of the pins of an electrical component should be controlled during the production. |
|
||||||
|
Controle de jatos spray A densidade de jatos spray deve ser controlada, visando detectar falhas de qualidade. Spray jet amount control The density of the spray jet should be controlled. |
|
||||||
|
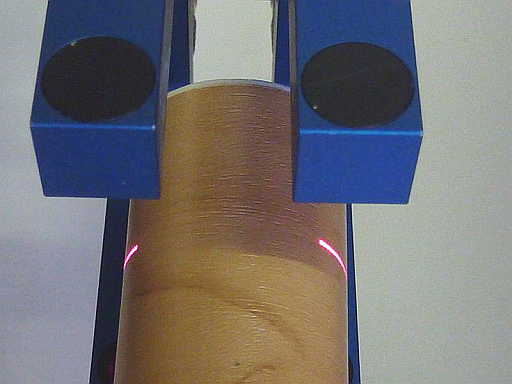
Controle inline do diâmetro de cilindros de madeira Durante a movimentação dos cilindros pelos sensores, deve-se checar, de maneira rápida e precisa, os diâmetros dos cilindros, indicando ao usuário se os valores lidos estão dentro ou fora das tolerâncias. Inline diameter control of wooden staff During the production of wooden staff the diameter must be controlled while the rod is moved. |
|
||||||
|
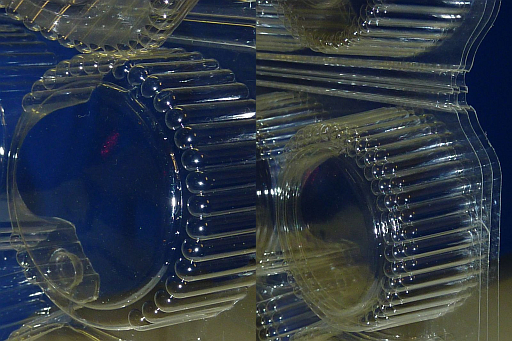
Controle do número de embalagens sobrepostas com sistema tipo barreira Durante o manuseio de embalagens, pode acontecer o transporte de mais de uma embalagem simultaneamente, o que deve ser coibido. Control of the number of blister packages During the handling process of blister packages it can happen, that more than one blister package will be transported simultaneously, this should be avoided. |
|
||||||
|
Controle da posição de espirais em filamentos metálicos Em lâmpada incandescentes, os filamentos são feitos com espaçamentos diferentes. Neste caso, a tarefa é diferenciar dois tipos de filamentos, bem como assegurar suas qualidades, como o espaçamento entre cada uma das espiras de cada modelo. A velocidade do filamento é de aproximadamente 0,02m/s e o diâmetro do filamento depende do modelo (min. 0,3mm e máx. 1,5mm), sendo 1mm o máximo espaçamento permitido para as espiras. Spiral position control on a filament The position of the spiral coil on a filament for the light bulb industry must be controlled. There are two different types of spirals, different in gapping, on the filament. The speed of the filament is approximately 0.02m/s, the diameter of the filament is dependent of the type (min. 0.3mm and max. 1.5mm) and the maximum gapping of the spiral is 1mm. |

|
||||||
|
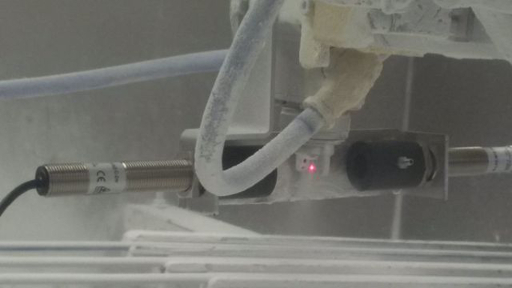
Controle de jatos spray durante o processo de revestimento interno de garrafas de vidro na indústria farmacêutica Durante a fabricação de garrafas de vidro na indústria farmacêutica, deve garantir a aplicação interna de um filme químico, o que torna as garrafas difusas. Os cristais serão aplicados através da boca da garrafa, utilizando um bico injetor, onde a temperatura do vidro permanece na casa de algumas centenas de graus. Spray-jet control during the glass bottle coating process in the pharmaceutical industry During the production of glass bottles for the pharmaceutical industry the inner surface must be coated with a certain chemical film, which makes the bottles diffuse. At this crystals will be sprayed through the bottle neck with a nozzle into the bottle. During this process, the bottles have still a temperature of a few hundred centigrade. |

|
||||||
|
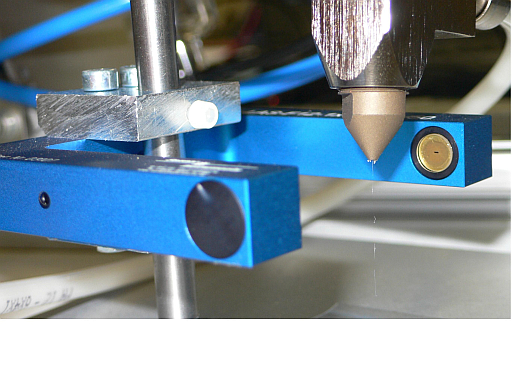
Controle do fluxo de solda em componentes Aplicadores automáticos de solda para microcomponentes está se tornando cada vez mais comum, especialmente para fabricantes de placas de circuito impressos. A tarefa é garantir que apenas as áreas escolhidas para serem soldadas recebam o fluxo de solda correto. Para realizar esta tarefa, um bico piezoeléctrico é utilizado para gerar pequenos filamentos de fluxo com diâmetro de décimos de milímetro. Desta forma, o ângulo de dispersão do fluxo é mínimo, garantindo que o fluxo atingirá somente a área desejada. No entanto, tanto a quantidade quanto a direção do filamento podem ser alteradas devido ao acumulo de fluxo seco na ponta do bico piezoeléctrico, motivo pelo qual o volume do fluxo deve ser constantemente controlado, garantindo um padrão durante todo o processo. Soldering flux control during the selective flux application Selective soldering in combination with selective flux application becomes more and more popular. Especially manufacturers of mixed assembled PCB boards benefit from this new technology. Only the areas which will be soldered will be covered from the soldering flux. To achieve this, a piezo nozzle is used to generate small flux droplets with a diameter of a few tenth of a millimeter. At this the scattering angle is very small which make sure, that the droplets strike only the scheduled area. The amount as well as the direction of the droplets should be controlled. |
|
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")