








Практические примеры применения в промышленной сфере
KL-5-R1.1
1) Выбрать язык:
|
Joint sealing color control on fiber boards The color as well as the presence of the joint sealing of fiber boards should be detected. |

|
||
|
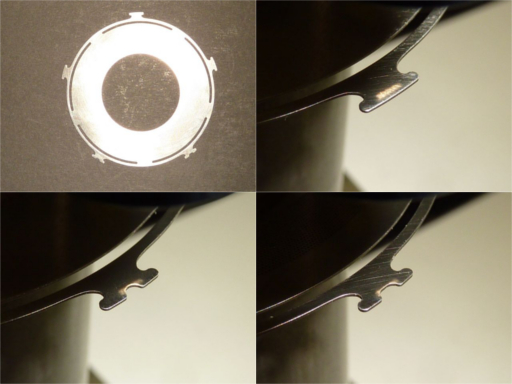
Presence control of a notch in a lobe of a metal stamping part The presence of a notch in a lobe of a metal stamping part should be detected. Furthermore a semicircular notch must be differentiated from an elongated notch. |
|
||
|
Cigarette filter position detection The position of the filter segments, which are made for cigarettes, should be precisely detected, even at a high speed of a few m/s. |

|
||
|
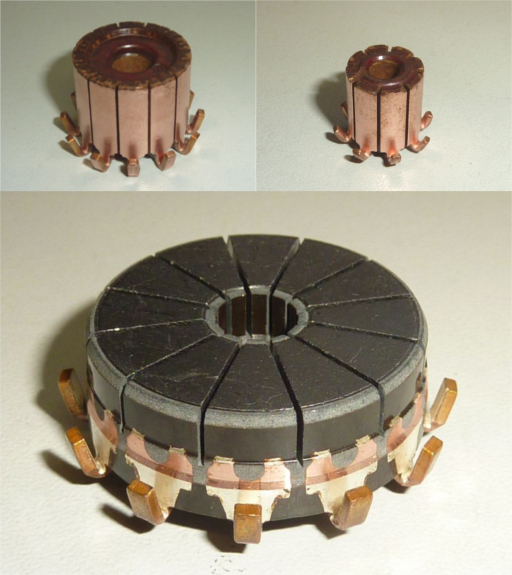
Gap detection on iron cores of electrical motors The gaps on iron cores of electrical motors should be detected during the fast rotation. |
|
||
|
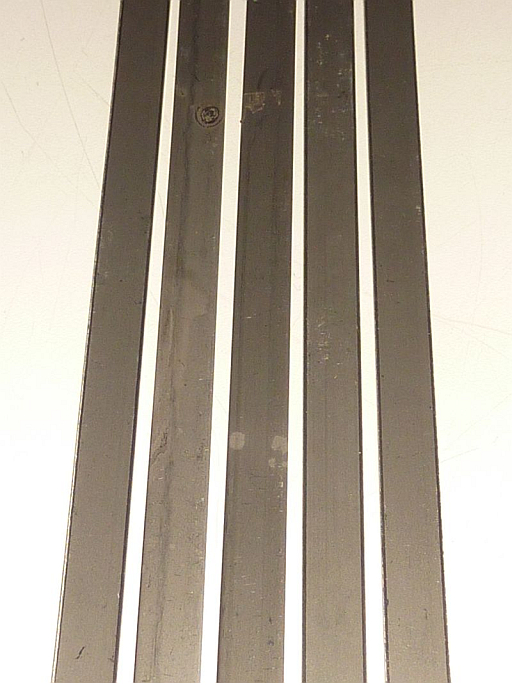
Defect detection on metal bands Dark as well as bright spots with different size should be detected on metal bands. |
|
||
|
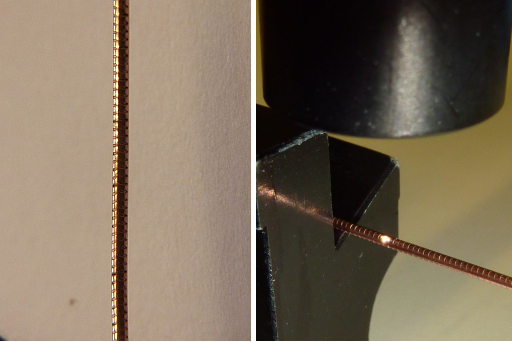
Stamping mark presence control on metal wires The presence of stamped small lines should be controlled on a copper colored metal wire. |
|
||
|
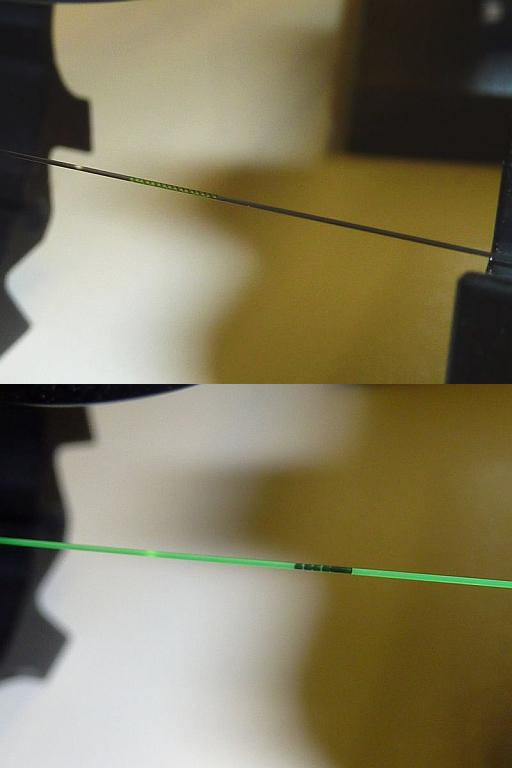
Color mark detection on optical fibers and color differentiation of optical fibers The color as well as a color mark should be detected on optical fibers. The feed speed of the glass fiber is roughly 10 m/s. |
|
||
|
Color mark detection on aluminum coated plastic film Color marks should be detected on aluminum coated plastic foil. An analog as well as a digital signal is required at the sensor output. |

|
||
|
Color mark detection on an optical fiber Color marks should be detected on optical fibers. The rate of feed is around 10m/s. |
|
||
|
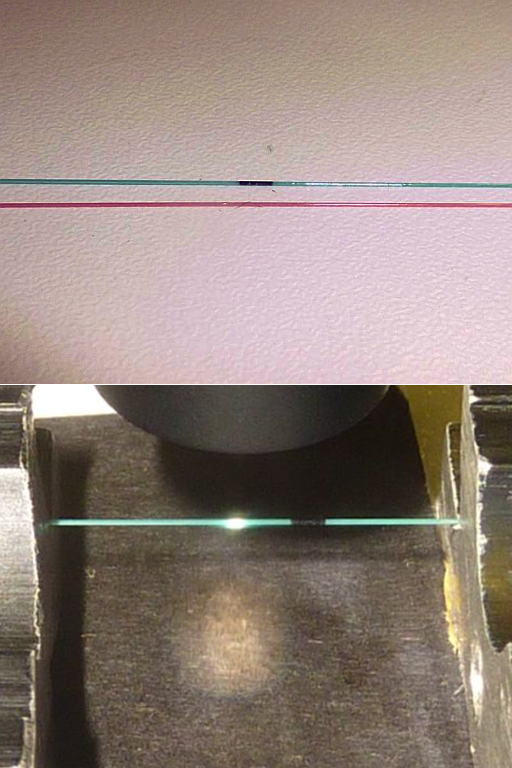
Color control of the coating of an optical fiber The coating of an optical fiber should be controlled. At this, cuttings and soiling should be detected, even at a product speed of up to 10m/s. |
|
||
|
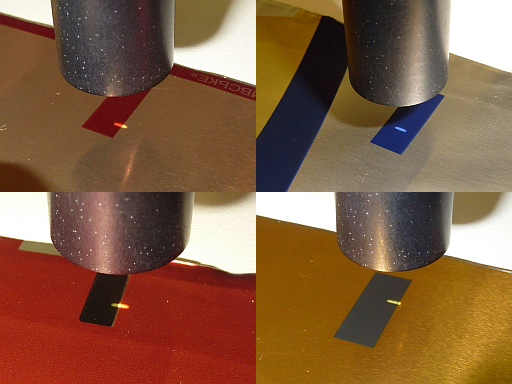
Color mark position control The position of printed color marks on aluminum foils and plastic films should be controlled. At this, the sensor system should deliver an analogue signal which is proportional to the position of the color mark. At this, the color of the background as well as of the color mark can change from batch to batch, which means, that a flexible “easy to handle” system is required. Beside the digital output (a signal change should happen if the light spot is covered by 50% of the color mark) there is an analog output desired, which informs about the actual position of the color mark: 5V means, that the light spot covers to 50% the color mark and 0V and 10V shows, that the light spot falls either only onto the background or onto the color mark. |
|
||
|
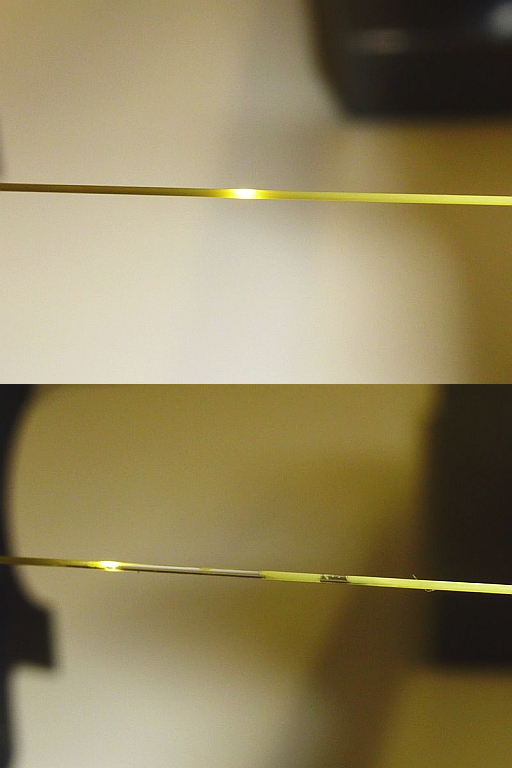
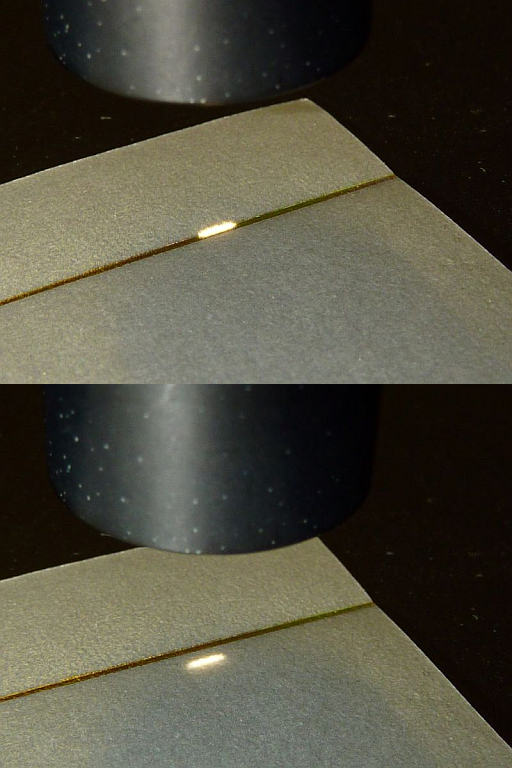
Line detection on printed semi transparent plastic film A golden colored line should be detected on a semi transparent plastic film. |
|
||
|
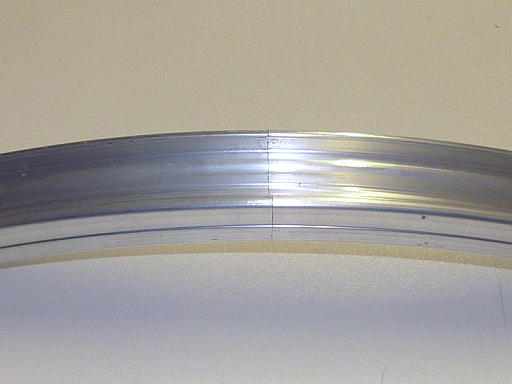
Detection of a joint on a wheel rim A joint on an aluminum wheel rim should be detected. At this, the wheel is rotating with a speed of 50 rpm. |
|
||
|
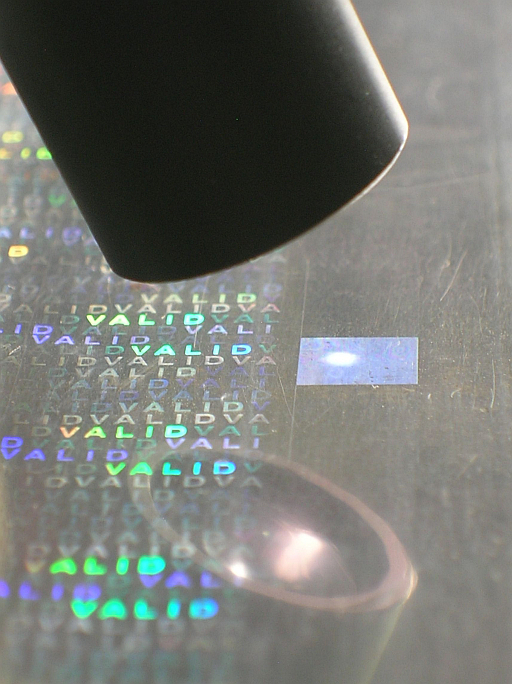
Super fast detection of holographic reference marks in the printing industry One of the properties of holographic marks is the direct back reflection of collimated, parallel light under a certain angle. For most of the holographic marks this angle is equal to 45° and the collimated beam is directed perpendicular to the transport direction of the printed foil. This behavior of direct back reflection can be observed on transparent as well as on metalized holographic foils. |
|
||
|
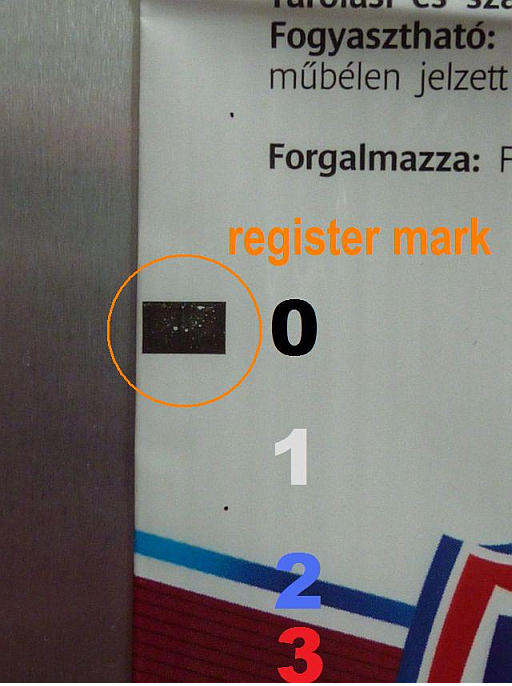
Detection of color marks (register marks) During the printing process of plastic foils for the food industry the color mark must be properly detected on each printing units. |
|
")
")
")
")
")
")
")