








Перевести эту страницу:
Пресс-релизы Sensor Instruments
20.06.2024
19.06.2024
20.10.2023
11.10.2023 ( )
)
01.09.2023 ()
24.08.2023
18.08.2023
22.08.2022
Техническая статья в журнале Kunststoffe International 06/2022
26.07.2022
Техническая статья в журнале Kunststoffe International 05/2022
(Категория: Measuring Technology - Compounding & Recycling)
| Как определить толщину слоя лака между двумя ПЭТ-пленками?
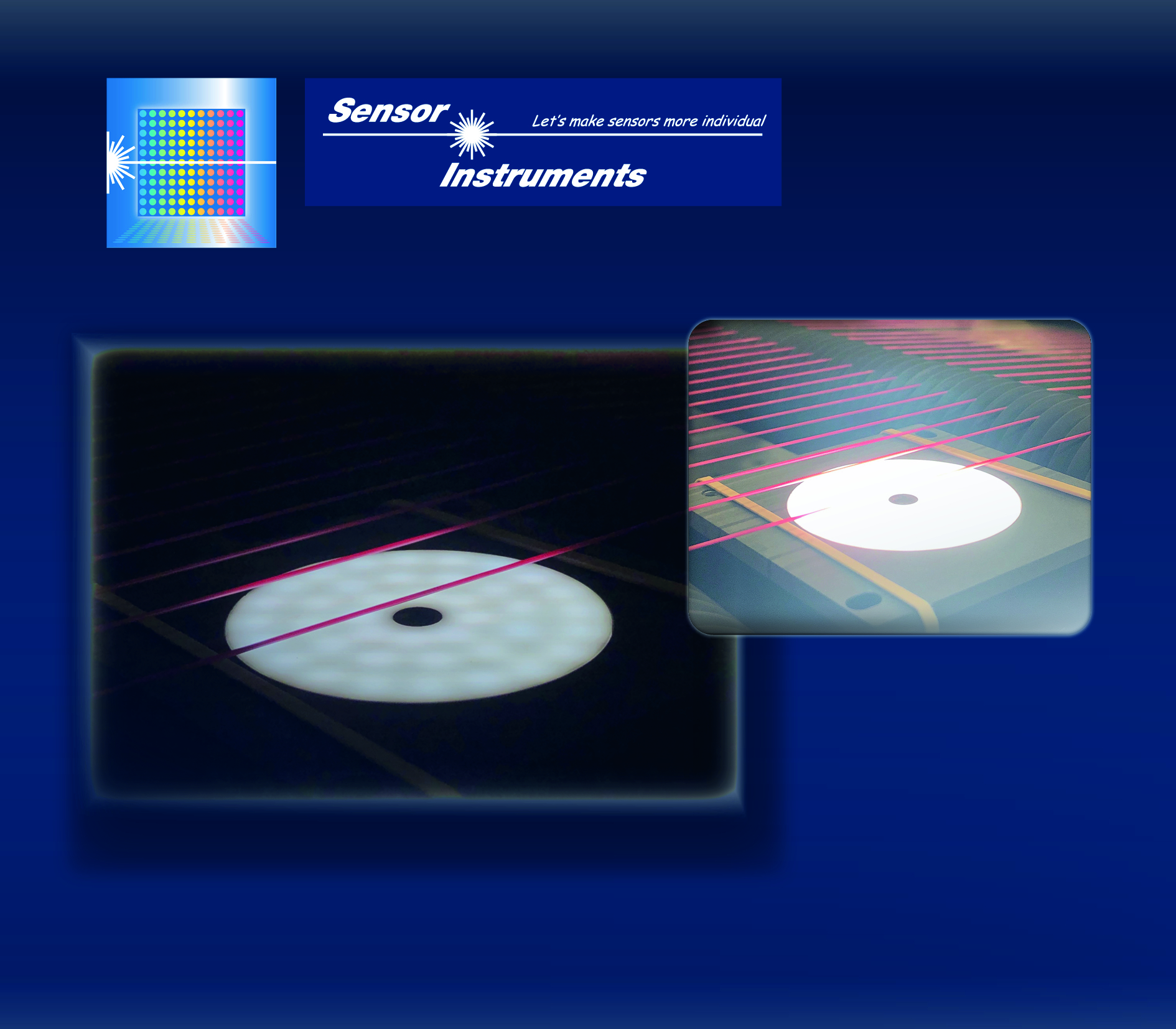
Для этого с помощью метода контроля в проходящем свете MIR-диапазона были проверены четыре пары ПЭТ-пленок с различной толщиной слоя лака между обеими ПЭТ-пленками (10мкм, 20мкм, 50мкм и 80мкм). На стороне приемника имелись два диапазона длин волн с центральной длиной волны 2.95мкм и 3.90мкм (SPECTRO-M-2-2.95/3.90). Расстояние от ПЭТ-пленки до излучателя MIR составляло при этом прим. 20мм. Кроме того, с помощью данного метода измерения была проверена возможность выявить наличие силиконового слоя на прозрачной полимерной пленке, измерения показали, что также и этот слой можно очень легко обнаружить. |
   SPECTRO-M-15-T (источник света) + SPECTRO-M-2-2.95/3.90 (приемника) |
19.06.2024
| Измерение небольшого количества распыляемого продукта во взрывоопасной зоне
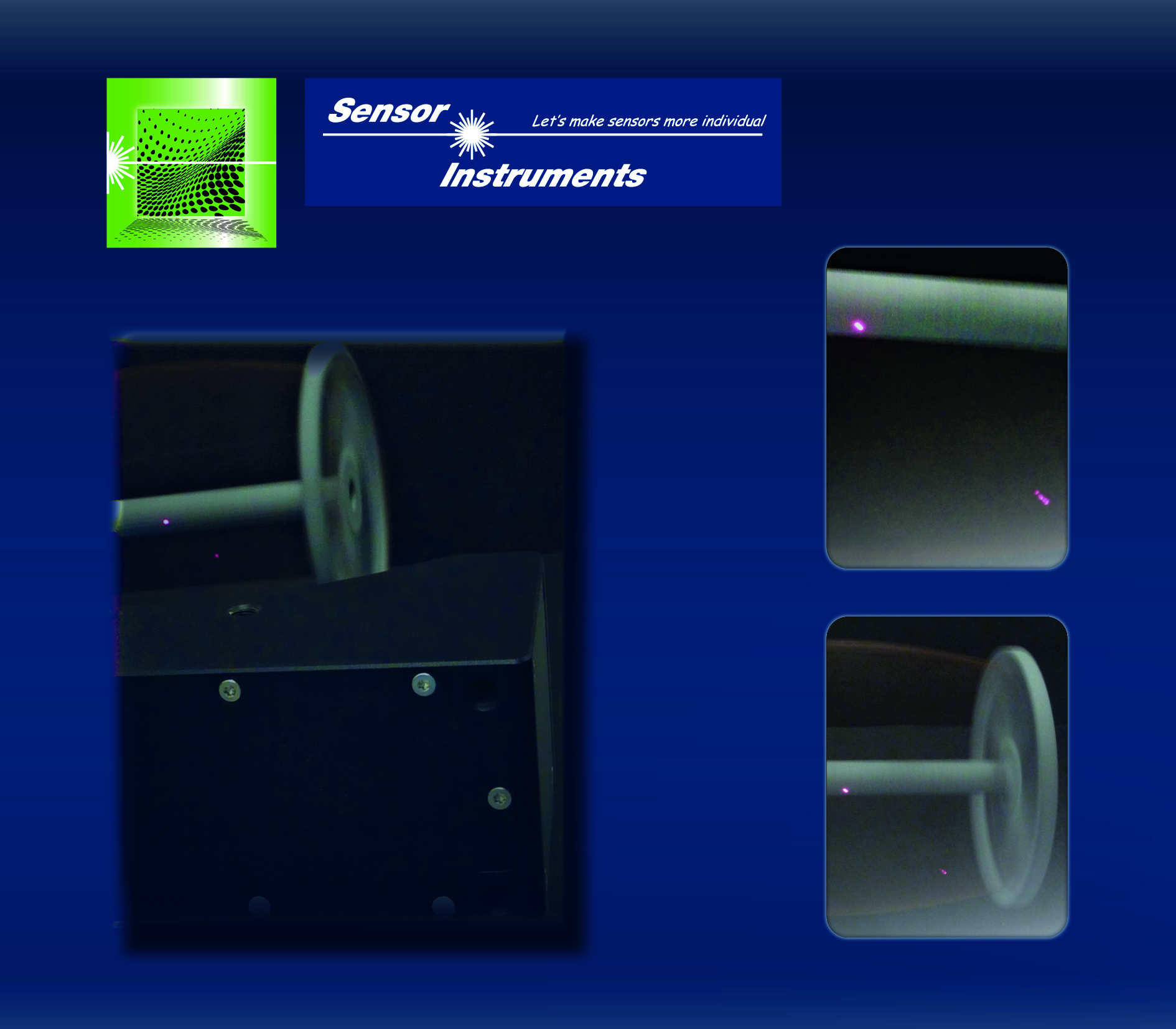
При нанесении покрытия с малым количеством распыляемого продукта в первую очередь используется метод измерения в отраженном свете. Так как большинство подобных применений приходится на взрывоопасную зону, для контроля используется преимущественно система световодов. Обычно в таких применениях различить распыляемую струю невооруженным глазом просто невозможно. С помощью оптической насадки световода ABL-V-ARRA-KL-M18-XL-A3.0 в соединении с управляющей электроникой SPECTRO-T-1-FIO-R/R можно точно определить как наличие, так и плотность распыляемой струи на расстоянии 60 мм между оптической насадкой и распыляемой струей. |
 SPECTRO-T-1-FIO-R/R (управляющей электроникой) + ABL-V-ARRA-KL-M18-XL-A3.0 (оптической насадки световода) |
20.10.2023
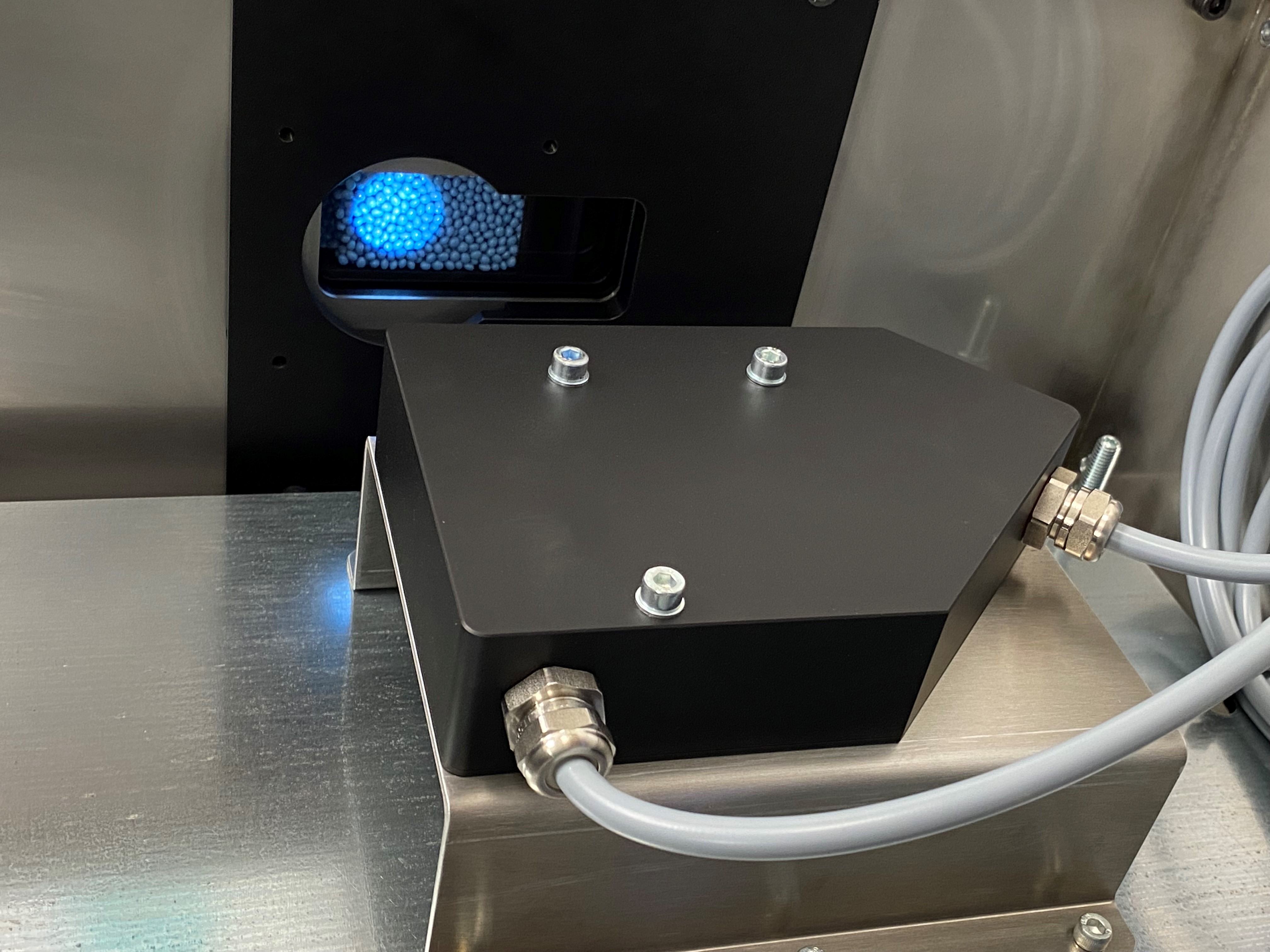
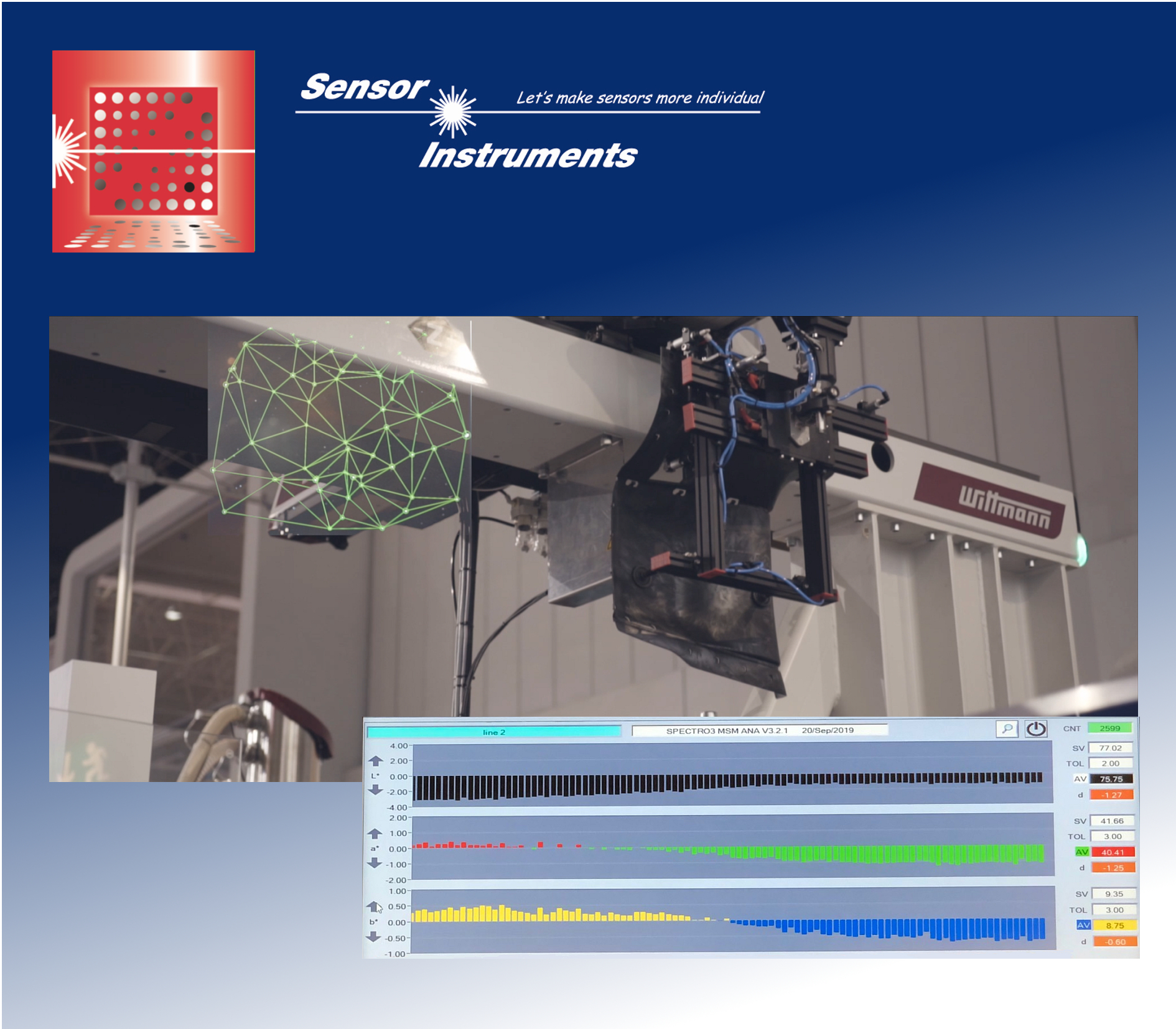
| С помощью Windows® ПО SPECTRO3 MSM DOCAL Scope можно провести встроенную калибровку датчиков цвета методами, указанными ниже.
Калибровка с помощью пластиковых карт RAL Фирма RAL gGmbH, Бонн предлагает около 300 пластиковых карт различного цвета, измеряемых по d/8°-методу. Соответственные значения L*a*b* указываются на защитном чехле каждой пластиковой карты. У пластиковых карт RAL, которые можно получить от фирмы Sensor Instruments GmbH, дополнительно на самой карте RAL и на ее чехле указывается соответственное, определенное при 45°/0°-измерении значение L*a*b*, а также 5-значный номер. При этом фирма Sensor Instruments последовательно вносит в калибровочный файл 5-значный номер вместе с замеренным на пластиковой карте RAL значением L*a*b* для новых измеряемых карт RAL. Таким образом в процессе калибровки датчикам должны предоставляться калибрируемые пластиковые карты RAL, а в программу должно вводиться соответственное 5-значное число. В таком режиме калибровки только пластиковые карты RAL используются в качестве эталона, что обеспечивает независимое от места нахождения сравнение результатов измерения, к примеру, если у фирмы имеется несколько мест размещения, в этом случае можно не ссылаться на ручные измерительные приборы, так называемые ручные колориметры. Калибровка с помощью цветных литых пластин и рециклатов Часто, однако же, желательна именно такая ссылка на уже имеющиеся на предприятии ручные или лабораторные измерительные приборы, так как таким образом легче сравнить значения, измеренные при производстве и в лаборатории. Такая привязка к уже имеющиеся на предприятии приборам для измерения цвета посредством ПО SPECTRO3 MSM DOCAL Scope будет описана ниже более подробно. Фирма Sensor Instruments предлагает для этого наряду с встроенными системами измерения цвета также лабораторные приборы, работающие точно по такому же принципу и с идентичными датчиками. При этом предоставляются как системы, выполняющие измерения сквозь смотровое стекло, так и приборы, обращенные прямо на измеряемый рециклат. Встроенное измерение цвета с помощью SPECTRO-3-0°/45°-MSM-INLINE-ANA и соответственного лабораторного прибора SPECTRO-3-0°/45°-MSM-CMU В обоих случаях калибровка может проводиться прямо на рециклат, в то время как с помощью литой пластины, изготовленной из той же партии рециклата, что и предоставлена калибрируемым устройствам, определяются эталонные значения L*a*b*. Эталонные значения L*a*b* определяются посредством литых пластин с помощью имеющихся на предприятии ручных и лабораторных приборов. Встроенное измерение цвета с помощью SPECTRO-3-FIO-MSM-ANA-DL с использованием оптической насадки KL-D-0°/45°-85-1200-D-S-A3.0-VIS и соответственного лабораторного прибора SPECTRO-3-0°/45°-MST Также и здесь эталонные значения L*a*b* поступают от литых пластиковых пластин. Оптическая насадка при этом направлена прямо на рециклат на расстоянии в 85мм. Предоставляемый для калибровки рециклат используется также для изготовления литых пластин. Литые пластины и рециклат относятся, таким образом, к одной и той же партии. Во время калибровки с помощью лабораторного прибора SPECTRO-3-0°/45°-MST, при регистрации измеренных значений в процессе калибровки рекомендуется перемещать емкость с рециклатом при неизменном расстоянии до оптической насадки в x-, y- направлении, чтобы компенсировать случайное расположение пеллет. При встроенном применении это осуществляется путем транспортировки пеллет с помощью вибрационного конвейера. Поток рециклата имеет при этом скорость от 50мм/с до 100мм/с. При процессе калибровки продолжительностью, например, 30с поток рециклата перемещается на 1,5м – 3м, т. е. на этом измерительном участке во время калибровки определяется среднее значение. Результат измерения получается соответственно точным и независимым от случайного расположения гранул. Даже при вибрациях, которые могут вызвать резонанс и привести к „подпрыгиванию“ пеллет, можно в процессе измерения за несколько секунд выполнить максимальную компенсацию. Решающим при этом является большой размер светового пятна в прим. 20мм в диаметре, благодаря чему уже во время останова оптически может определяться средняя величина для большого количества пеллет. |
 SPECTRO-3-0°/45°-MSM-INLINE-ANA + SPECTRO-3-0°/45°-MSM-CMU (Система поточного измерения цвета)    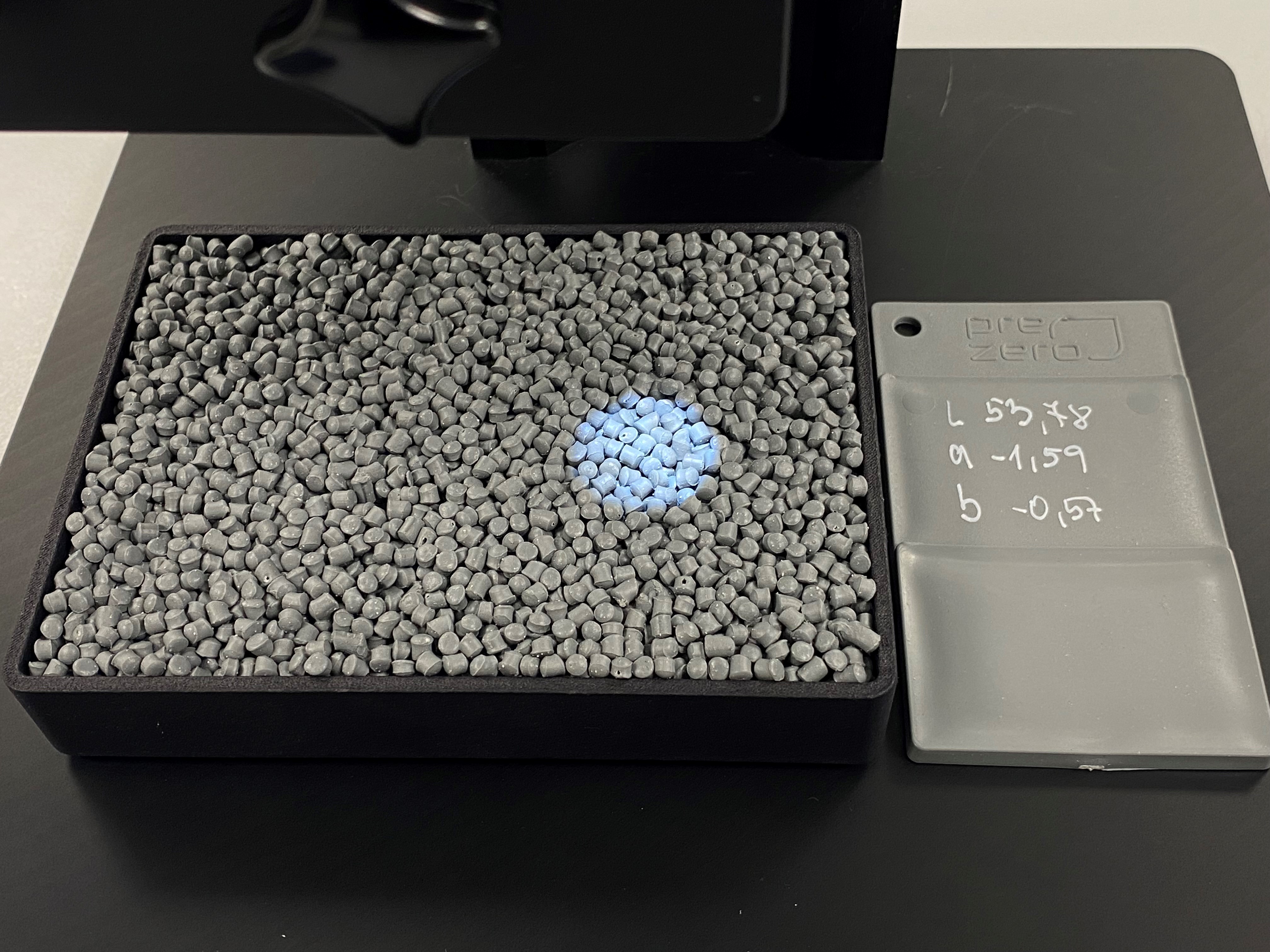 Калибровка с помощью пластиковых карт RAL или с помощью цветных литых пластин и рециклатов 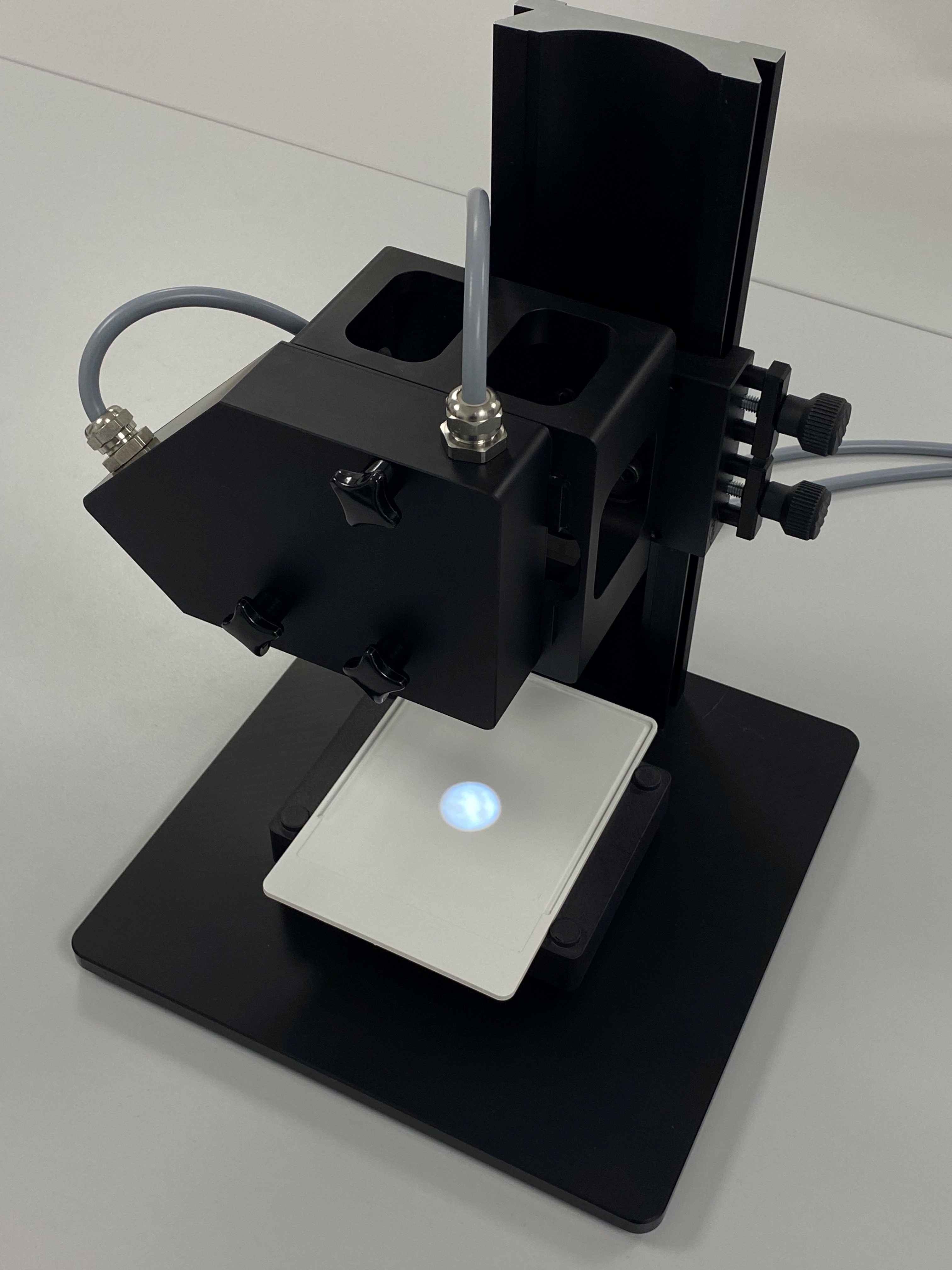 SPECTRO-3-FIO°-MSM-ANA-DL + KL-D-0°/45°-85-100-D-S-A3.0-VIS SPECTRO-3-0°/45°-MST (Система поточного измерения цвета) 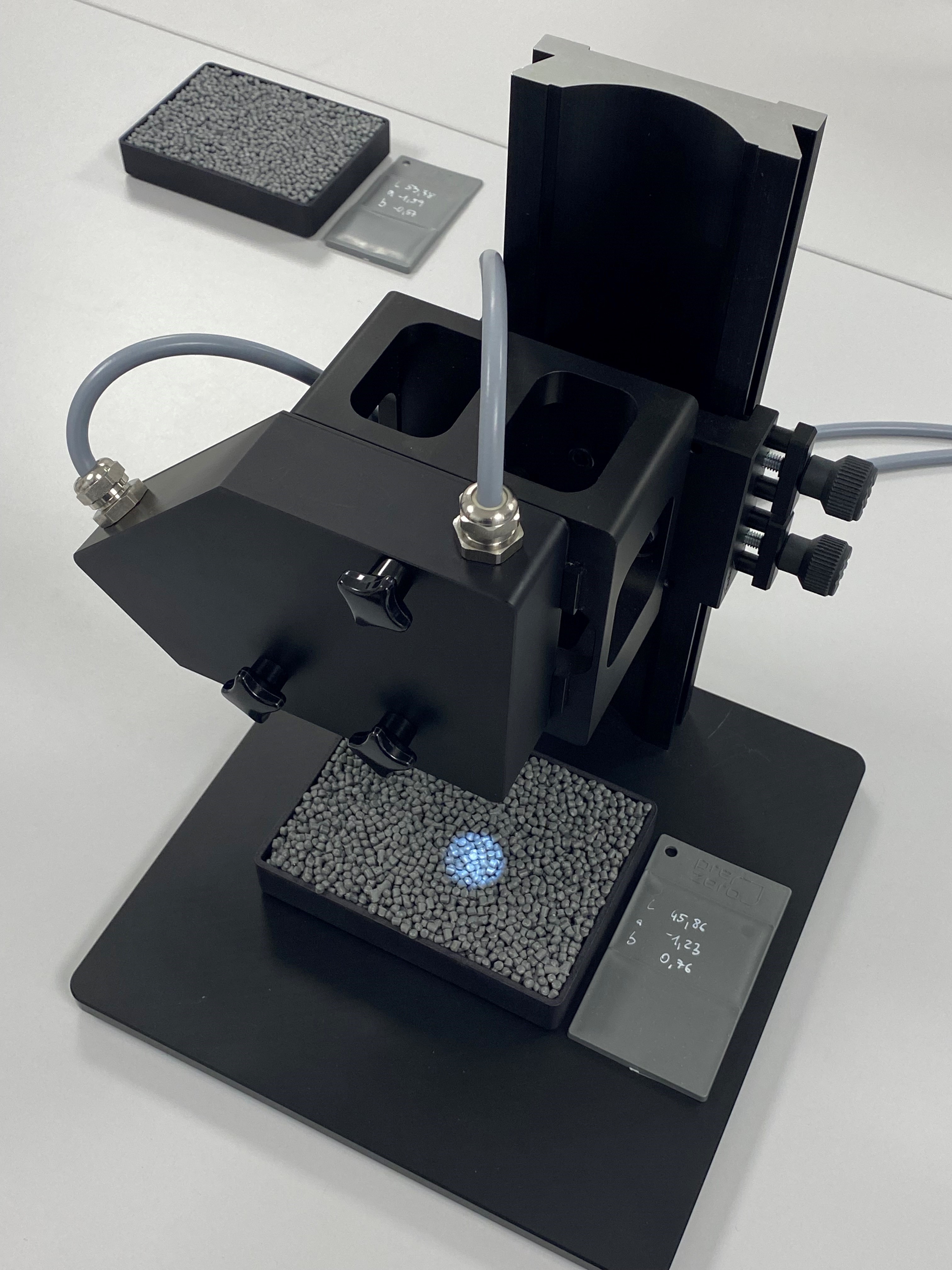 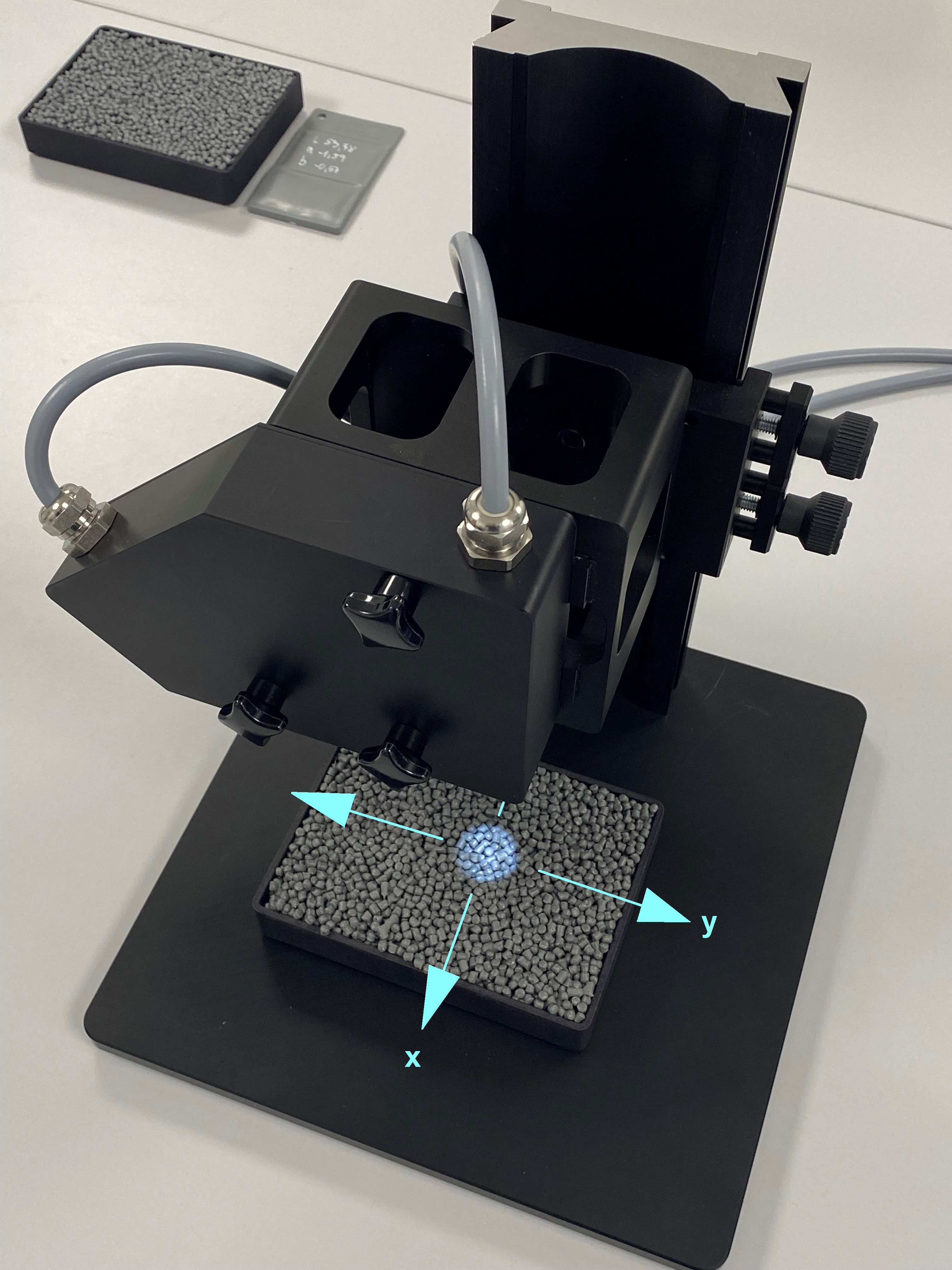 |
11.10.2023 (
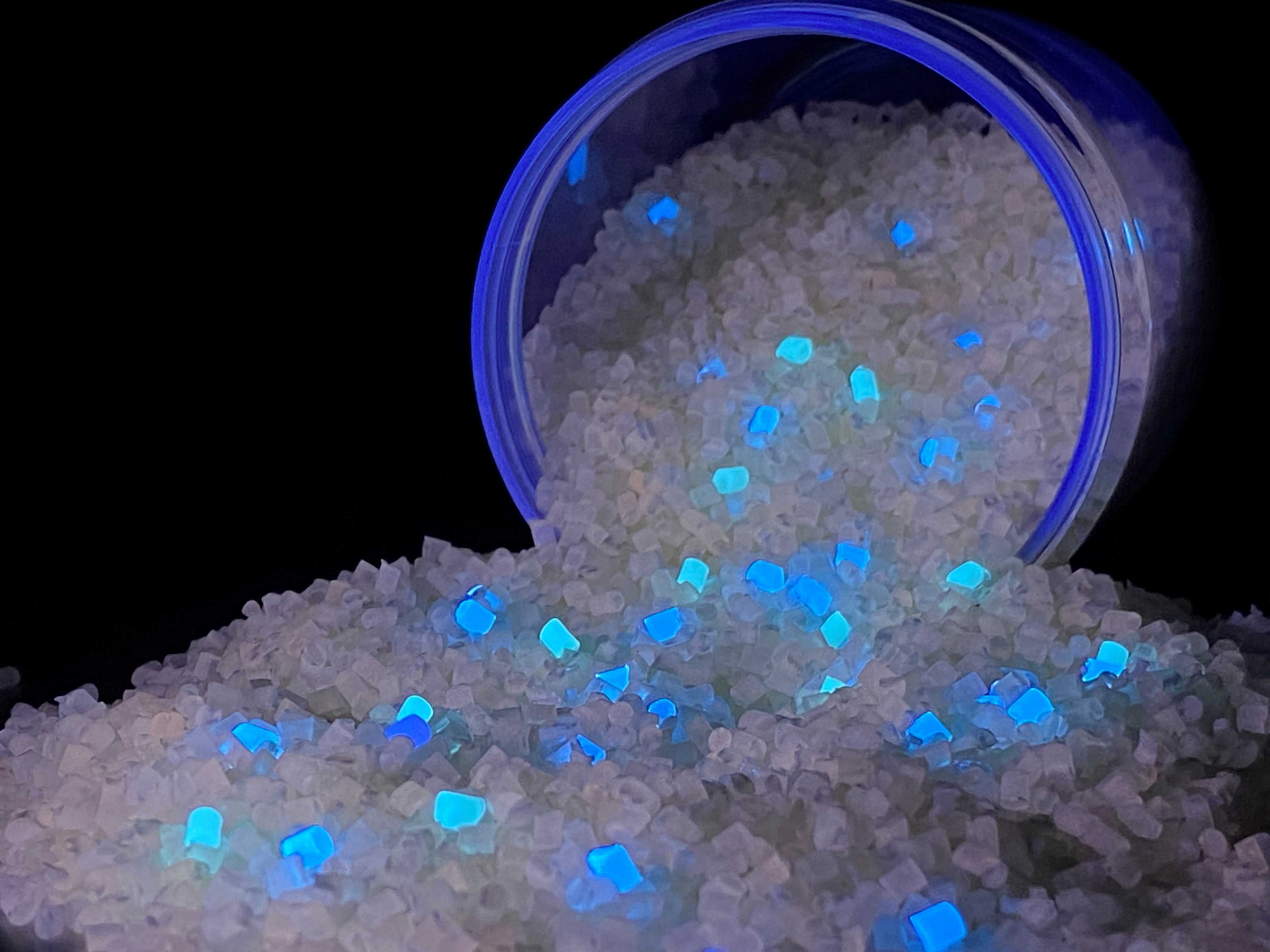
| The increasing use of recyclates in the plastics industry means that efficient product control is assuming ever-greater importance. Whilst laboratory-based random quality control was sufficient in the past, the industry is increasingly considering the deployment of 100% control, especially in terms of the color gradient. Sensor Instruments has launched a number of inline systems to perform this function. Providing production staff with information about recyclate production at a very early stage, this covers not only the trend in the color of the recyclates, but the color of the recyclates in combination with their temperature, whilst monitoring the product flow level. The product flow level is important for exact determination of the recyclate color, whilst also providing timely information about a possible blockage of the sieve immediately after the vibrating feeder. The data is also made available for quality assurance via a digital-serial interface (Ethernet).
|
 SPECTRO-3-FIO-MSM-ANA-DL (Inline color measurement system) |
01.09.2023 (
| While downcycling of plastic products still predominated in the past, the form of recycling in which the reused plastic is put to the same or a comparable use is now becoming increasingly important. This in turn means considerable additional technical effort in separating and sorting the items delivered to the recycling plant throughout the recycling process. After separation of as many non-plastics as possible, for example by means of metal separators and wind separation, sorting is currently primarily by color (color sorting systems) and type of plastic (NIR cameras). Despite pre-sorting, where mainly whole articles are checked, as well as post-sorting (after shredding the plastic articles and subsequent washing) of the plastic particles known as flakes, it is not possible to achieve 100% grade purity. Certain variations in color must also be expected. In order to allow unrestricted use of the recyclates produced in this way, they must be checked for purity before the next processing step, at the very latest immediately before extrusion. Typically, this could be done by a metering system equipped with appropriate sensors.
|
 Color Plastic type Marker   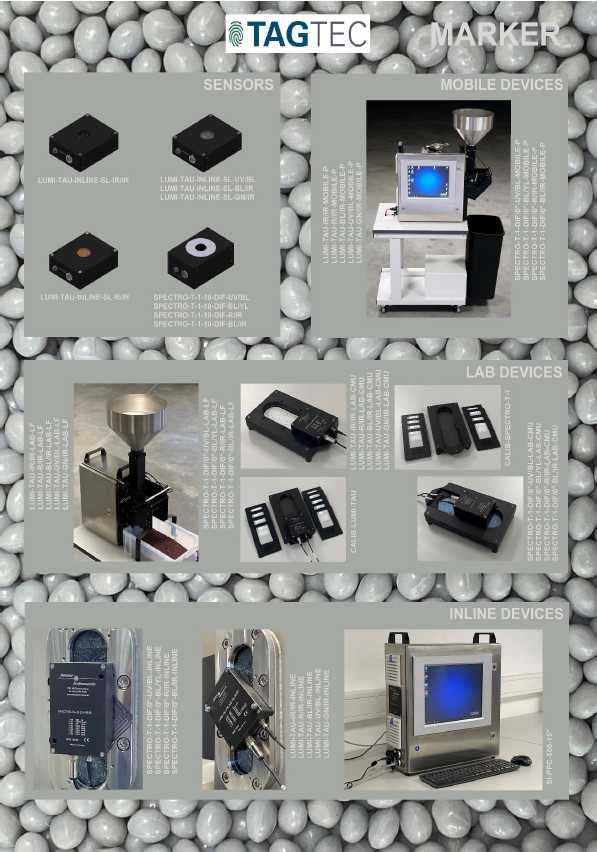 |
24.08.2023
| Иногда имеет смысл придерживаться чего-либо/ следовать чему-либо, за чем-либо. Например, следовать указаниям совести или придерживаться совета друзей. Следовать в Instagram или LinkedIn? На этот счет у каждого свое мнение. Следовать мейнстриму? „ Все хорошо, только не везде, только не всегда и только не для всех.“ (по Навалису). Мы, сотрудники фирмы Sensor Instruments, предпочитаем индивидуальный путь – но как раз поэтому имеет смысл иногда придерживаться чего-то: например, придерживаться определенного цвета.
Именно в области цвета рециклатов наши уважаемые партнеры по рынку были в последнее время весьма активны. Сегодня сложно найти предприятие сферы рециклинга пластика, которое не имело бы в своей лаборатории одного из предлагаемых портативных устройств для измерения цвета рециклата. Вне всяких сомнений эти приборы выполняют свою задачу. С ожидаемым удобством обслуживания, доступной ценой и точностью. Точностью? ► Пресс-релиз фирмы (Word/pdf) |
 Встроенные системы измерения цвета |
18.08.2023
| Как лучше всего контролировать продукт на протяжении его полного жизненного цикла?
Цифровой паспорт продукта от R-Cycle, сокращенно DPP, является прекрасной базой для этого. С помощью DPP можно легко запросить важные для самого продукта и для рециклинга данные. При этом можно открыть DPP с помощью различных кодов: с помощью QR-кода или с помощью цифровых водяных знаков, которые наносятся на продукт в виде рукавных этикеток или этикеток, или же наносятся с помощью лазера в литьевую форму в виде 3D-кода. Цифровые водяные знаки считаются надежной защитой от копирования, а QR-код можно довольно легко подделать. Благодаря мастербатчам TAGTEC фирмы Gabriel-Chemie можно и QR-код охарактеризовать как ‚надежный‘. Мастербатчи TAGTEC фирмы Gabriel-Chemie содержат богатый выбор различных, возбуждаемых светом меток, которые могут быть обнаружены с помощью специальных оптических датчиков фирмы Sensor Instruments. Маркированные TAGTEC продукты доказали свою надежную защиту от подделки, что в соединении с возможностями, предоставляемыми DPP, позволяет обеспечить стабильный, надежный мониторинг цепочки поставок. ► Пресс-релиз фирмы (Word/pdf) |
 |
22.08.2022
Техническая статья в журнале Kunststoffe International 06/2022
(Категория: Materials - Additives)
| Holy Grail Improved Sorting of Plastic Waste with Luminescent Pigments
The HolyGrail 2.0 Initiative aims to improve the sorting of plastic waste. For this purpose, digital watermarks containing information on packaging type, material, and usage will be applied on products. However, the method also has certain drawbacks. Here, luminescent pigments provide an alternative that is permanent and can withstand several processing cycles. ► Specialist articel on en.Kunststoffe.de |
 Системы визуализации LUMI-STAR-INLINE LUMI-STAR-INLINE-R/IR Встроенные детекторы LUMI-TAU-INLINE LUMI-TAU-INLINE-SL-R/IR |
26.07.2022
Техническая статья в журнале Kunststoffe International 05/2022
(Категория: Measuring Technology - Compounding & Recycling)
| Ensuring Color Consistency of Recycled Materials The mass of recyclable plastic waste has been growing steadily for years. This is mainly the result of technical advances made in both processing and sorting. At the same time, the recycling targets set by the EU are piling more and more pressure on companies to increase the amount of recycled plastics in their products. This in turn is raising the requirements imposed on the recycled materials themselves. Aside from the nature of the polymer and the previous application, the color of the recycled material is important.
► Specialist article on en.kunststoffe.de |
 Лабораторные измерительные системы SPECTRO-LAB-SYSTEMS SPECTRO-3-0°/45°-MSM-LAB-ANA-P |
20.06.2022
| При использовании первичного полимерного гранулята технологически довольно просто удерживать значение цвета упаковки неизменным, так как производители маточной смеси (мастербатч) прекрасно освоили процесс обеспечения однородности цвета. Отвечающие новейшим достижениям техники дозирующие устройства смешивают мастербатч с основным гранулятом в оптимальном, определенном опытным путем, соотношении. Минимальные различия в цвете упаковки невозможно различить невооруженным глазом. Используемое специалистами значение dE (цветовое расстояние в L*a*b*-цветовом пространстве) не превышает 1.
С помощью сортировки по цвету во время разделения потока переработанных материалов осуществляется попытка удержать цвет полимерного рециклата неизменным. Чтобы не выйти за пределы допуска для значения цвета во время процесса производства требуется постоянный контроль цвета. Описанный ниже лабораторный прибор SPECTRO-3-0°/45°-MSM-LAB-ANA-P фирмы Sensor Instruments GmbH помогает отслеживать и документировать изменение цвета рециклатов. При этом через регулярные промежутки времени осуществляется отбор проб из потока рециклатов и ввод этих проб в лабораторную измерительную систему. Наряду со значением цвета L*a*b* прибор указывает также отклонение этого значения от значения эталонного цвета dL*da*db*. Кроме того, каждая проба документируется и снабжается этикеткой с указанием даты, времени, а также значений L*a*b* и dL*da*db*. ► Пресс-релиз фирмы (Word/pdf) |
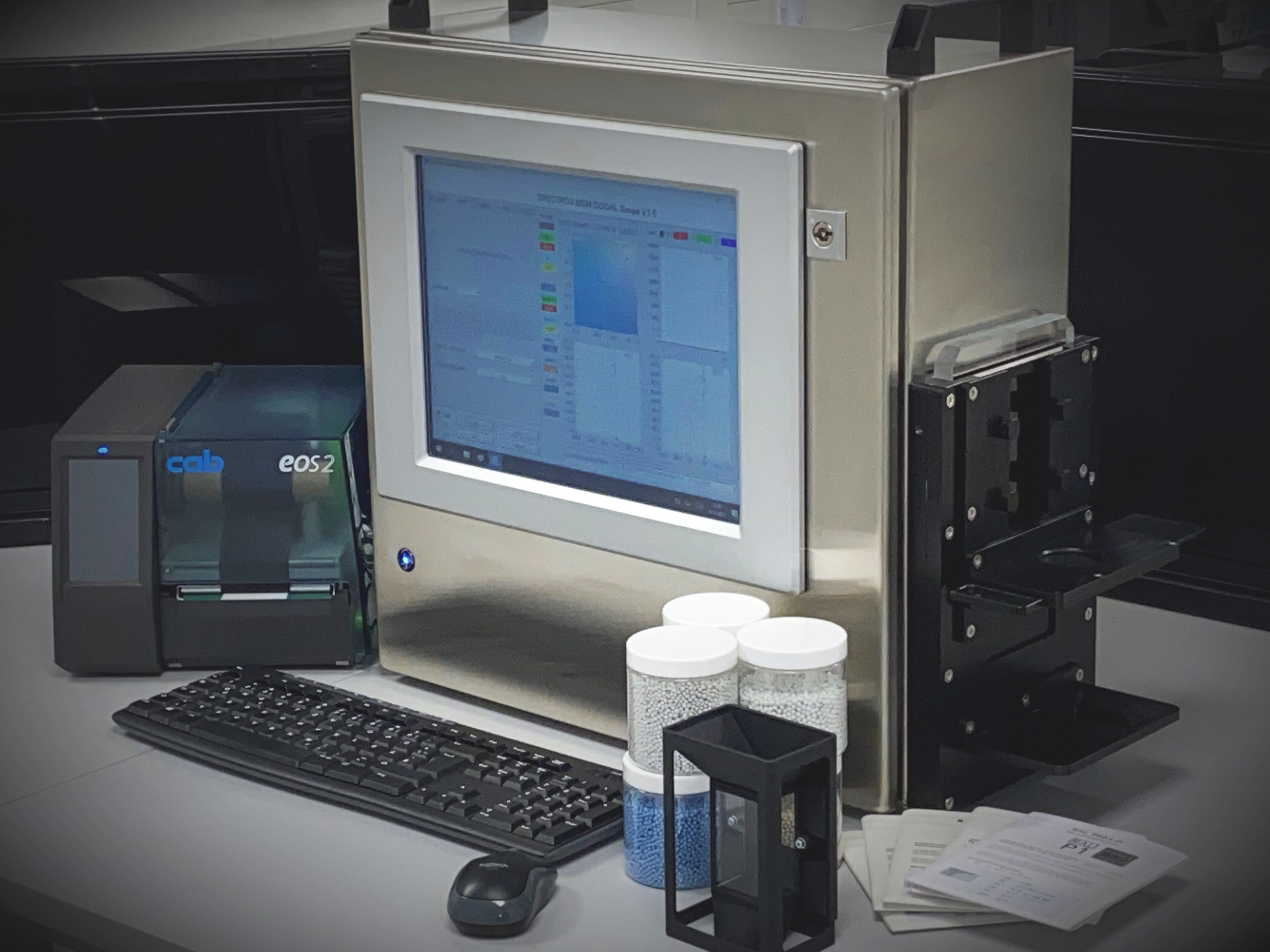 Лабораторные измерительные системы SPECTRO-LAB-SYSTEMS SPECTRO-3-0°/45°-MSM-LAB-ANA-P |
27.01.2022
| Награда за выдающиеся успехи в сфере инноваций: фирма Sensor Instruments GmbH из города Турмансбанг во время 29-го тура конкурса TOP 100 убедительно доказала, что она является кузницей новаторских идей. За это фирма была отмечена знаком «TOP 100» 2022 года. Такая награда присуждается предприятиям малого и среднего бизнеса, особенно отличившимся в сфере инноваций. 24 июня ментор конкурса, известный научный журналист господин Ранга Йогешвар лично вручит награду фирме Sensor Instruments.
► Пресс-релиз (Word/pdf) |
 TOP 100 Prüfkriterien TOP 100 Presse |
24.11.2021
| При создании систем распыления следует учитывать, что датчики должны соответствовать геометрии конуса распыления и количеству распыляемого продукта соответствующего применения. Геометрия конуса распыления и количество распыляемого продукта зависят также от используемой среды (грунтовая краска, клей, растворитель, вода, алкоголь, краска и т.п.), а также от отверстия распылителя, избыточного давления и дозирования распыляемого продукта. Особенно при использовании в качестве распыляемого продукта вязких, липких сред (клей) может случиться так, что часть отверстия распылителя будет заклеена, что приведет к изменению как количества распыляемого продукта, так и геометрии распыления. У распыленной струи может при этом измениться как направление, так и угол раскрытия. При разработке системы контроля распыленной струи очень важно, поэтому, ответить на следующие основные вопросы. ► Пресс-релиз (Word/pdf) |
 A-LAS-CON1 Серия L-LAS-TB-...-AL-SC Серия SI-JET SPECTRO-1-CONLAS Серия SPECTRO-1-FIO SPECTRO-1-FIO-JC |
15.04.2021
| Покрытие поверхностей часто осуществляется путем распыления. В идеале покрытие соответствующих объектов должно осуществляться максимально равномерно. Включения воздуха в распыляемой среде, частичное закрытие выходного отверстия форсунки или резкое падение давления в системе распыления могут, однако, привести к неравномерности в картине распыла и, тем самым, к неравномерному покрытию детали. Своевременное обнаружение отклонения от идеального распыления возможно только с помощью непрерывного контроля распыляемой струи. Системы контроля распыляемой струи серий SI-JET и SPECTRO фирмы Sensor Instruments GmbH сообщают при этом как о количестве распыляемой среды, так и о временных перерывах и симметрии распыления. Для решения требуемых задач имеются 3-струйные (SI-JET-CONLAS3 и SI-JET3), 2-струйные (SPECTRO-2) и 1-струйные (SPECTRO-1) системы, а также сплошные световые завесы (L-LAS-TB-…-SC). ► Пресс-релиз (Word/pdf) |
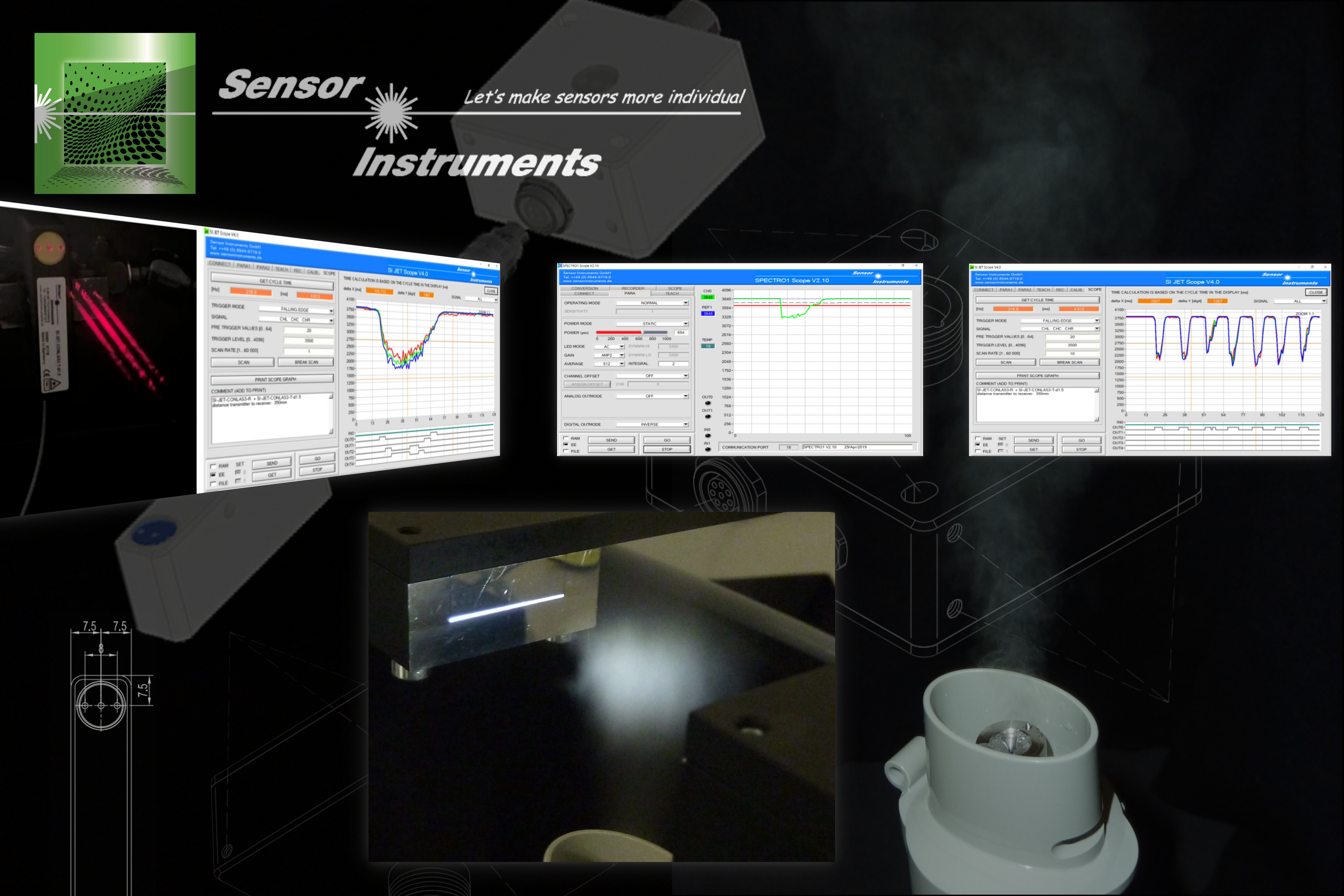 Серия SI-JET Серия SPECTRO-2 Серия SPECTRO-1 Серия L-LAS-TB-AL-SC |
15.04.2021
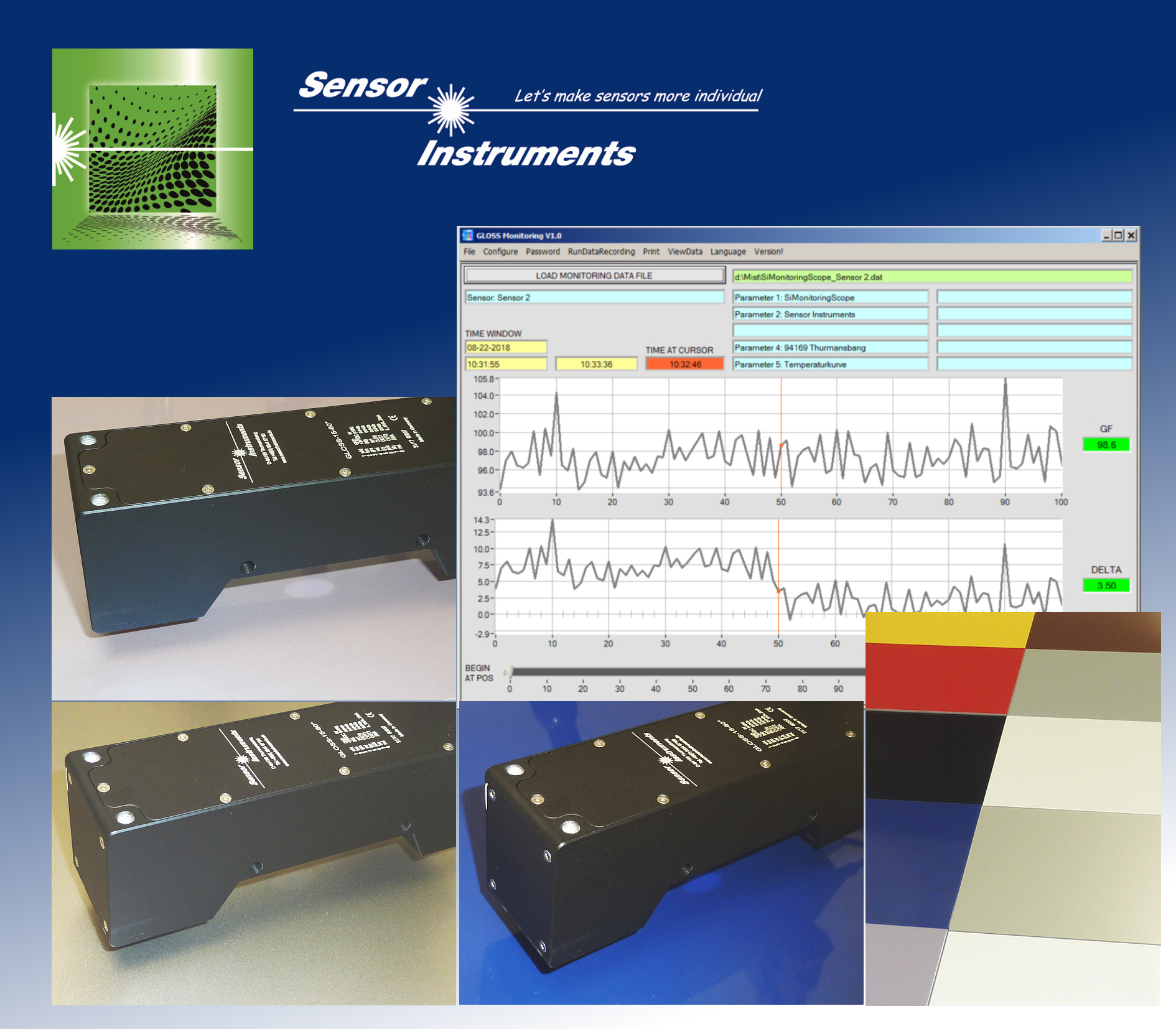
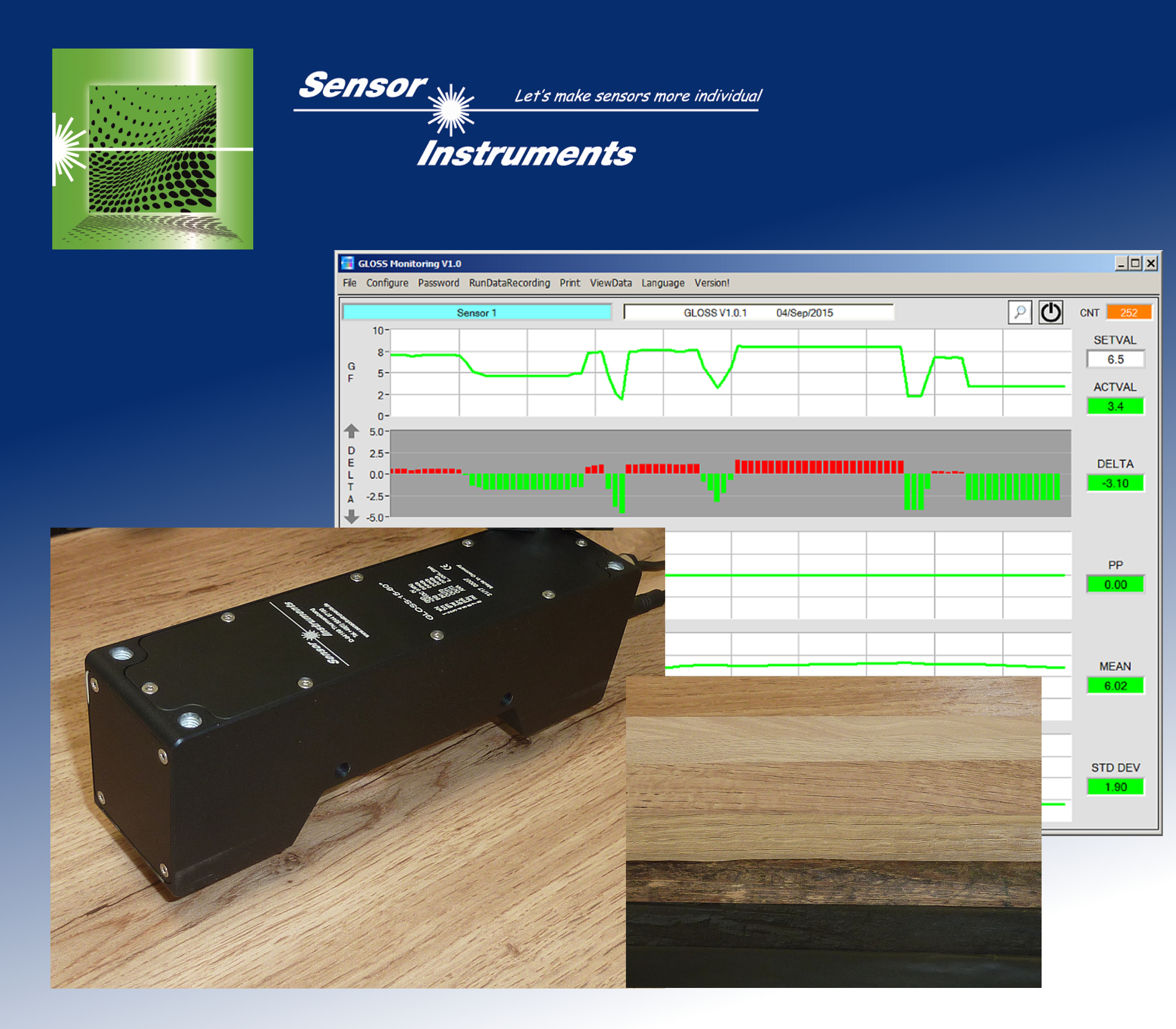
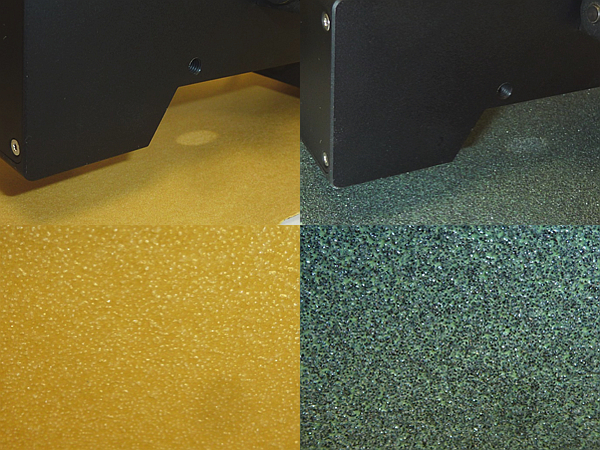
| Наш глаз в первую очередь реагирует на различия в контрасте (следовательно, на различия в блеске), а также на различия в цвете в поле обзора. Если взгляд скользит, например, по свежеуложенному полу, состоящему из отдельных панелей, то даже малейшие отклонения в цвете и блеске отдельных панелей будут заметны наблюдателю. Неудивительно, что производитель делает все возможное, чтобы не допустить отклонения цвета и блеска у отдельных панелей. Если до сих пор для контроля использовались в первую очередь ручные приборы, то есть автономные измерительные устройства, то сейчас в качестве альтернативы предлагаются встроенные приборы. С помощью датчиков блеска серии GLOSS фирмы Sensor Instruments GmbH можно определить степень блеска измеряемой лакированной деревянной поверхности под углом в 20°, 60° и 85° на расстоянии в 20мм, 15мм и 5мм от поверхности (в зависимости от типа датчика: GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85°). ► Пресс-релиз (Word/pdf) |
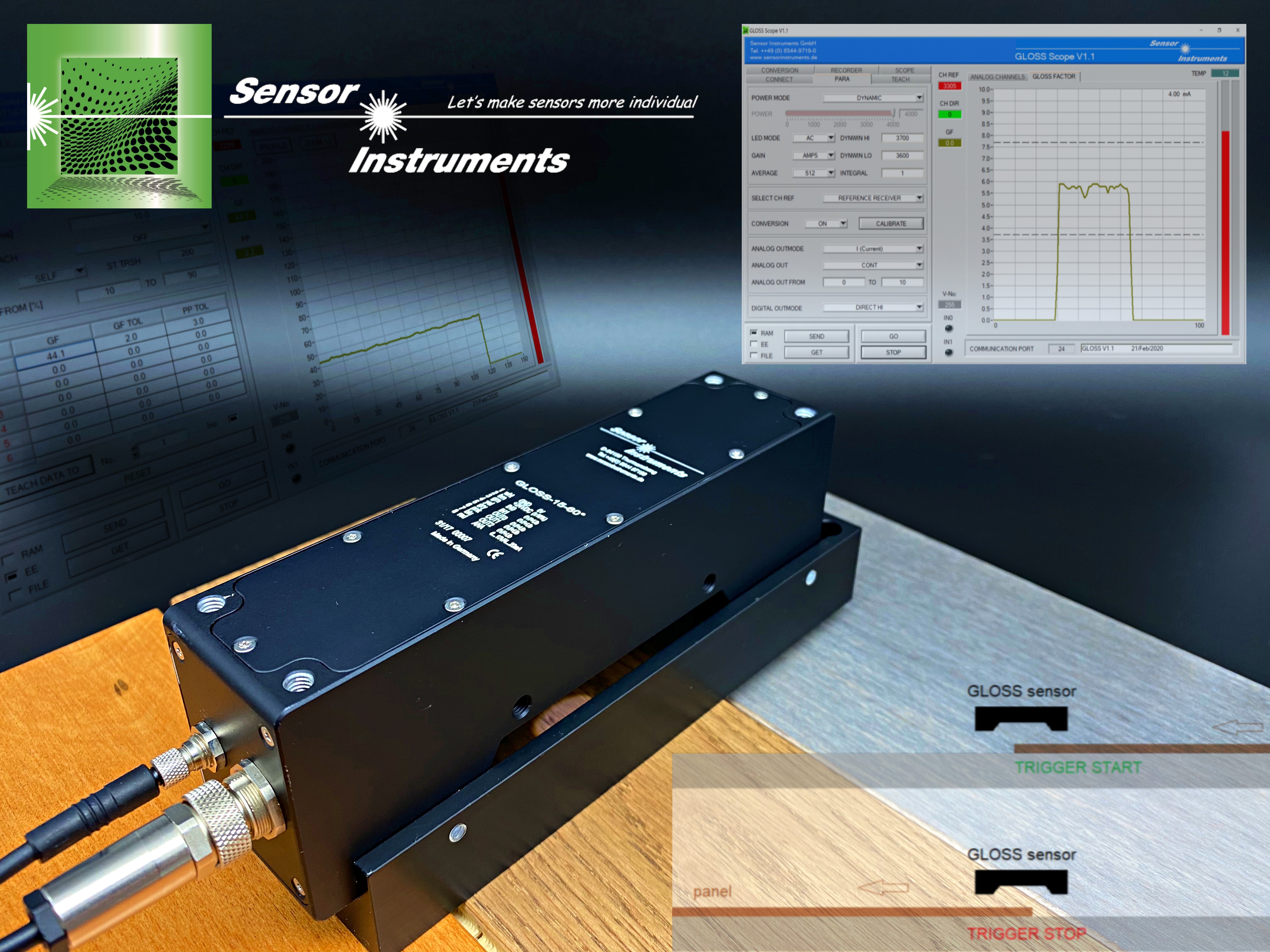 GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85° Серия GLOSS |
16.02.2021
| При окраске текстильных волокон следует, если возможно, уже в начале процесса окраски измерить цветовой тон с помощью встроенных датчиков. Информацию об актуальном цветовом тоне, так называемое действительное значение, следует при этом с помощью ПЛК сравнить с заданным значением цветового тона. Разница между этими обоими значениями указывает на то, сколько краски следует добавить в красильный раствор. Для измерения цвета пряди волокна прекрасно подходит датчик цвета SPECTRO-3-28-45°/0°-MSM-ANA-DL, имеющий 45°-круговое освещение и определяющий цвет по нормали (под углом 0°). Прямого отражения, возникающего, например, во время измерения еще мокрой краски, удастся при этом в большей степени избежать. Расстояние от датчика до цветной пряди составляет обычно 28мм, а зона обнаружения при таком расстоянии имеет диаметр в прим. 10мм. ► Пресс-релиз (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL Серия SPECTRO-3-MSM-ANA |
08.02.2021
| Поношенную одежду различного цвета, транспортируемую на конвейерной ленте, необходимо отсортировать по цвету. При этом, как последовательность, так и расположение предметов одежды на ленте - аккуратно сложенными, в развернутом виде или скомканными - могут быть самыми разными. Кроме того, вещи транспортируются по-отдельности, т.е. между отдельными предметами одежды имеется промежуток, который позволяет взглянуть на каждую обособленную вещь вертикально сверху. Скорость транспортировки конвейерной ленты остается постоянной и составляет прим. 1м/с. Как только цвет очередного предмета одежды будет определен, с установленной задержкой по времени активируются воздуходувные сопла, обеспечивающие загрузку текстильного материала в контейнер с вещами соответственного цвета. В процессе предварительных исследований лучшим для выполнения этой задачи измерения был признан датчик цвета SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG. ► Пресс-релиз (Word/pdf) |
 SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG Серия SPECTRO-3-MSM-DIG |
29.01.2021
| При производстве штампованных изделий во время процесса штамповки важным является точное позиционирование ленты, так как обработка ленты осуществляется в штамповочных автоматах несколькими технологическими операциями. Стальная лента после каждой операции (штамповка - гибка) должна быть точно позиционирована в штампе. Обычно во время хода пресса (0°…180°) с помощью светового барьера с проходящим лучом выдается сообщение о позиции и привязка соответствующей позиции датчика угла поворота во время изменения сигнала светового барьера. В идеале это должен быть одноходовой световой барьер вилочного типа, интегрированный в штамп, что предполагает соответствующую прочность и устойчивость сенсорики к механической вибрации. Световой барьер должен быть также устойчив к маслам для резки и нечувствителен к загрязнениям. Кроме того, высокоскоростные прессы (несколько тысяч ходов/мин) требуют довольно высокой частоты переключений при высокой точности позиционирования. Вилочные оптические датчики серии FIA-L фирмы Sensor Instruments GmbH были разработаны специально для этого применения. Особенно серия FIA-L-RL наряду с высокой нечувствительностью к постороннему свету, устойчивостью к маслам, маленьким лазерным пятном диаметром в 0,2мм, небольшой расходимостью красного лазерного пучка и высокой точностью позиционирования в 5мкм демонстрирует частоту переключений в 25кГц. ► Пресс-релиз (Word/pdf) |
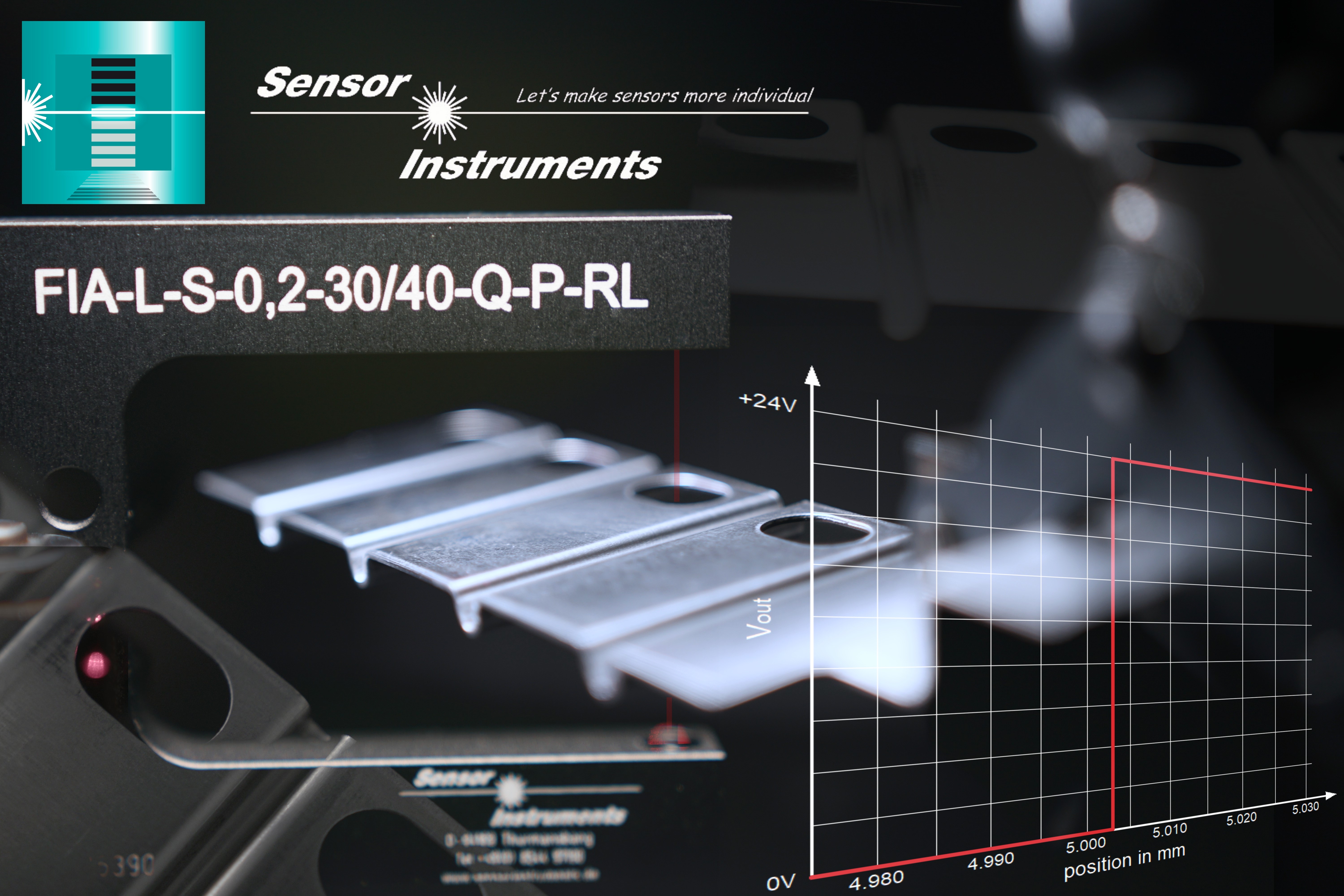 FIA-L-S-0,2-30/40-Q-P-RL Серия FIA-L |
25.01.2021
| Флоат-стекло обязано своей формой, толщиной и свойствами поверхности транспортировке расплавленной стекломассы по поверхности расплавленного олова. Стекломасса плывет по поверхности ванны из расплава олова и формирует при этом гладкую, отвечающую поверхности расплава олова поверхность (оловянная сторона). Для стороны стекла, противоположной ванне из расплава олова (воздушная сторона), с помощью газовой горелки создается определенный температурный профиль, так что стекломасса постепенно остывает и принимает требуемую форму. Для дальнейшей обработки флоат-стекла важно знать, которая сторона оловянная, а которая воздушная. Микроскопические включения олова могут повлиять, например, на электрическое сопротивление стеклянной поверхности (нанесение металлических нитей на заднее стекло автомобиля), а также нанесение других покрытий на поверхность стекла (например, нанопокрытие), поэтому для последующих применений очень важно, на которую из сторон стекла будет нанесено покрытие. УФC-датчик контраста SPECTRO-1-20-UVC-DIL фирмы Sensor Instruments GmbH обеспечивает контроль поверхности стекла применительно к его оловянной и воздушной стороне. ► Пресс-релиз (Word/pdf) |
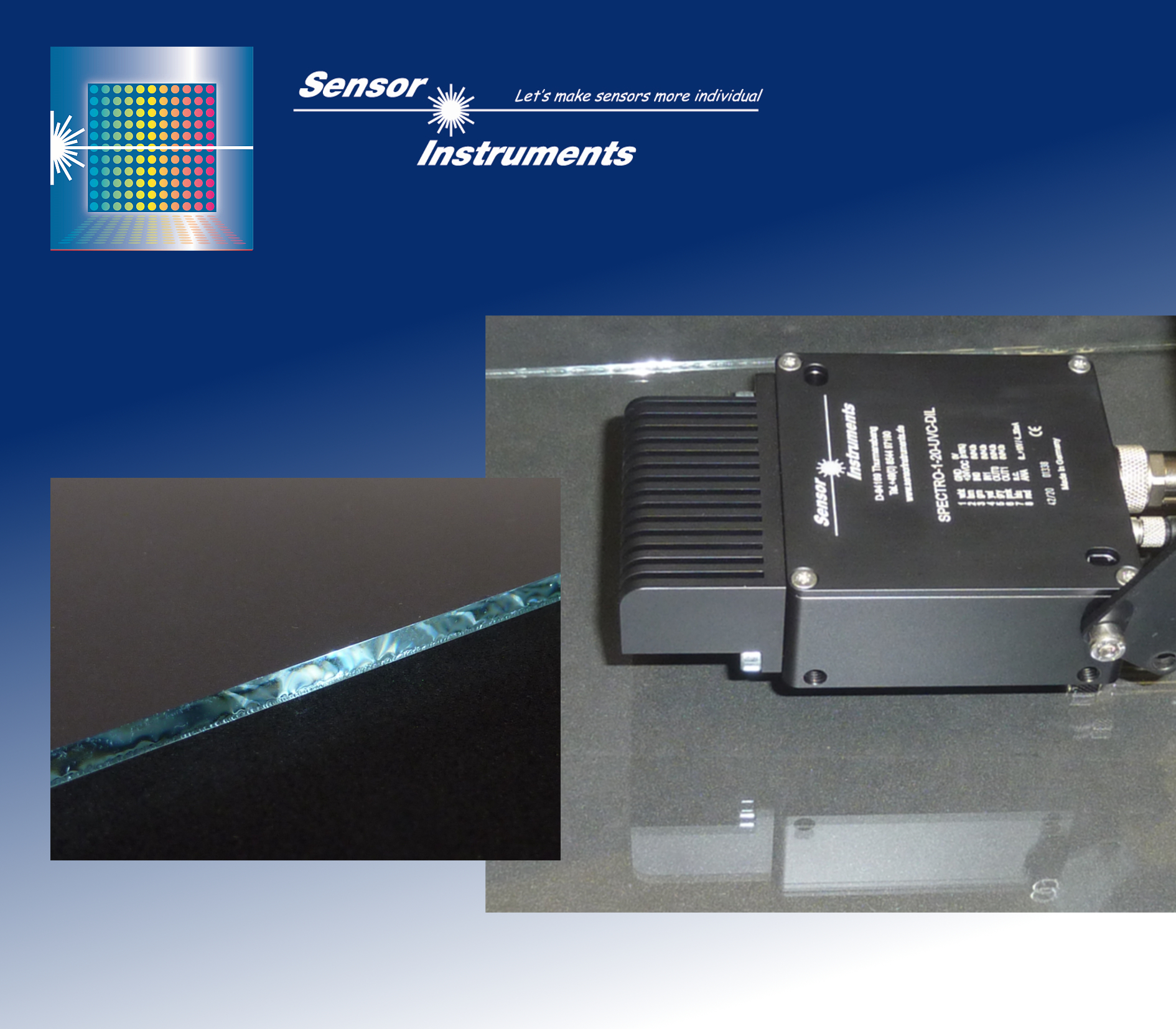 SPECTRO-1-20-UVC-DIL Серия SPECTRO-1 |
21.01.2021 SPECTRO-M-10-MIR/(MIR1+MIR2) - Пресс-релиз #4
| При обработке металлов во время процесса формования обязательно применение масел. Например, нанесенные на металлические ленты штамповочные масла обеспечивают меньший износ инструмента. При операциях резки масла для сверления также незаменимы для защиты сверлильного и фрезерного инструмента. Кроме того, для полуфабрикатов, таких как листовой металл или металлическая фольга, масла служат в качестве защиты от коррозии. После обработки, однако, необходимо по возможности полностью удалить остатки масла с готовых изделий. Этому служат специальные чистящие установки, в которых происходит промывка и обдувка металлических деталей. Для того, чтобы даже во время нанесения масла соблюдались директивы по защите окружающей среды и учитывались экономические аспекты, целесообразно определить количество наносимого масла. В настоящее время определение соответствующего количества масла может проводиться также ВСТРОЕННО. Предлагаются несколько методов измерения, которые подробно описаны в последующих разделах. Мониторинг процесса очистки может выполняться с помощью тех же самых датчиков. Задачей при этом является, надежно обнаружить даже незначительное количество остатков масла, предпочтительно с помощью ВСТРОЕННЫХ датчиков. Особенно токопроводящие элементы, например, медные шины или силовые линии, должны иметь минимальное переходное сопротивление, а пленка остатков масла будет создавать здесь проблему, значительно сокращая энергоэффективность. ► Пресс-релиз (Word/pdf) |
SPECTRO-M-10-MIR/(MIR1+MIR2) Серия SPECTRO-M |
22.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Пресс-релиз #3
| При производстве штампованных и гнутых деталей все чаще используются испаряющиеся штамповочные масла и масла для волочения. Целью при этом является, оставить как можно меньше масла на штампованных и формованных металлических деталях, чтобы при дальнейшей обаботке металлических деталей исключить процесс их очистки. Но сколько же нанесенного масла действительно остается на детали и как долго продолжается испарение масла? На этот вопрос ответят наши датчики серии SPECTRO-M. Для этого мы нанесли по 5 капель масла (5x20мкл) на обезжиренные стальные пластины и распределили масло по поверхности диаметром в 70мм. Толщина масляной пленки в начале измерения составляла прим. 25мкм. Затем датчик SPECTRO-M-10-MIR/(MIR1+MIR2) был установлен на середину масляного пятна и началось измерение: с помощью MIR-датчика мы наблюдаем за двумя окнами измерения; оба находятся в среднем инфракрасном диапазоне (сокращенно MIR-диапазон). При этом следует учесть, что одно из обоих окон диапазонов длин волн реагирует на наличие масла (обозначено здесь CH0), в то время как на второе окно (CH1) масло влияния не оказывает. Благодаря этому изменению соотношений обоих окон измерения при наличии масла можно определить количество масла в пределах зоны обнаружения. ► Пресс-релиз (Word/pdf) |
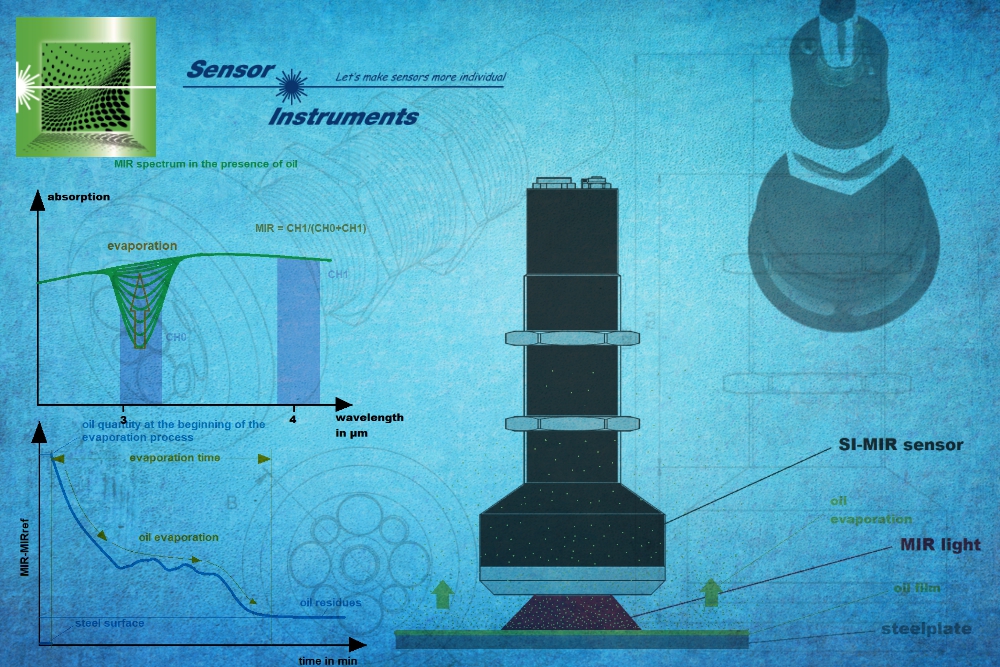 SPECTRO-M-10-MIR/(MIR1+MIR2) Серия SPECTRO-M |
14.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Пресс-релиз #2
| Если, например, необходимо определить толщину слоя равномерно нанесенной на бумагу печатной краски, самым подходящим, наверное, был бы метод измерения веса единицы площади. Масса печатной краски, отнесенная к единице площади, не будет сильно отличаться от массы бумаги толщиной от 0,05м до 0,2мм, отнесенной к единице площади. С помощью весов соответствующей точности можно получить надежный результат. Что происходит, если вместо печатной краски взять масло, а вместо бумаги стальной лист толщиной, напр. 1мм? Метод измерения веса единицы площади здесь не подойдет. Как же все-таки надежно, без излишних сложностей, определить толщину масляной пленки? Здесь следует рассмотреть флуоресцентный метод, при котором для возбуждения флуоресценции используется ультрафиолетовый свет. Вторичная эмиссия происходит при этом в видимой области спектра. Интенсивность флуоресценции является здесь мерилом толщины соответствующей масляной пленки. При этом необходимо учитывать, что сила сигнала (флуоресценция) зависит не только от толщины масляной пленки, но и от сорта используемого масла; поверхность металла, действующая в качестве отражателя, также влияет на величину сигнала. Существуют также масла, эффект флуоресценции у которых полностью или в значительной степени отсутствует и не допускает такого измерения толщины масляной пленки. Если обратиться к среднему диапазону инфракрасного излучения (MIR), то можно заметить, что у уже проверенных масел, практически без исключения, наблюдается значительное поглощение в определенном диапазоне длин волн, в то время как другие диапазоны длин волн не реагируют на наличие масла. Если мысленно выделить эту, чувствительную к маслу, область длин волн из MIR-спектра и сравнить затем этот нормированный режим поглощения с поглощением (наблюдаемым во второй, нейтральной относительно масла, области длин волн), то получается примерно пропорциональная зависимость между толщиной пленки масла и нормированным сигналом. Датчик SPECTRO-M-10-MIR/(MIR1+MIR2) имеет как раз указанное окно длин волн. ► Пресс-релиз (Word/pdf) |
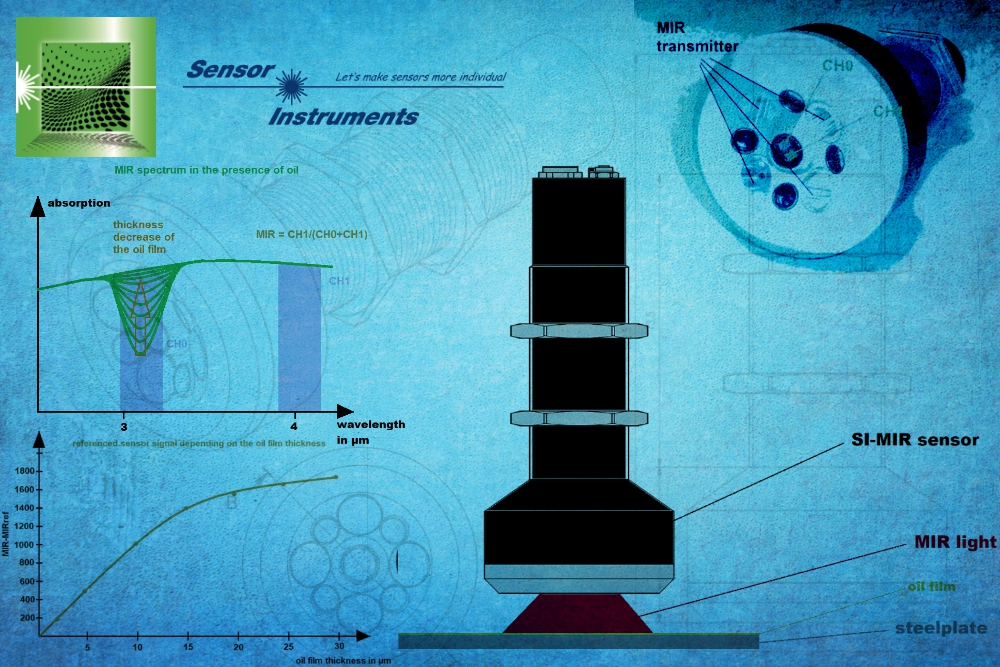 SPECTRO-M-10-MIR/(MIR1+MIR2) Серия SPECTRO-M |
02.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Пресс-релиз #1
| Натяжение растет! Пользователям чистящих установок для очистки металлических, например, штампованных деталей, знакомо чувство ожидания результата промывки: превысило ли натяжение – имеется в виду поверхностное натяжение – порог в 38мН/м или оно достигает целых 44мН/м? На практике металлическая деталь считается обезжиренной, если эти значения (в зависимости от применения действительно одно из этих значений) были превышены. До сих пор для определения поверхностного натяжения использовались тестовые чернила. Существуют чернила с различными значениями поверхностного натяжения, начиная, как правило, с 30мН/м до 50мН/м с интервалами в 2мН/м (30мН/м, 32мН/м, …, 48мН/м, 50мН/м). Если чернила после нанесения на металлической поверхности не собираются в капли, то поверхностное натяжение металлической детали выше указанного на чернилах значения. Если же чернила на металлической поверхности образуют капли, то поверхностное натяжение металлической детали ниже указанного на чернилах значения. Таким образом поверхностное натяжение может измеряться с точностью в прим. 2мН/м. Что говорит поверхностное натяжение о состоянии соответствующей металлической поверхности? Обезжиренные металлические поверхности имеют поверхностное натяжение выше 50мН/м (определенное с помощью тестовых чернил). Если же металлическая поверхность покрыта пленкой масла (например, из-за покрытия полос металла маслом перед штамповкой), то поверхностное натяжение может опуститься ниже 30мН/м (в зависимости от толщины пленки). С помощью тестовых чернил можно, таким образом, определить, покрыта ли металлическая поверхность пленкой масла или уже обезжирена или освобождена от масла. Данным методом можно определить толщину масляной пленки даже менее чем 1мкм. Эксперименты с различными маслами показали, что почти все масла демонстрируют селективное поглощение в среднем инфракрасном диапазоне (MIR). Если использовать это свойство, можно путем сравнения двух MIR-диапазонов длин волн (один из диапазонов является нейтральным, т.е. это диапазон длин волн, в котором не происходит заметного поглощения, вызванного маслом) после соответствующей калибровки измерительной системы SPECTRO-M-10-MIR/(MIR1+MIR2) сначала заняться толщиной масляной пленки, а затем установить соответствующее значение поверхностного натяжения. ► Пресс-релиз (Word/pdf) |
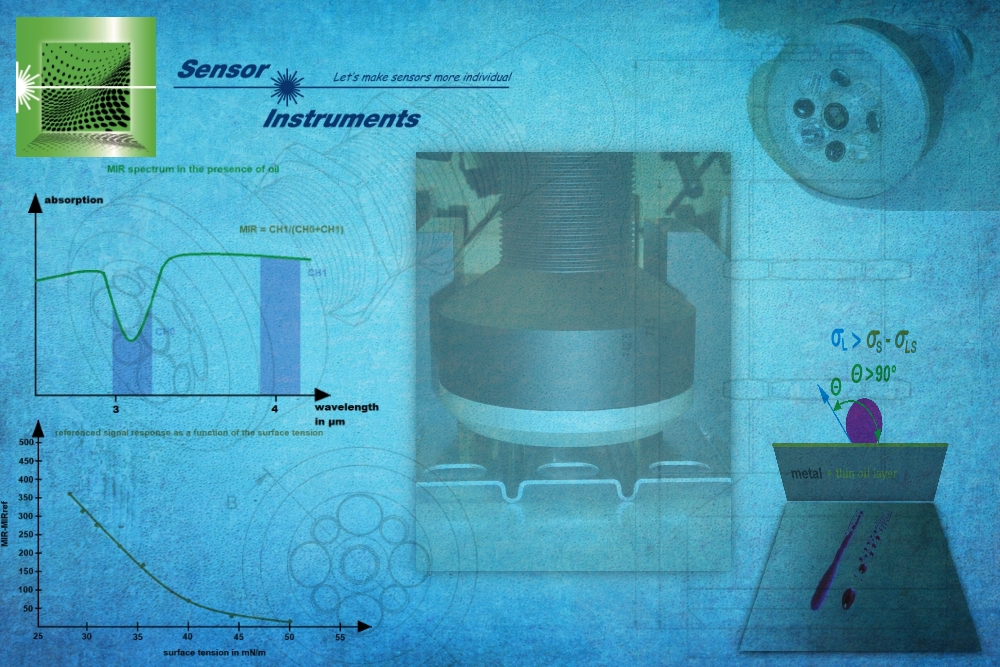 SPECTRO-M-10-MIR/(MIR1+MIR2) Серия SPECTRO-M |
26.10.2020
| Победа полимерных рециклатов. Это было непросто! После долгих лет прозябания по сравнению с так называемыми исходными материалами, полимерные рециклаты начинают наконец свое успешное шествие. Причин для этого несколько. Если изначально использование рециклированных полимерных материалов из-за их сложной технической обработки считались нерентабельным, то, благодаря современным улучшенным технологиям, стало возможным повышение их качества с одновременным снижением затрат на обработку. Несмотря на это, рециклаты не смогли бы совершить такой прорыв, если бы Европейский Союз в последние годы не сумел создать правовую базу для рационального использования полимерных материалов. Так например, Директива ЕС устанавливает минимальный объем использованных рециклатов при производстве пластиковых бутылок. Несмотря на улучшенные свойства, пластиковые рециклаты не достигают еще качества первичного сырья, например, актуальными остаются отклонения от заданного цвета. Для получения требуемого цветового оттенка производимого продукта требуется точное добавление исходного материала. Чтобы определить точное количество добавляемого материала необходимо измерить цвет пластикового рециклата. Измерение цвета осуществляется ВСТРОЕННО, из-за высокой окружающей температуры система измерения цвета выполнена в виде системы световодов (KL-D-0°/45°-85-1200-A3.0-VIS) и работает по принципу измерения цвета 0°/45°. При размере светового пятна белого света диаметром в 25мм оптически может определяться средняя величина для большого количества гранул, так что с помощью присоединенного к насадке световода устройства анализа данных SPECTRO-3-FIO-MSM-ANA-DL можно точно определить цвет (L*a*b* или xyY). При этом характеристики цвета передаются на управление дозатора и, в зависимости от отклонения цвета от заданного значения, осуществляется добавление исходного материала. ► Пресс-релиз (Word/pdf) |
SPECTRO-3-FIO-MSM-ANA-DL + KL-D-0°/45°-85-1200-A3.0-VIS Серия SPECTRO-3-MSM-ANA |
31.07.2020
| Измерение толщины тонких и прозрачных пластиковых пленок Особенно при растягивающейся пленке очень важно определять ее толщину после производства (или после растягивания). Система измерения SPECTRO-MIR-10 является устройством для быстрого, точного и нечувствительного к окружающему свету измерения, как в линии, так и автономно. С помощью программы Windows®-Software SPECTRO MIR Scope V1.0 можно настроить измерительную систему на соответствующий вид пленки. Наряду с ПО для параметризации здесь предлагается также ПО для мониторинга SPECTRO MIR Monitoring V1.0, при помощи которого данные измерений могут сохраняться или представляться в графической и цифровой форме, в том числе и в развитии. ► Пресс-релиз (Word/pdf) |
 SPECTRO-MIR-10 Серия SPECTRO-MIR |
30.06.2020
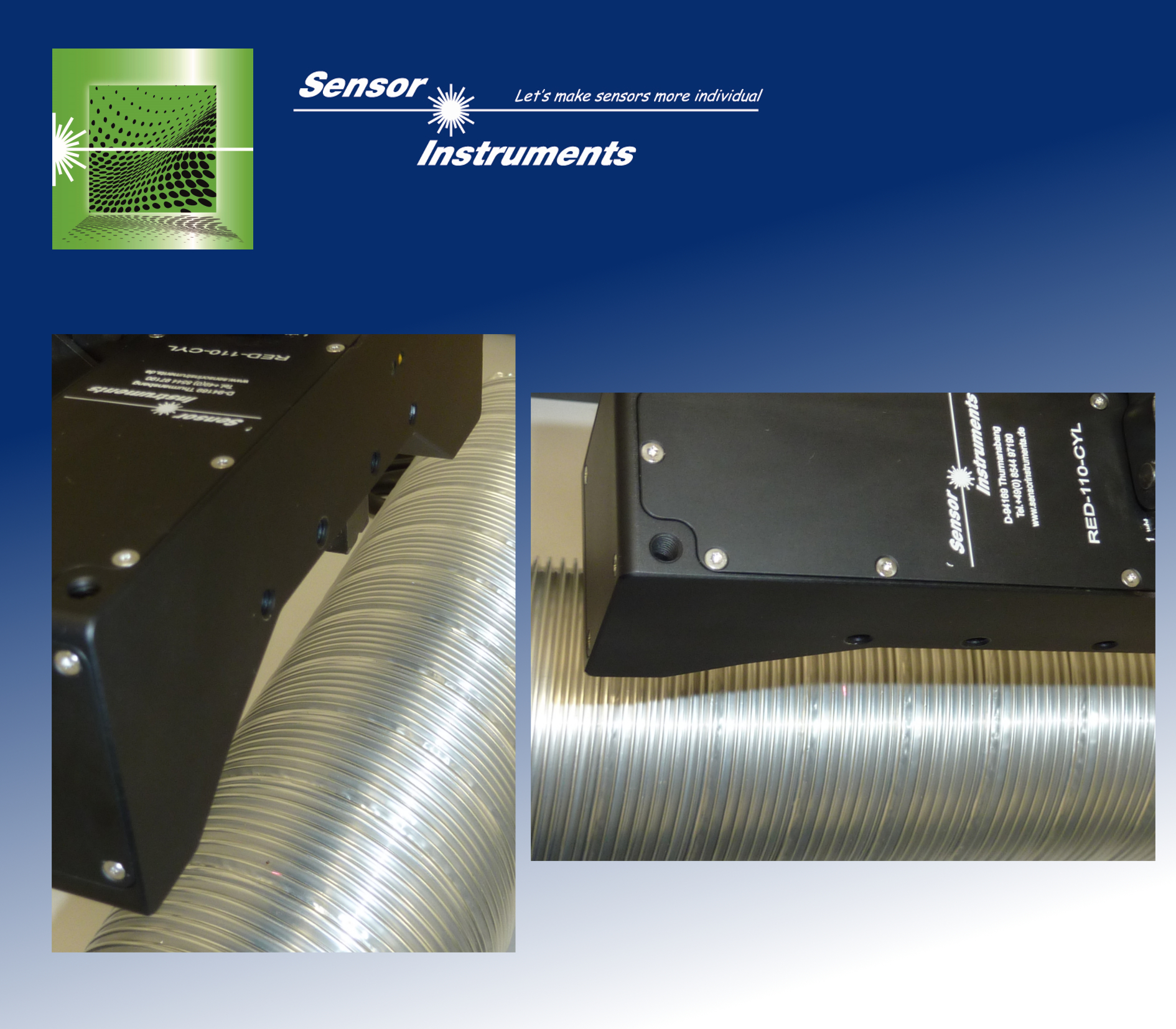
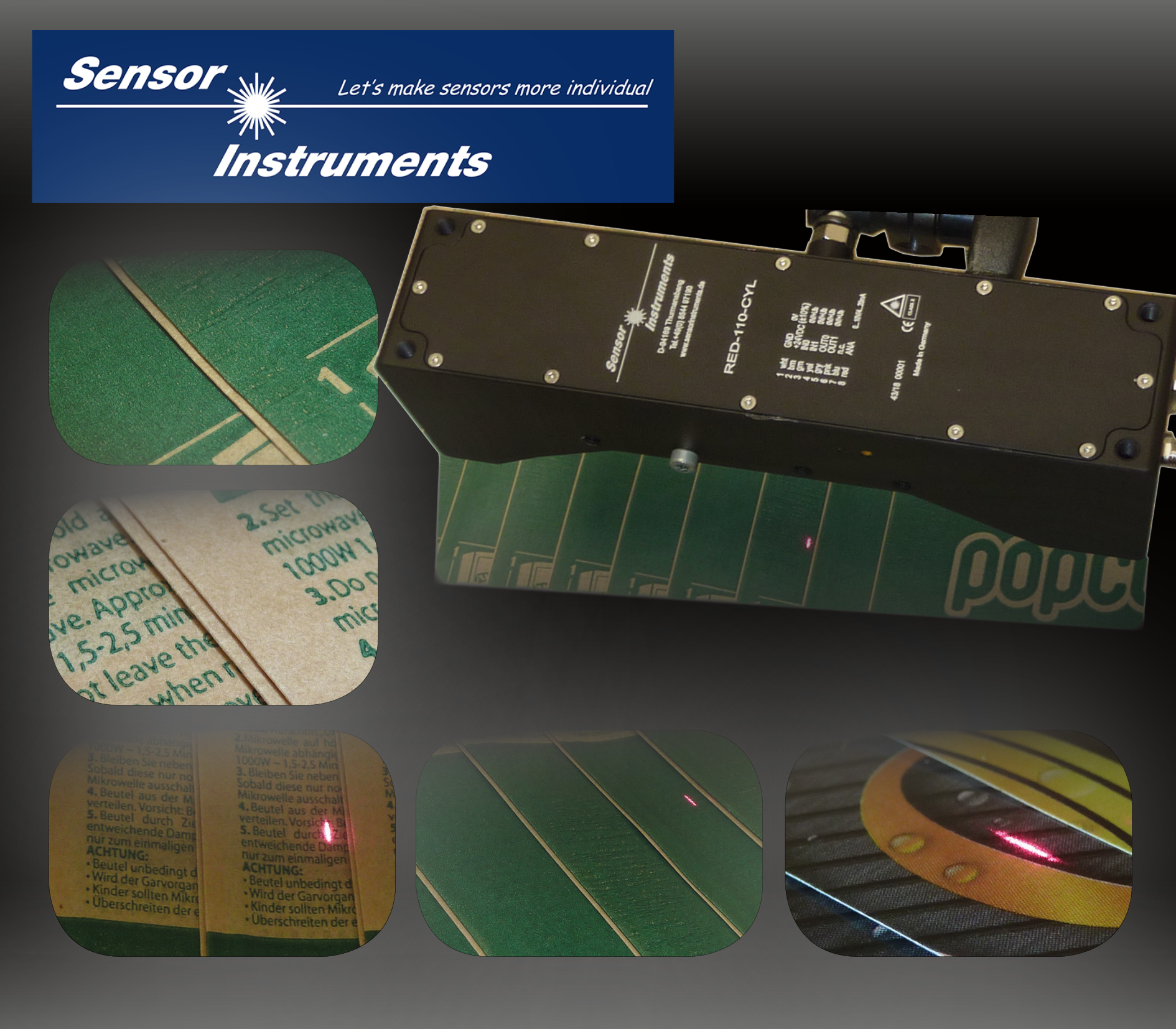
| Дорогие производители винилового покрытия для пола, не волнуйтесь, мы найдем зазор! У датчиков серии RED для обнаружения зазора, который является расстоянием между двумя напольными плитками, лучше всего подходят RED-50-L и RED-110-L. С их помощью можно распознавать зазоры глубиной и шириной прим. 0,05мм. Программа лазерного детектора для обнаружения края обеспечивает приспосабливаемость к любой поверхности: от темной до светлой и от матовой до блестящей. С максимальной частотой сканирования в тип. 85кГц датчик прекрасно подходит для быстрой обработки объектов. ► Пресс-релиз (Word/pdf) |
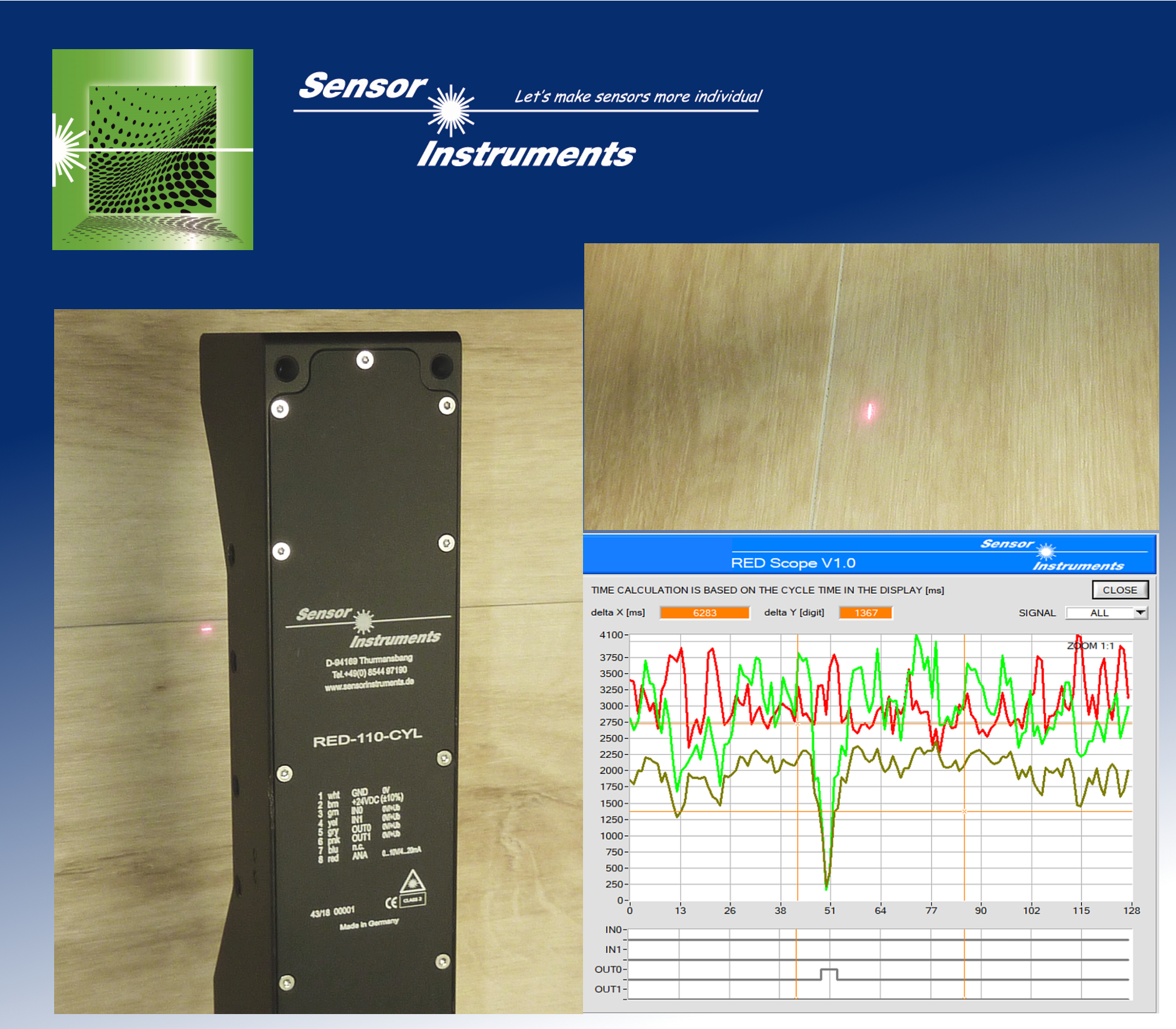 RED-110-L Серия RED |
22.06.2020
| После лакировки металлических пластин наряду с цветом измеряется и степень их блеска. Чтобы быстро реагировать на возможные отклонения степени блеска от заданного значения, измерение блеска осуществляется встроенными датчиками по возможности вблизи и сразу же после процесса лакирования. При этом используются датчики блеска серии GLOSS (GLOSS-15-60°), с помощью которых можно измерить степень блеска на расстоянии 15мм от объекта. ► Пресс-релиз (Word/pdf) |
 GLOSS-15-60° Серия GLOSS |
09.06.2020
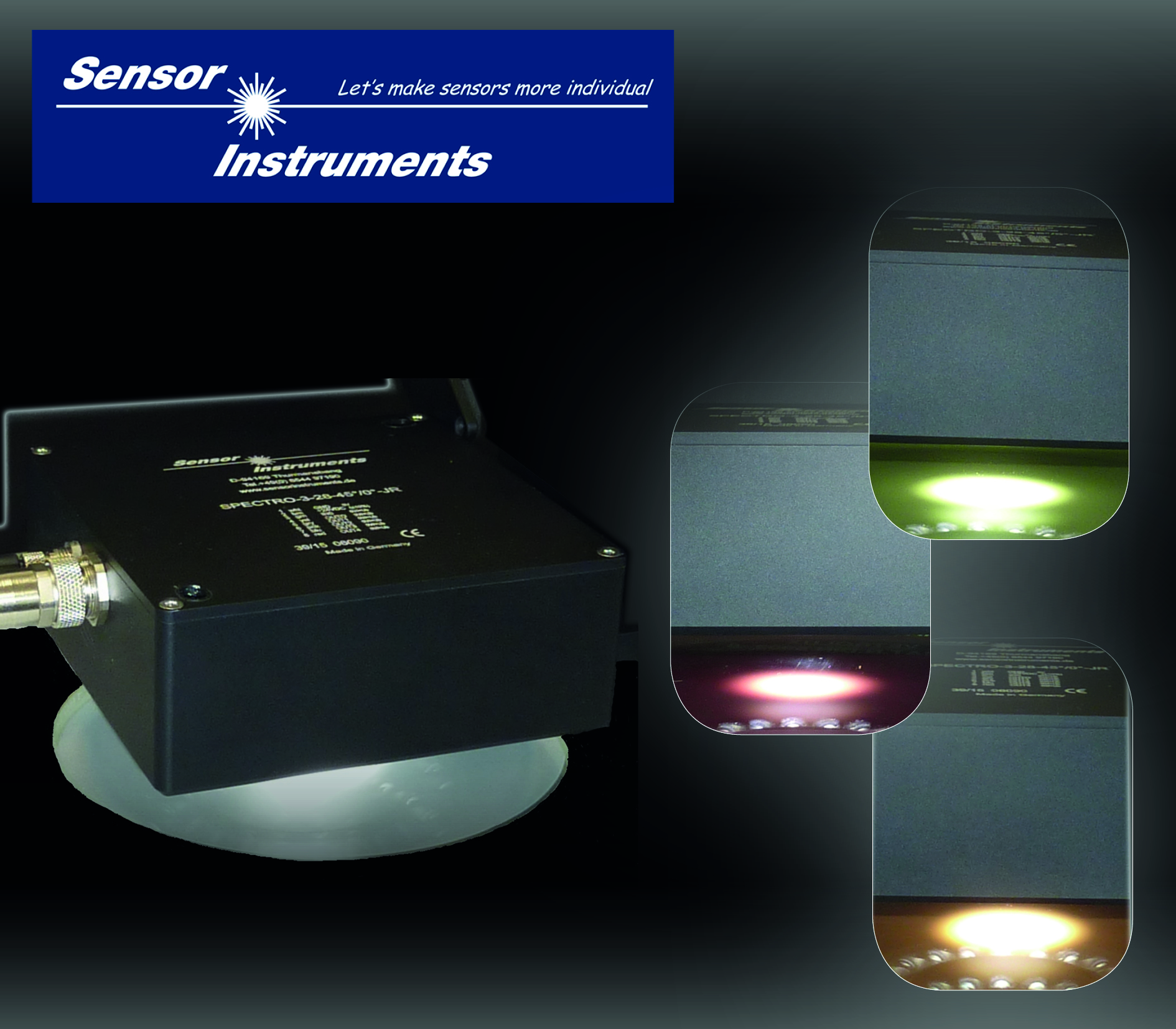
| Следует измерить цвет металлических пластин сразу же после лакирования. Необходимо учитывать, что имеются как очень блестящие, так и очень матовые поверхности и значение цвета должно определяться независимо от степени блеска. Также измерение должно проводиться встроенными датчиками, чтобы можно было обеспечить 100%-й контроль и максимально быстро устранить возможные отклонения цвета. В качестве датчика цвета мы рекомендуем использовать датчик серии SPECTRO-3, работающий по 45°/0°-методу (SPECTRO-3-28-45°/0°-MSM-ANA-DL). ► Пресс-релиз (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL Серия SPECTRO-3-MSM-ANA |
26.05.2020
| Наряду с пластиковой пленкой в сферах производства мебели и напольного покрытия все чаще применяется пленка на бумажной основе. Уже имеется декоративная бумага напр. для кухни, мебели и ламинированного пола. При производстве любой декоративной пленки, как на пластиковой, так и на бумажной основе, необходимо уже в процессе изготовления обеспечить неизменное качество и бриллиантную поверхность. Важную помощь при этом могут оказать встроенные датчики блеска GLOSS-15-60°, с помощью которых можно непрерывно измерять степень блеска декоративной пленки. ► Пресс-релиз (Word/pdf) |
 GLOSS-15-60° Серия GLOSS |
14.05.2020
| В качестве последнего шага при производстве радиальных и осевых вентиляторов осуществляется контроль правильного изменения частоты в зависимости от приложенного к вентилятору DC-напряжения. Простейшим способом измерения частоты является при этом измерение с помощью работающего в качестве светового барьера оптического датчика (например, D-LAS2-d1.0-T + D-LAS2-Q-d1.0-R-HS, с частотрй переключения в тип. 300кГц). Однако, у определенной версии вентиляторов при тестировании подход к лопастям вентилятора возможен только с одной стороны, поэтому в качестве альтернативы приходится обращаться к датчикам отраженного света. При этом хорошие результаты показывают детекторы края серии RED (RED-50-L или RED-110-L). ► Пресс-релиз (Word/pdf) |
 RED-50-L, RED-110-L Серия RED |
07.05.2020
| Для улучшения сортировки пластмасс и, тем самым, для увеличения доли их вторичного использования существуют различные проекты и технические подходы. Одни из этих методов используют возможности ближнего ИК-диапазона (NIR) для распознавания основных материалов пластмасс, другие используют нанесение кода для сортировки и отслеживания пластиковой упаковки. Компании Sensor Instruments и GABRIEL-CHEMIE разработали новую технологию для снабжения полимерных материалов и изделий из них интергрированной прямо в материале и пригодной для машинного считывания сигнатурой. ► Пресс-релиз (Word/pdf) |
 маркировку и однозначную аутентификацию пластмассовых изделий Taggant Technology TAGTEC |
07.04.2020
| При производстве алюминиевых гибких труб гораздо важнее измеренной длины трубы является число их складок, так как фактическая длина трубы не может быть достаточно точно определена, вследствие „гофрирования“ материала. При этом, для счета складок может использоваться детектор края серии RED (напр. RED-50-L или RED-110-L). Алюминиевая гибкая труба во время счета краев перемещается вдоль лазерного датчика. Датчик выдает при этом один цифровой выходной сигнал для каждого края. ► Пресс-релиз (Word/pdf) |
 RED-50-L, RED-110-L Серия RED |
23.03.2020
| Необходимо измерить частоту роторов турбокомпрессоров. Частота вращения при этом может достигать 300.000 оборотов в минуту. Роторы компрессора имеют обычно 10 лопастей, а материалом является фрезерованный алюминий. Если попытаться оптически определить частоту роторов компрессора, следует учитывать, что каждая лопасть вызывает смену сигнала – таким образом, в минуту следует ожидать 3.000.000 процессов переключения, что означает частоту в прим. 50кГц (в расчете на лопасти). Даже детектор края типа RED-50-P или RED-110-P с его максимальной частотой сканирования в тип. 100кГц здесь должен будет хорошо „попотеть“. ► Пресс-релиз (Word/pdf) |
.jpg) RED-50-P, RED-110-P Серия RED |
09.03.2020
| Во время производства шлифовальной бумаги зернистость, т.е. величина зерен абразивных материалов (например, окиси алюминия или карбида кремния) должна оставаться в пределах допустимого диапазона. Лабораторный анализ показал, что степень блеска поверхности шлифовальной бумаги зависит от ее зернистости: чем меньше величина зерен, тем выше степень ее блеска. ► Пресс-релиз (Word/pdf) |
 GLOSS-5-85°, GLOSS-15-60° Серия GLOSS |
| Пластиковая проволока различной толщины, цвета, формы и качества поверхности находит широкое применение в самых различных областях. Например, теннисные ракетки изготовляются с использованием моноволокна из полиэстера, треугольный профиль струн ракетки создает при этом дополнительное вращение; при использовании моноволокна для производства больших пластиковых мешков, так называемых Биг Бэг, применяется в основном плоский ленточный материал. В процессе производства бумаги в мокрой зоне используются конвейерные ленты, изготовленные из круглого полимерного моноволокна, а у пластиковой проволоки зубных щеток к полимеру добавляется абразивный материал. В последнее время полимерное моноволокно находит применение даже в трехмерных принетрах. Здесь также используется круглая проволока различных диаметров. Наряду с формой, при всех этих применениях, решающим является постоянство цвета, так как отклонения цвета истолковываются часто как изменения качества полимерного материала. Особенно у тканых продуктов, таких как полимерная сетка, Биг Бэг, а также теннисные ракетки человеческий глаз способен различить даже слабые цветовые оттенки (обычно начиная с цветового различия в dE=1). Поэтому производителю желательно и целесообразно контролировать цвет моноволокна уже во время производства, то есть в линии. Размер объекта, форма и блеск полимерных нитей до сих пор усложняли использование встроенных устройств для измерения цвета, так как при контроле необходимо надежно распознавать цветовое различие в > dE = 0.7. ► Пресс-релиз (Word/pdf) |
 SPECTRO-3-12-DIG-MSM-ANA-DL Серия SPECTRO-3-MSM-ANA |
| При производстве кабеля и проводов высокого напряжения проводится скручивание отдельных изолированных жил или алюминиевой проволоки. На практике этот процесс осуществляется крутильными машинами. При этом отдельные жилы или проволоки укладываются повивами вокруг центральной жилы или проволоки. При контроле за обрывом жил или проволок только центральная жила или центральная проволока могут контролироваться относительно просто с помощью подходящего лазерного оптического датчика, работающего как световой барьер в режиме проходящего света. онтроль наружных жил или наружной проволоки может быть реализован с помощью соответственно настроенного детектора края серии RED (RED-110-P-F60). ► Пресс-релиз (Word/pdf) |
 RED-110-P-F60 Серия RED |
| В технике как и в жизни: не всегда абсолютно все идет или под гору или в гору. Чаще всего после „вниз“ снова следует „вверх“, так же как и у краев: обычно за нисходящим краем следует восходящий край. Датчики RED-60-CLS-L и RED-60-CLS-P из серии детекторов края предназначены для обнаружения восходящего и нисходящего края. ► Пресс-релиз (Word/pdf) |
RED-60-CLS-L, RED-60-CLS-P Серия RED |
07.11.2019
| Светопровод
Все больше и больше салонов автомобилей снабжаются светопроводом. Неоновую подсветку можно найти уже в дверной панели, приборной панели, центральной консоли и потолке. Свет от светопровода поступает в салон автомобиля сквозь полупрозрачную плоскую ленту. Неоднородность светопровода может повлиять на рассеяние выводимого светового потока, для наблюдателя в салоне автомобиля во время езды в темноте это воспринималось бы как светлое пятно или как темное пятно вдоль светящейся полосы и мешало бы. ► Пресс-релиз (Word/pdf) |
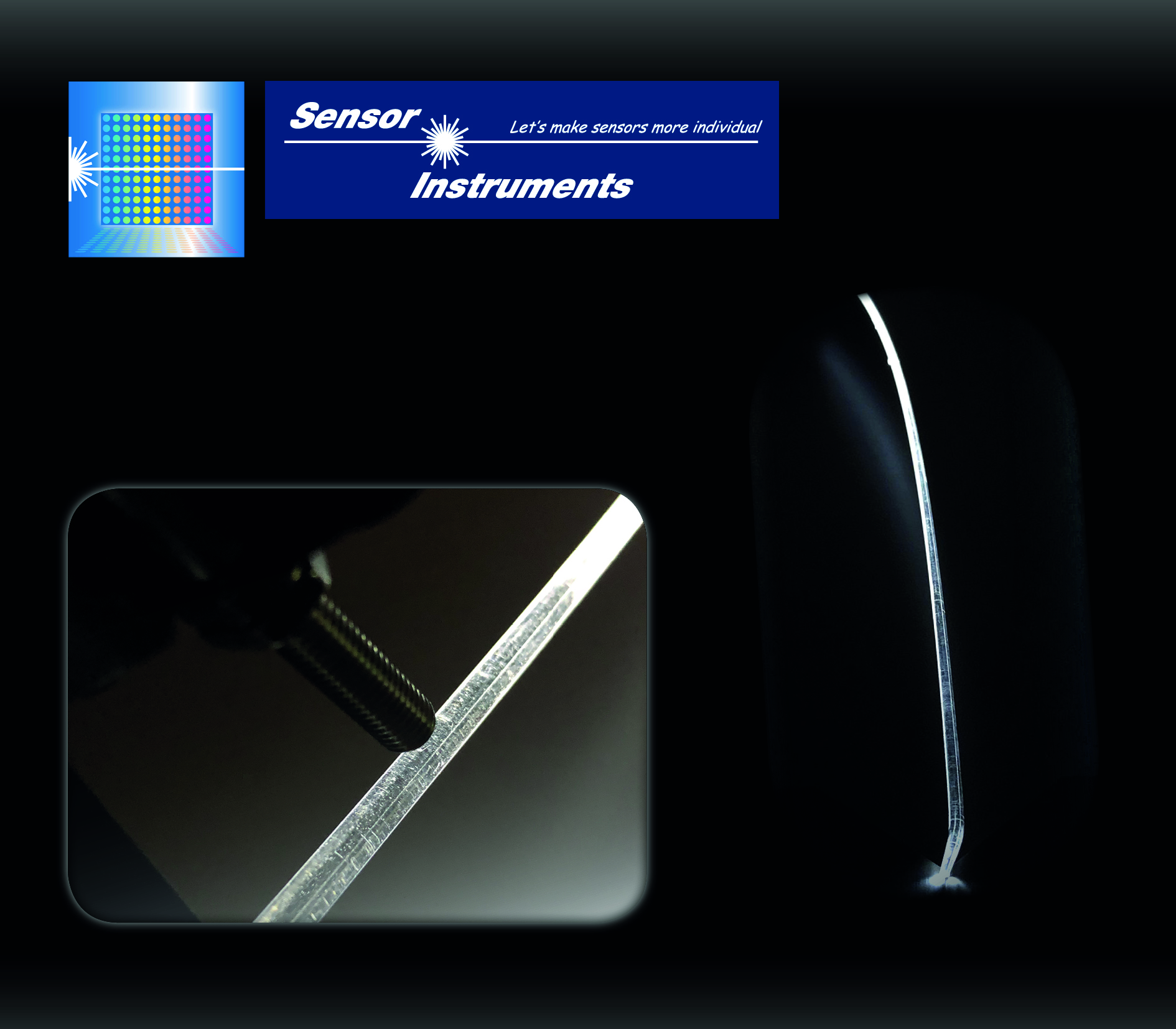 SPECTRO-3-FIO-ANA-LEDCON-HA Серия SPECTRO-3-ANA |
14.10.2019
| Встроенные детекторы предлагают новый вид маркировки компонентов
В ходе глобальной дигитализации промышленного производства и отдельных процессов (ключевое слово: Industrie 4.0/четвертая промышленная революция) новый вид маркировки производимых компонентов предлагает непредставимые до сих пор возможности. С помощью индивидуальной маркировки (произвольное распределение флуоресцирующих частиц на поверхности объекта или в его матрице) генерируется виртуальный код, с помощью которого можно загрузить основные данные продукта напр. на сервер (или на Cloud). ► Пресс-релиз (Word/pdf) |
 LUMI-STAR-MOBILE и LUMI-STAR-INLINE Серия LUMI |
29.04.2019
| Ручные приборы для регистрации степени блеска успешно применяются в промышленности уже на протяжении многих лет. В качестве стандартных углов обзора используются в первую очередь три угла: 20°, 60° и 85°, измеренные относительно вертикальной оси. Исключением является бумажная промышленность, здесь преимущественно используется угол обзора в 45°, а также в 75°. Для определения степени блеска используется прямое отражение на проверяемой поверхности объекта..
|
 Встроенные приборы для измерения блеска Серия GLOSS |
22.03.2019
| 95% плоского стекла заводского изготовления производятся сегодня флоат-методом. При этом методе стеклянный расплав непрерывно подается в баню из жидкого олова. Cтеклянный расплав, благодаря его более низкой плотности, течет по ровной поверхности олова и образует на длинной оловянной ванне плавающую ленту равной толщины с идеально гладкой поверхностью.
Стекло со стороны расплавленного олова в незначительной степени загрязнено частицами олова, что влияет на последующую обработку флоат-стекла, напр. нанесение покрытия на поверхность стекла. При дальнейшей обработке флоат-стекла важно отличать загрязненную оловянной баней поверхность от так наз. огневой стороны (огневая полировка, во время производства флоат-методом противоположная оловянному расплаву сторона стекла нагревается). |
 датчик контраста SPECTRO-1-FIO-UVC/UVC |
20.02.2019
| Чтобы добиться нужной пропускной способности при производстве масляных и воздушных фильтров для автомобильной промышленности, фильтрующий материал складывается, обеспечивая тем самым большую фильтрующую поверхность на малом пространстве. При этом, в зависимости от типа фильтра, число и глубина складок бывают разными..
|
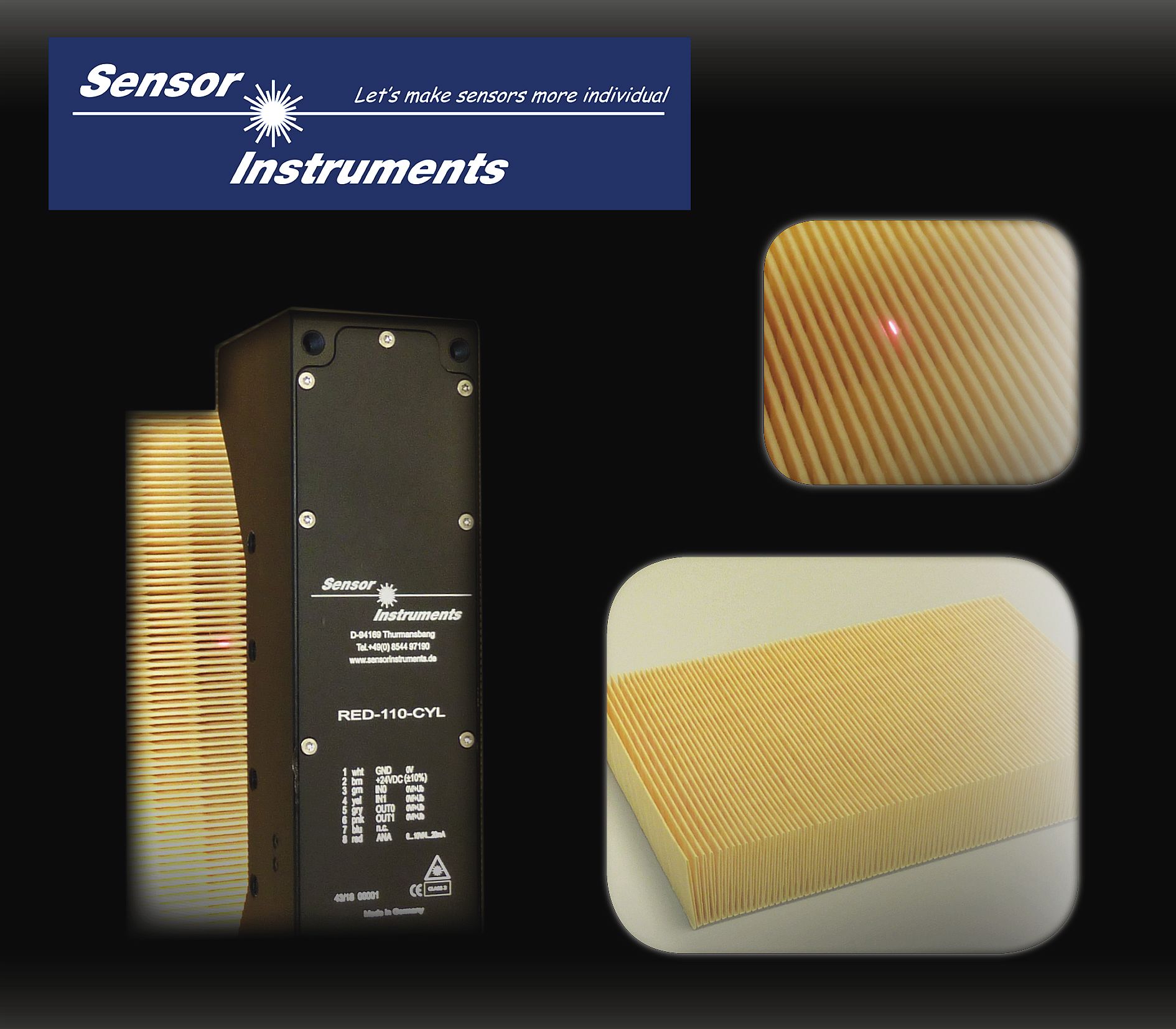 |
| Лазерный детектор края RED-110-L |
07.02.2019
| При обнаружении сварных швов сначала, скорее всего, думают о датчиках контраста или цвета, так как сварной шов оптически значительно отличается от основной поверхности продукта. Опыт показывает, однако, что этот метод требует частого дополнительного регулирования и параметрирования.
|
 |
| Лазерный детектор края RED-110-L |
Если до сих пор было достаточно, в качестве производителя датчиков, предлагать устройства с дискретными выходами, а также одним аналоговым выходом по напряжению от 0В до +10В и одним аналоговым выходом по току от 4mA до 20mA, то в обозримом будущем связь между датчиками и программным управлением (ПЛК) будет осуществляться в основном через цифровой последовательный интерфейс с соответственно высокой скоростью передачи данных. То есть будущее за так называемым промышленным Ethernet.
|
 |
| RS232 / PROFINET® - а также RS232 / EtherCAT® - конвертеры |
21.01.2019
| Особенно при обнаружении и счете штабелированных, прозрачных объектов, таких как пластиковые стаканчики или крышки, прежние детекторы достигли пределов своих возможностей. Однако, как раз при упаковке очень важно, чтобы число упакованных объектов было точным. Помочь здесь может серия RED (при этом применении используется RED-110-L).
|
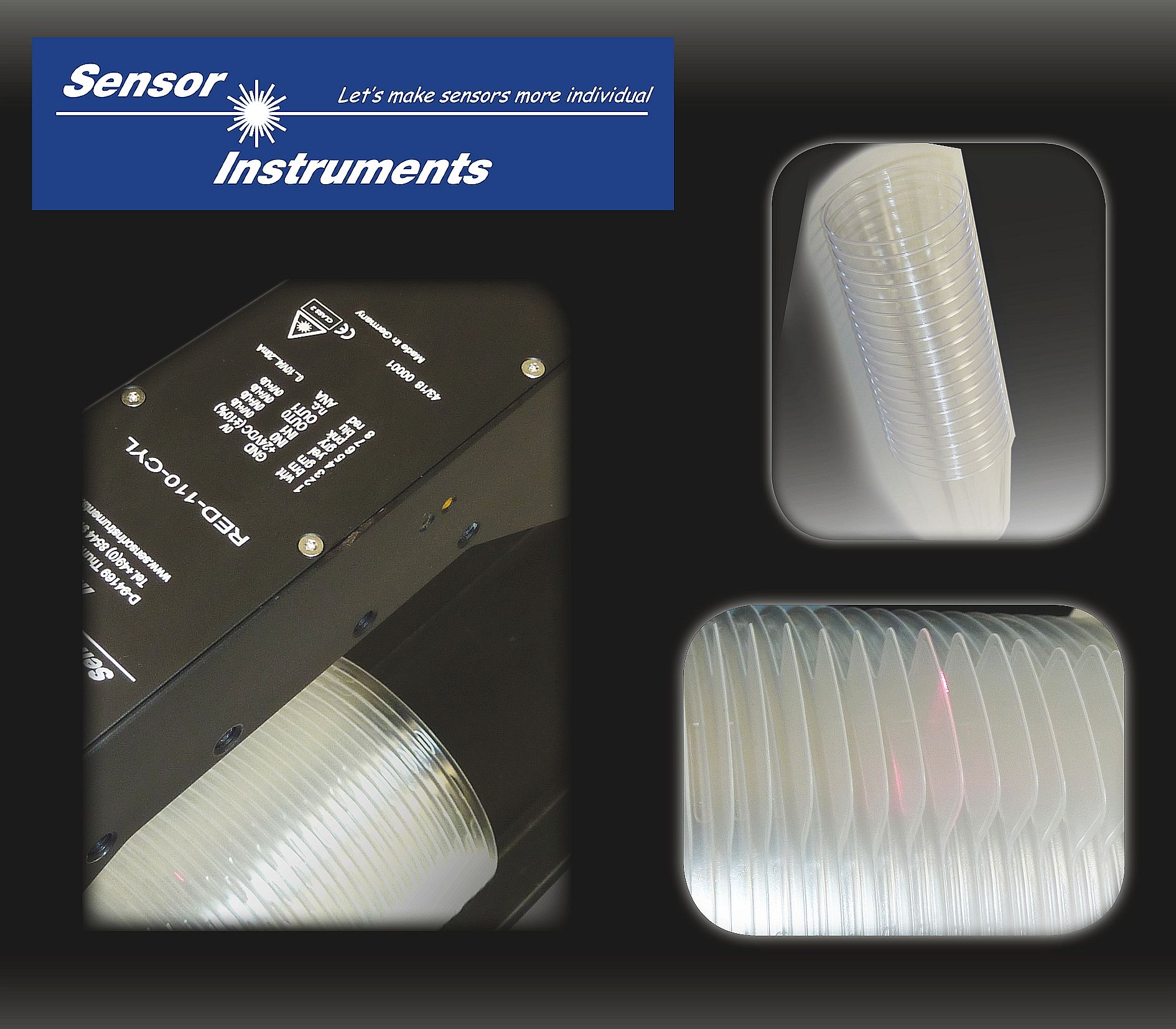 |
| Лазерный детектор края RED-110-L |
26.11.2018
| Сначала все казалось понятно, снова задача измерения, которую мы с нашим датчиком серии GLOSS легко и быстро решим. То, что мы к этому моменту узнали от нашего клиента, указывало на измерение степени блеска, вопрос с самого начала был один - под каким углом следует проводить измерения: 20°, 60° или может 85° к вертикали?
|
 |
| датчик блеска GLAST-85-30°/30°-DIF-1.0/1.0 |
19.11.2018
|
При упаковке картонажа, журналов или отдельных листов в одном пакете должно быть определенное число экземпляров. Материал при этом многократно транспортируется в виде каскада, перед тем как - в случае с журналами, газетами или рекламными проспектами - быть упакованным с помощью стеккера. Каскад при этом, в зависимости от толщины экземпляра, а также от скорости транспортировки (до 10м/с), может быть различной высоты. ► Пресс-релиз |
 |
| Лазерный детектор края RED-110-L |
19.11.2018
| Для форсунок ветрового стекла в последние годы было много что сделано. Сейчас производятся веерное и точечное распыление. Равномерное распыление тумана на предусмотренный угловой диапазон при плоскоструйных веерных форсунках точно обеспечивается, также как и точечное распыление на передние камеры с помощью направленного, не дивергентного, точечного распылителя. ► Пресс-релиз |
|
| Лазерные линейные датчики проходящего светаr L-LAS-TB-100-AL-SC |
09.11.2018
До сих пор контроль цвета при производстве лака проводился в основном в лаборатории. Для этого нужно было взять пробу лака и проверить ее в сухом состоянии, в виде тонкой лаковой пленки, на ее цвет. Этот процесс требует, конечно, определенного времени, времени на протяжении которого производство лака, при определенных условиях, может осуществляться вне допустимых значений и, поэтому, будет затем изменено с большими затратами времени и средств. ► Пресс-релиз |
 |
| датчика цвета SPECTRO-3-28-45°/0°-MSM-ANA-DL |
22.10.2018
До сих пор счет прозрачных, уложенных в штабель, пластиковых крышек, используемых напр. в упаковочной промышленности, доставлял проблемы, так как во-первых края отдельных крышек не всегда точно выровнены, а во-вторых как раз при прозрачных объектах счетчики экземпляров, работающие по принципу отраженного света, не выдают при счете надежных результатов.
► Пресс-релиз |
 |
| лазерных датчиков, работающих по принципу проходящего света A-LAS-N-F16-9.5x0.8-150/80-C-2m в соединении с управляющей электроникой SPECTRO-1-CONLAS |