Traduzir esta página:
Comunicados de imprensa Sensor Instruments
20.06.2024
19.06.2024
20.11.2023
11.10.2023 ( )
)
01.09.2023 ()
24.08.2023
18.08.2023
22.08.2022
Artigo técnico em Kunststoffe International 06/2022
26.07.2022
Artigo técnico em Kunststoffe International 05/2022
(Categoria: Measuring Technology - Compounding & Recycling)
| Como é possível determinar a espessura de uma camada de revestimento entre dois filmes PET?
Quatro pares de filmes PET com diferentes espessuras de revestimento entre os dois filmes PET (10 µm, 20 µm, 50 µm e 80 µm) foram analisados usando o método de luz transmitida MIR. No lado do receptor, estavam disponíveis duas faixas de comprimento de onda com comprimentos de onda centrais de 2,95 µm e 3,90 µm (SPECTRO-M-2-2.95/3.90). A distância entre o filme PET e o transmissor MIR era de aproximadamente 20 mm. A presença de uma camada de silicone em um filme plástico transparente também foi investigada usando esse método de medição, com o resultado de que essa camada também pode ser detectada muito bem. |
   SPECTRO-M-15-T (fonte de luz) + SPECTRO-M-2-2.95/3.90 (receptor) |
19.06.2024
| Medição de quantidades de pulverização muito baixas em zonas potencialmente explosivas
Para aplicações com baixa aplicação de spray, uma solução baseada no princípio da luz refletida é a primeira opção. Como a maioria dessas aplicações ocorre em zonas potencialmente explosivas, um sistema de fibra ótica é a escolha preferida. Com essas aplicações, o jato de pulverização geralmente não pode mais ser visto a olho nu. Com a parte dianteira em fibra ótica ABL-V-ARRA-KL-M18-XL-A3.0 em conjunto com o sistema eletrônico de controle SPECTRO-T-1-FIO-R/R, tanto a presença quanto a densidade do jato de pulverização podem ser determinadas de maneira confiável a uma distância de 60 mm entre a parte dianteira e o jato de pulverização. |
 SPECTRO-T-1-FIO-R/R (sistema eletrônico de controle) + ABL-V-ARRA-KL-M18-XL-A3.0 (parte dianteira em fibra ótica) |
20.11.2023
| O software Windows® SPECTRO3 MSM DOCAL Scope permite uma calibração em linha dos sensores de cor de várias maneiras, que são explicadas em mais detalhes abaixo.
Calibração usando cartões plásticos coloridos RAL A empresa RAL gGmbH, de Bonn, oferece aproximadamente 300 cartões plásticos coloridos diferentes, que são medidos usando o método d/8°. Os valores L*a*b* correspondentes são anotados em cada revestimento incluído no cartão plástico colorido. Além disso, o respectivo valor L*a*b* resultante da medição de 45°/0° é registrado no cartão plástico colorido RAL, como também no revestimento do cartão plástico colorido RAL, que pode ser obtido na Sensor Instruments GmbH, e também recebe um número de 5 dígitos. A Sensor Instruments insere continuamente um número de 5 dígitos junto com o valor de cor L*a*b* medido no cartão plástico colorido RAL em um arquivo de calibração para novos cartões plástico coloridos RAL a serem medidos. Durante o processo de calibração, apenas os cartões plásticos coloridos RAL a serem calibrados precisam ser apresentados ao sistema de sensores e o número de 5 dígitos correspondente deve ser inserido no software. Nesse modo de calibração, somente os cartões plásticos coloridos RAL são usados como referência, o que permite uma comparação independente do local dos resultados de medição, por exemplo, em empresas com vários locais, pois nesse caso não há necessidade de consultar os colorímetros portáteis. Calibração usando placas de moldagem por injeção de cores e reciclados Em muitos casos, no entanto, o que se deseja é exatamente essa referência a dispositivos de medição de cores manuais ou laboratoriais existentes, pois isso facilita a comparação dos valores de medição entre a produção e o laboratório. Essa referência a dispositivos de medição de cores já em operação usando o software SPECTRO3 MSM DOCAL Scope é explicada em mais detalhes abaixo. Além dos sistemas de medição de cores em linha, a Sensor Instruments também oferece dispositivos de laboratório que funcionam exatamente de acordo com o mesmo procedimento e cujo sistema de sensores é idêntico. Estão disponíveis tanto sistemas que medem por meio de um visor quanto dispositivos que direcionam diretamente para o reciclado a ser medido. Medição de cor em linha usando o SPECTRO-3-0°/45°-MSM-INLINE-ANA e o instrumento de laboratório correspondente SPECTRO-3-0°/45°-MSM-CMU Em ambos os casos, a calibração pode ser realizada diretamente no reciclado, enquanto os valores de referência L*a*b* são determinados usando placas de moldagem por injeção feitas do mesmo lote de reciclado que está disponível para os dispositivos a serem calibrados. Os valores de referência L*a*b* são determinados com base nas placas de moldagem por injeção usando os dispositivos de medição de cores manuais ou de laboratório disponíveis na respectiva empresa. Medição de cor em linha usando um SPECTRO-3-FIO-MSM-ANA-DL em conjunto com um Frontend KL-D-0°/45°-85-1200-D-S-A3.0-VIS e o instrumento de laboratório SPECTRO-3-0°/45°-MST correspondente Aqui também, as placas de moldagem por injeção fornecem os valores de cor de referência L*a*b*. O Frontend ótico é direcionado diretamente para o reciclado a uma distância de 85 mm. O reciclado disponível durante a calibração também é usado para produzir as placas de moldagem por injeção. Portanto, as placas de moldagem por injeção e o reciclado vêm do mesmo lote. Ao calibrar usando o instrumento de laboratório SPECTRO-3-0°/45°-MST, recomenda-se mover a bandeja de coleta de reciclados na direção x, y durante o processo de calibração, mantendo a mesma distância da extremidade frontal do sensor, de modo que a posição aleatória dos pellets possa ser compensada. Isso é feito em linha, transportando os pellets em um transportador vibratório. O fluxo de reciclado assume uma velocidade típica de 50 mm/s até 100 mm/s. Durante um processo de calibração com duração de 30 seg., por exemplo, o fluxo de reciclado se move de 1,5 m a 3 m, ou seja, a média dessa distância de medição é calculada durante o processo de calibração. O resultado da medição é correspondentemente preciso e independente da posição aleatória do granulado. Até mesmo as vibrações, que ocasionalmente fazem com que os pellets ressoem e depois “saltem”, podem ser amplamente compensadas durante o processo de medição com duração de alguns segundos. Um dos fatores decisivos aqui é o grande tamanho do ponto de luz de aprox. 20 mm de diâmetro, que permite a média ótica de um grande número de pellets, mesmo quando parados. |
 SPECTRO-3-0°/45°-MSM-INLINE-ANA + SPECTRO-3-0°/45°-MSM-CMU (Sistema de medição de cor em linha)    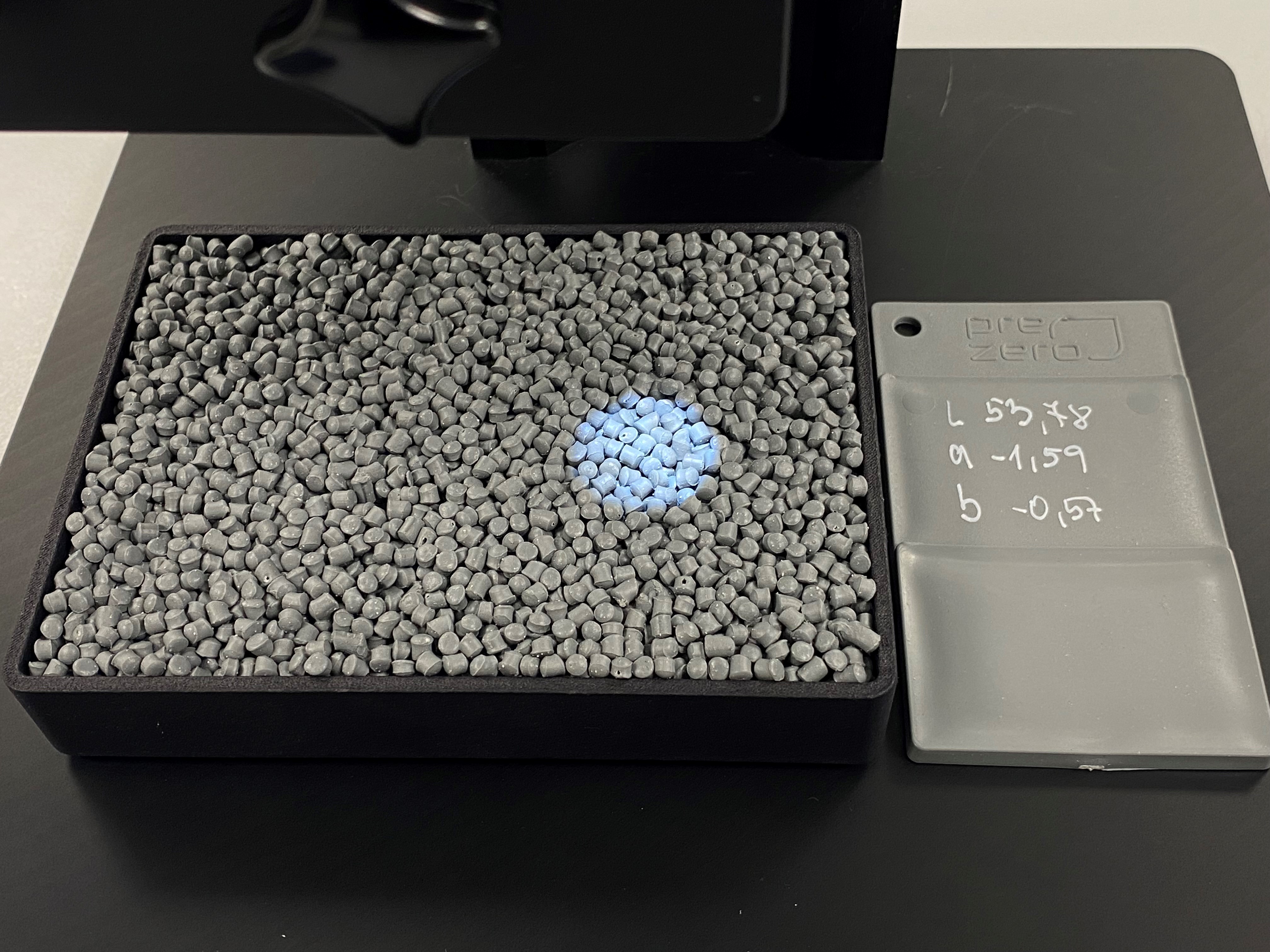 Calibração usando cartões plásticos coloridos RAL ou usando placas de moldagem por injeção de cores e reciclados 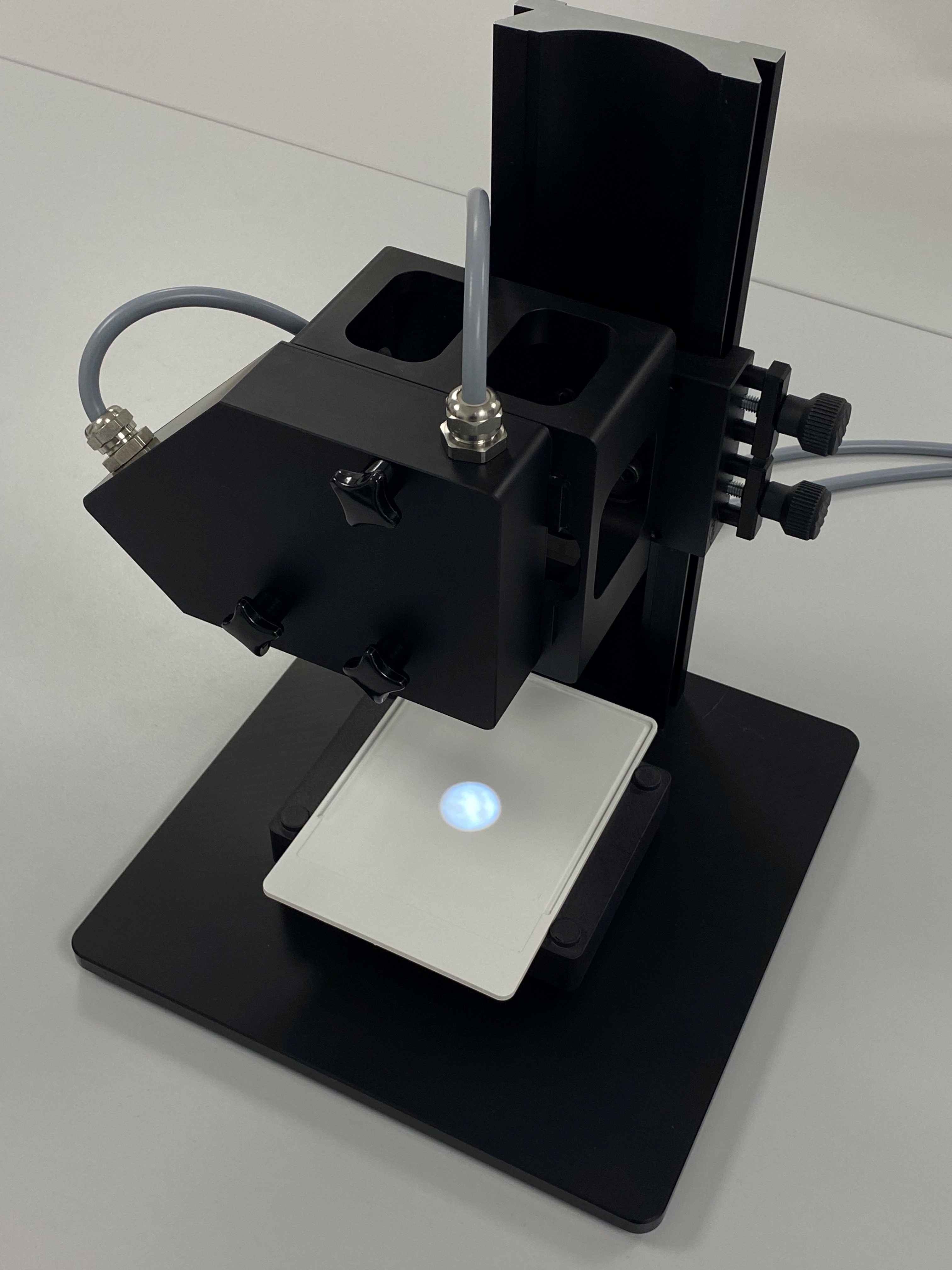 SPECTRO-3-FIO°-MSM-ANA-DL + KL-D-0°/45°-85-100-D-S-A3.0-VIS SPECTRO-3-0°/45°-MST (Sistema de medição de cor em linha) 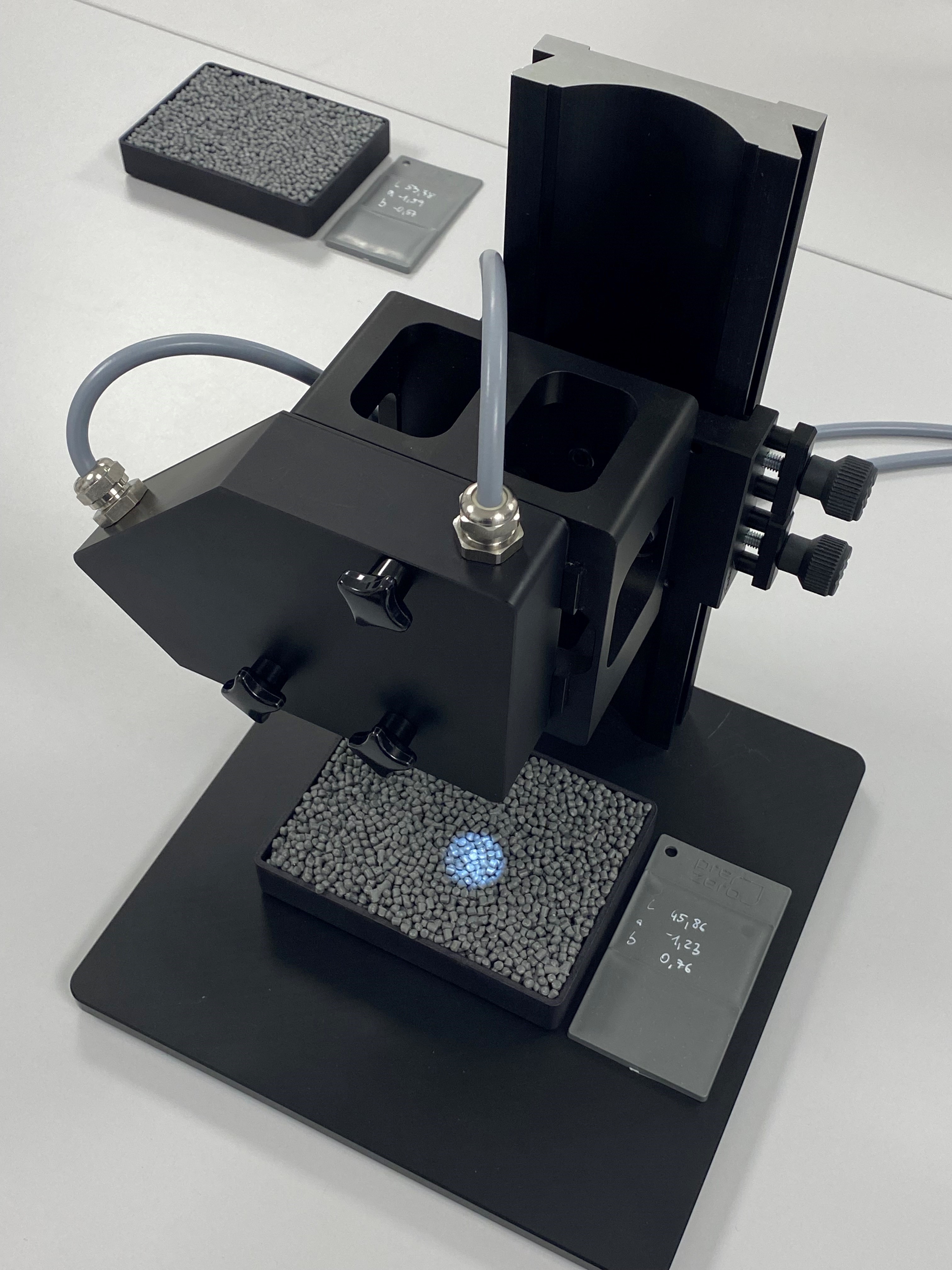 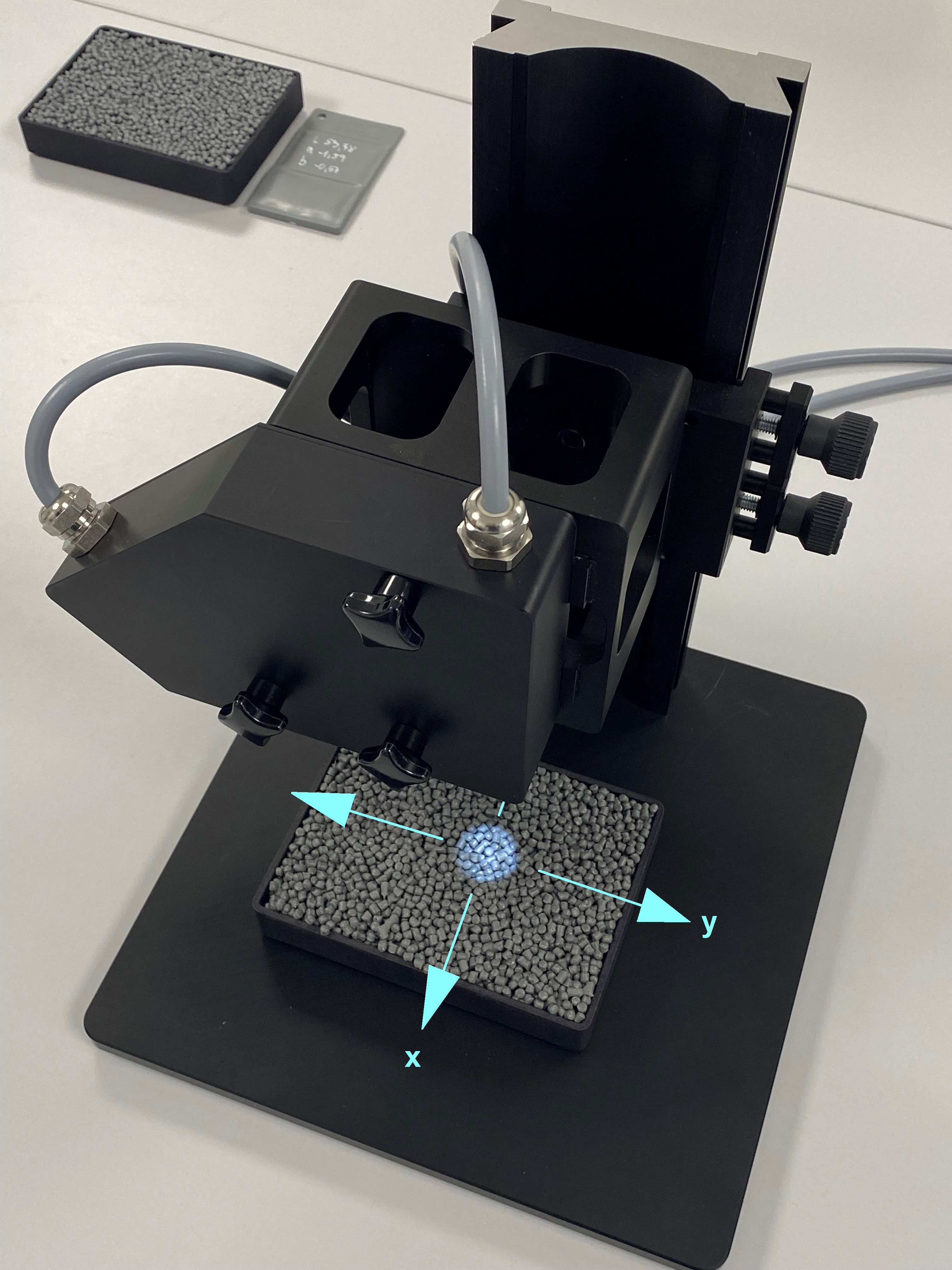 |
11.10.2023 (
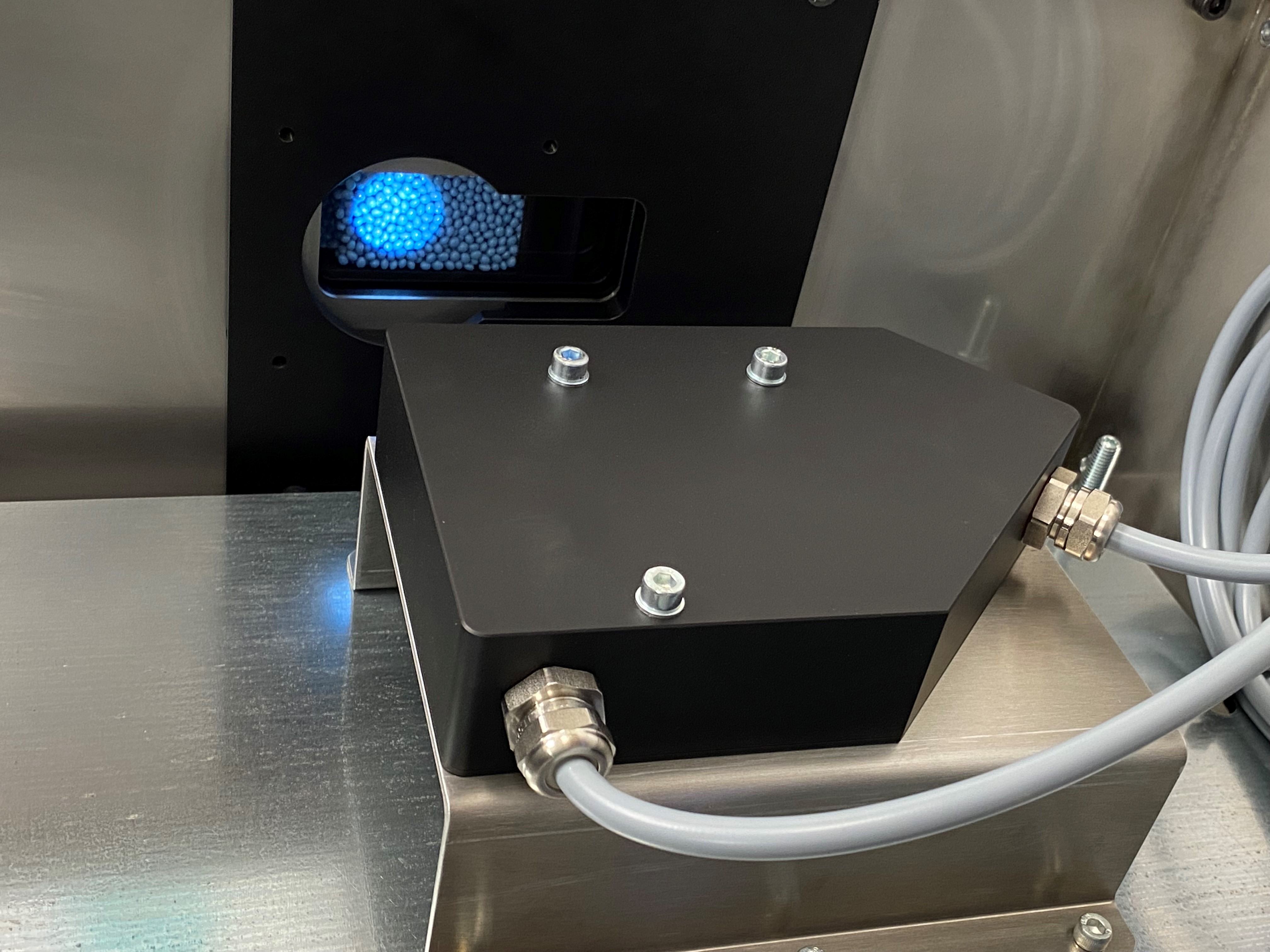
| The increasing use of recyclates in the plastics industry means that efficient product control is assuming ever-greater importance. Whilst laboratory-based random quality control was sufficient in the past, the industry is increasingly considering the deployment of 100% control, especially in terms of the color gradient. Sensor Instruments has launched a number of inline systems to perform this function. Providing production staff with information about recyclate production at a very early stage, this covers not only the trend in the color of the recyclates, but the color of the recyclates in combination with their temperature, whilst monitoring the product flow level. The product flow level is important for exact determination of the recyclate color, whilst also providing timely information about a possible blockage of the sieve immediately after the vibrating feeder. The data is also made available for quality assurance via a digital-serial interface (Ethernet).
|
 SPECTRO-3-FIO-MSM-ANA-DL (Inline color measurement system) |
01.09.2023 (
| While downcycling of plastic products still predominated in the past, the form of recycling in which the reused plastic is put to the same or a comparable use is now becoming increasingly important. This in turn means considerable additional technical effort in separating and sorting the items delivered to the recycling plant throughout the recycling process. After separation of as many non-plastics as possible, for example by means of metal separators and wind separation, sorting is currently primarily by color (color sorting systems) and type of plastic (NIR cameras). Despite pre-sorting, where mainly whole articles are checked, as well as post-sorting (after shredding the plastic articles and subsequent washing) of the plastic particles known as flakes, it is not possible to achieve 100% grade purity. Certain variations in color must also be expected. In order to allow unrestricted use of the recyclates produced in this way, they must be checked for purity before the next processing step, at the very latest immediately before extrusion. Typically, this could be done by a metering system equipped with appropriate sensors.
|
 Color Plastic type Marker   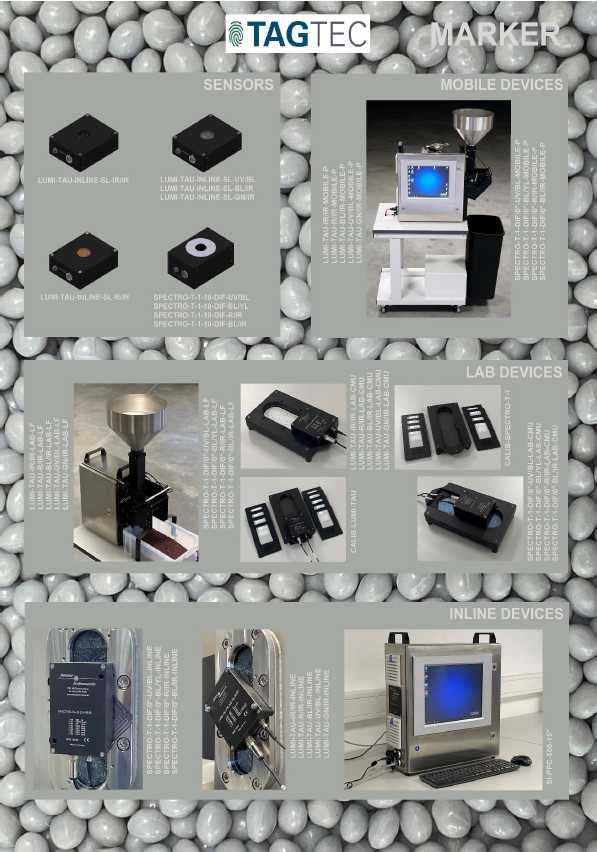 |
24.08.2023
| Às vezes, faz sentido segui-las. Por exemplo, consciência ou conselhos sinceros de amigos. Seguir o Instagram ou o LinkedIn? Podemos ficar divididos quanto a isso. A corrente principal? "Tudo está bem! Mas nem sempre, nem em todos os lugares, nem para todos" (Livremente baseado em Novalis). Nós, na Sensor Instruments, tendemos a preferir o caminho individual e é exatamente por isso que faz sentido segui-lo de vez em quando: as cores, por exemplo.
Especialmente com relação às cores de materiais reciclados, nossos estimados companheiros de mercado têm estado bastante ocupados ultimamente. Enquanto isso, não há quase nenhuma empresa no setor da reciclagem de plásticos que não tenha um dos dispositivos portáteis de medição de cor disponíveis em seu laboratório para medir a cor de materiais reciclados. Eles fazem seu trabalho, sem dúvida nenhuma. Com a facilidade de uso prevista, a um preço acessível e preciso. Preciso? |
 Sistemas de medição de cores em linha |
18.08.2023
22.08.2022
Artigo técnico em Kunststoffe International 06/2022
(Categoria: Materials - Additives)
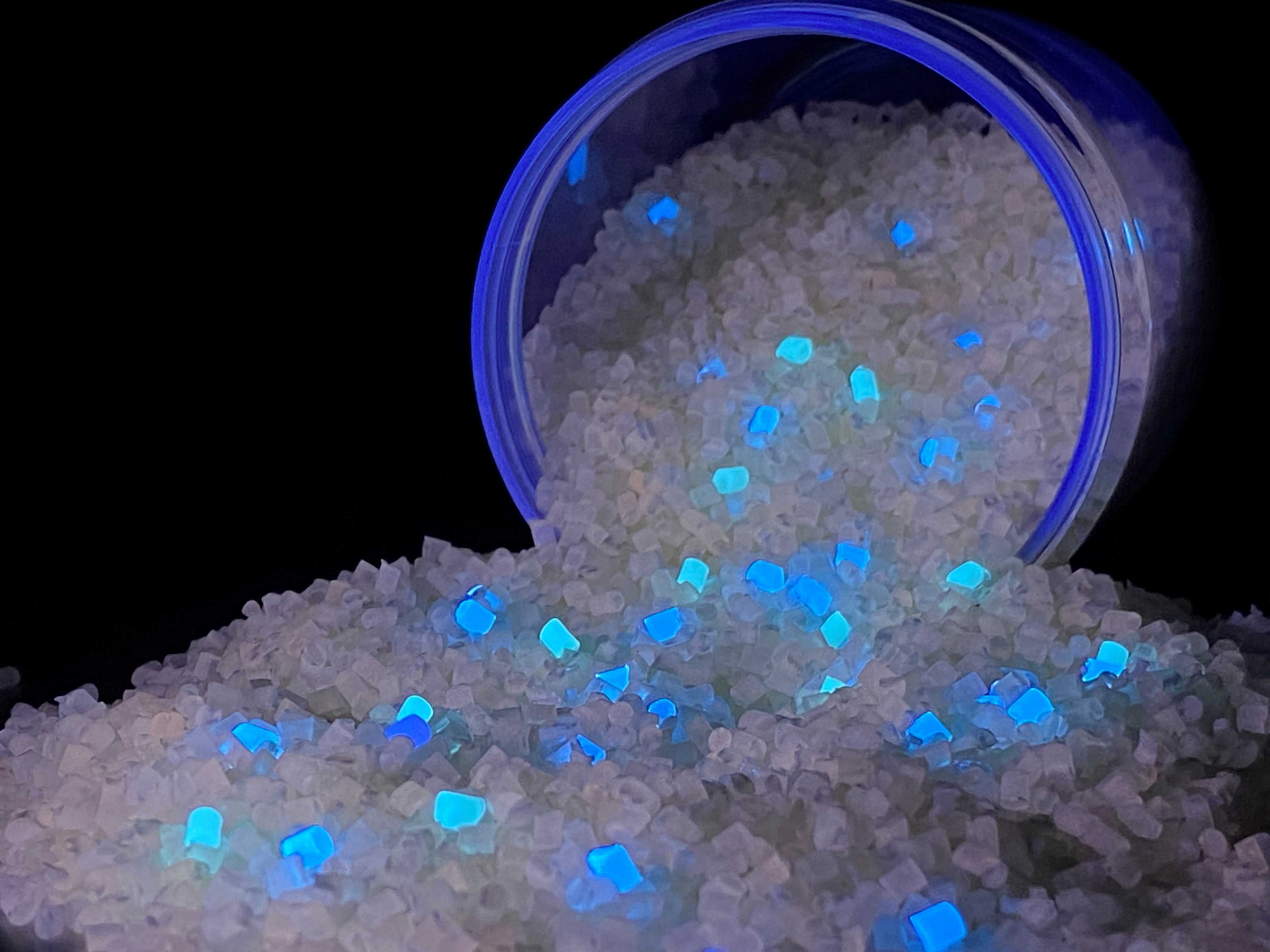
| Holy Grail Improved Sorting of Plastic Waste with Luminescent Pigments
The HolyGrail 2.0 Initiative aims to improve the sorting of plastic waste. For this purpose, digital watermarks containing information on packaging type, material, and usage will be applied on products. However, the method also has certain drawbacks. Here, luminescent pigments provide an alternative that is permanent and can withstand several processing cycles. ► Specialist articel on en.Kunststoffe.de |
 Sistemas de imagem LUMI-STAR-INLINE LUMI-STAR-INLINE-R/IR Detectores em linha LUMI-TAU-INLINE LUMI-TAU-INLINE-SL-R/IR |
26.07.2022
Artigo técnico em Kunststoffe International 05/2022
(Categoria: Measuring Technology - Compounding & Recycling)
| Ensuring Color Consistency of Recycled Materials The mass of recyclable plastic waste has been growing steadily for years. This is mainly the result of technical advances made in both processing and sorting. At the same time, the recycling targets set by the EU are piling more and more pressure on companies to increase the amount of recycled plastics in their products. This in turn is raising the requirements imposed on the recycled materials themselves. Aside from the nature of the polymer and the previous application, the color of the recycled material is important.
► Specialist article on en.kunststoffe.de |
 Sistemas de medição laboratorial SPECTRO-LAB-SYSTEMS SPECTRO-3-0°/45°-MSM-LAB-ANA-P |
20.06.2022
| Em termos de tecnologia de processo, é relativamente fácil manter o valor da cor de uma embalagem constante ao usar granulado plástico virgem, já que o processo de homogeneidade da cor é bastante bem dominado pelos produtores de Masterbatch. As unidades de dosagem tecnicamente maduras misturam o Masterbatch e o granulado de base em uma proporção ideal e determinada empiricamente. Os desvios mínimos de cor de embalagem para embalagem não podem mais ser percebidos a olho nu. O termo dE usado no mundo profissional (distância entre dois valores de cor no espaço de cores L*a*b*) está abaixo de 1.
Com a ajuda da classificação por cores durante a separação do fluxo de reciclagem, está sendo feita uma tentativa de manter constante a cor do plástico reciclado. No entanto, para garantir que os limites de tolerância para o valor da cor não sejam excedidos, é necessário um monitoramento constante do produto em relação à cor. O aparelho de laboratório SPECTRO-3-0°/45°-MSM-LAB-ANA-P da Sensor Instruments GmbH descrito abaixo destina-se a ajudar a monitorar e documentar a gradação de cor do material reciclado. A ideia aqui é coletar amostras do fluxo de reciclado em intervalos regulares e depois alimentá-las para o sistema de medição de cor do laboratório. Além do valor de cor L*a*b*, o aparelho também exibe seu desvio de um valor de cor de referência dL*da*db*. Além disso, cada amostra é documentada e pode ser fornecida com uma etiqueta que indica a respectiva data, hora, assim como o valor L*a*b* e dL*da*db*. ► Comunicado de imprensa (Word/pdf) |
 Sistemas de medição laboratorial SPECTRO-LAB-SYSTEMS SPECTRO-3-0°/45°-MSM-LAB-ANA-P |
27.01.2022
| Excelente trabalho de inovação: A Sensor Instruments GmbH de Thurmansbang ganhou a 29.ª ronda da competição TOP 100 como laboratório de ideias. Por isso, foi agraciado com o Selo TOP 100 de 2022. Somente empresas de médio porte particularmente inovadoras recebem esse prêmio. A 24 de junho, a Sensor Instruments será honrada pessoalmente por essas conquistas pelo mentor da competição, o jornalista científico Ranga Yogeshwar.
► Comunicado de imprensa (Word/pdf) |
 TOP 100 Prüfkriterien TOP 100 Presse |
24.11.2021
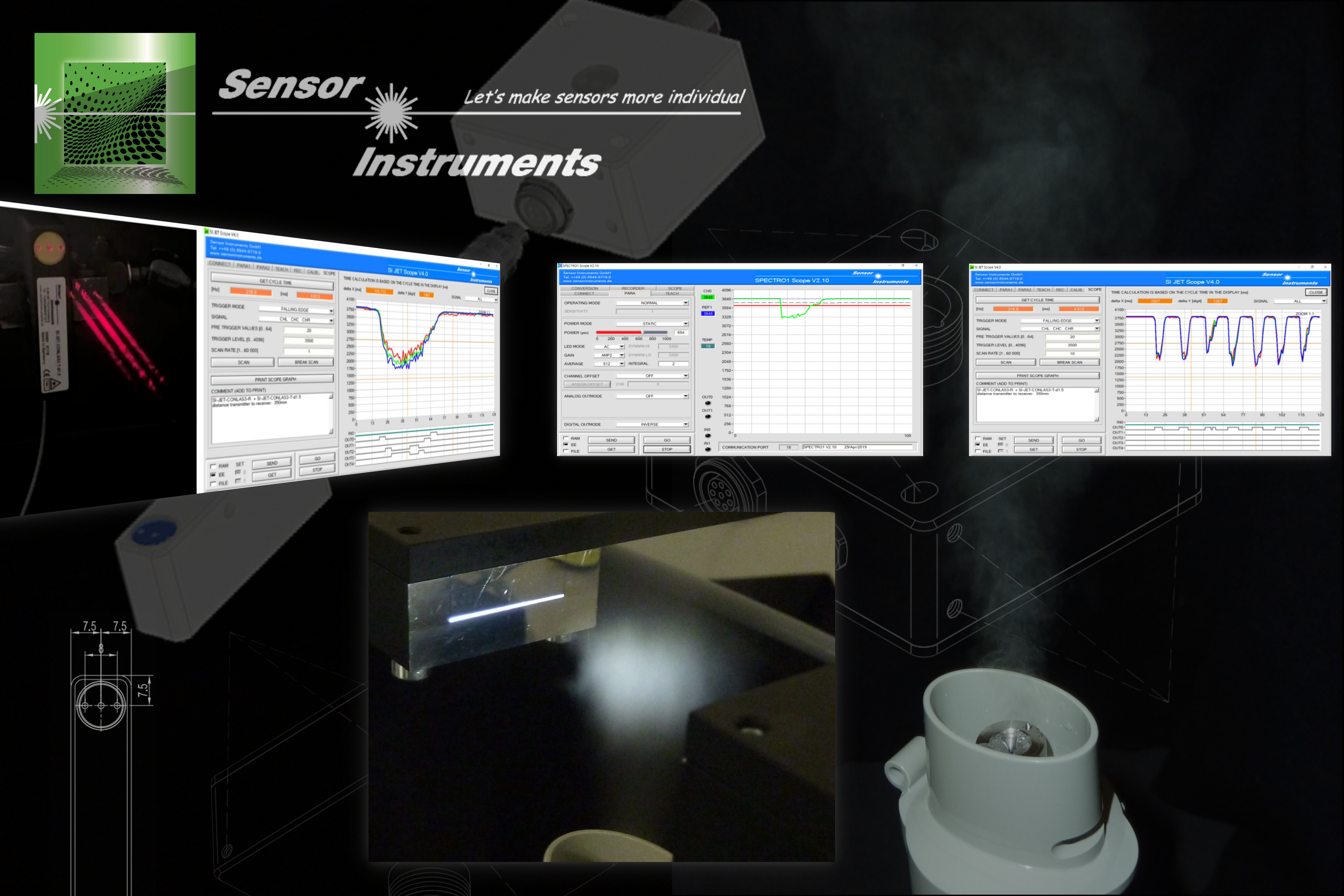
Ao projetar sistemas de pulverização, é importante assegurar que a tecnologia do sensor seja compatível com a geometria do cone de pulverização e o volume de pulverização da respectiva aplicação. Além disso, a geometria do cone de pulverização, assim como a quantidade de pulverização dependem do meio utilizado (primário, adesivo, solvente, água, álcool, tinta, etc.), assim como da abertura do bico de pulverização, da sobrepressão e da dosagem da quantidade de pulverização. Particularmente quando se usa um meio resistente e adesivo (cola) como agente de pulverização, pode acontecer que parte da abertura do bico de pulverização cole, o que leva a uma mudança na quantidade de pulverização e na geometria da pulverização. Assim, o jato de pulverização pode ser mudado tanto na direção como no ângulo de abertura. Ao projetar o sistema de controle do jato de pulverização, é importante fazer a si mesmo algumas perguntas-chave. ► Comunicado de imprensa (pdf) ► Comunicado de imprensa (Word/pdf) |
 A-LAS-CON1 Série L-LAS-TB-...-AL-SC Série SI-JET SPECTRO-1-CONLAS Série SPECTRO-1-FIO SPECTRO-1-FIO-JC |
15.04.2021
O revestimento de superfícies é frequentemente realizado por meio de aplicação de spray. O ideal seria que o revestimento dos respectivos objetos fosse o mais homogêneo possível. No entanto, inclusões de ar no meio de pulverização, uma cobertura parcial da abertura da saída do bocal ou uma queda abrupta de pressão no sistema de pulverização podem levar a falta de homogeneidade no padrão de pulverização e, portanto, a um revestimento desigual da peça de trabalho. A detecção oportuna de um desvio do processo de pulverização ideal pode agora ocorrer por meio do controle do jato de pulverização contínuo. Os sistemas de controle de jato de pulverização da série SI-JET e da série SPECTRO da Sensor Instruments GmbH fornecem informações sobre a quantidade de pulverização, sobre as quedas temporais, assim como sobre a simetria do jato de pulverização Sistemas de 3 feixes (SI-JET-CONLAS3 e SI-JET3), sistemas de 2 feixes (SPECTRO-2) e sistemas de 1 feixe (SPECTRO-1), assim como cortinas de luz contínua (L-LAS-TB-...-SC) estão disponíveis para lidar com as respectivas tarefas. ► Comunicado de imprensa (pdf) ► Comunicado de imprensa (Word/pdf) |
 Série SI-JET Série SPECTRO-2 Série SPECTRO-1 Série L-LAS-TB-AL-SC |
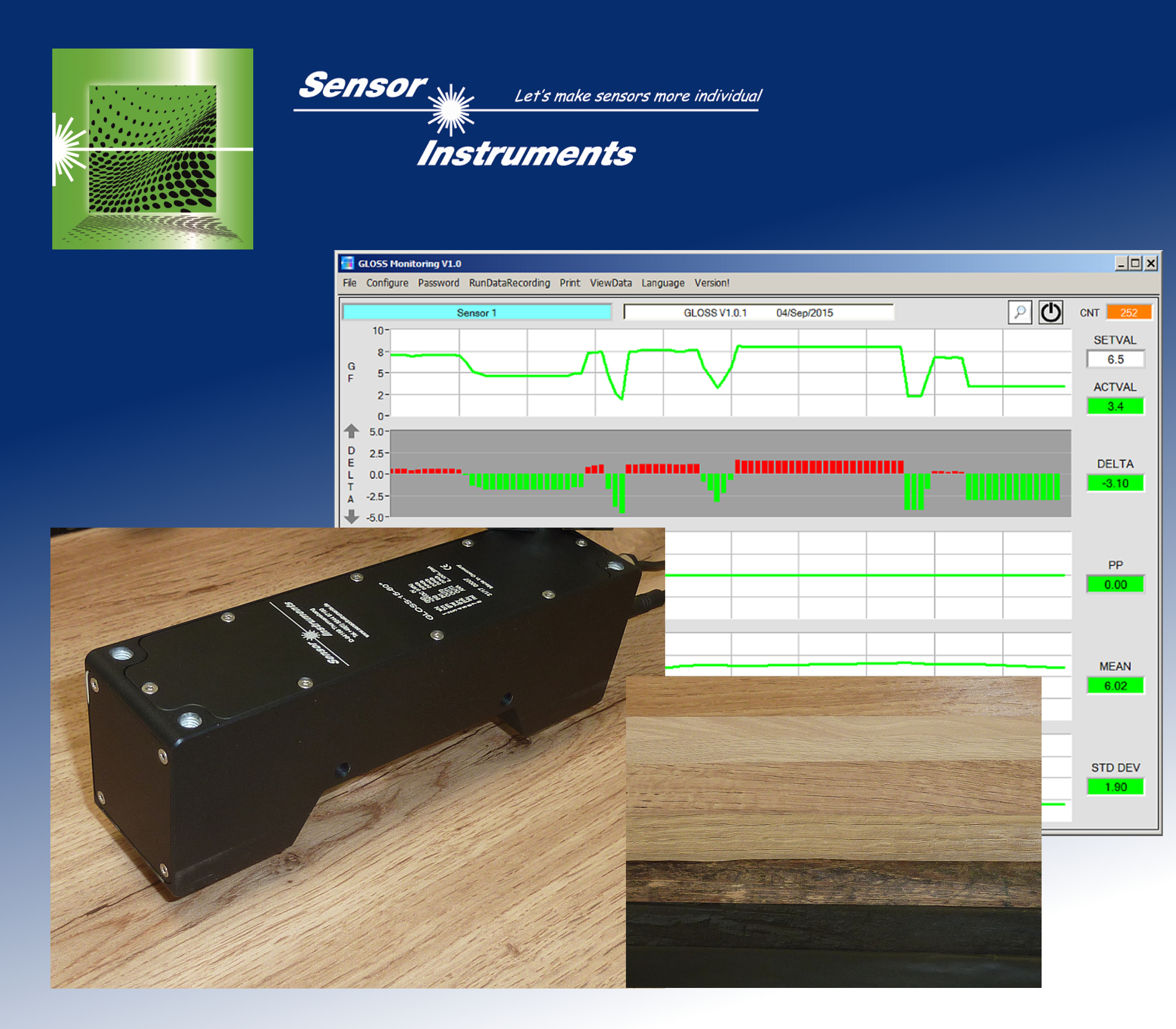
15.04.2021
Nosso olho reage principalmente às diferenças de contraste (portanto, diferenças de brilho), assim como às diferenças de cor no campo de visão que estamos observando. Se, por exemplo, os olhos vagueiam sobre um piso recém-colocado composto de painéis individuais, mesmo os menores desvios de cor e brilho entre os painéis individuais irão irritar o observador. Não é de se admirar que sejam feitos muitos esforços por parte dos fabricantes para evitar ao máximo um gradiente de cor e brilho entre os painéis individuais. Se até agora estavam disponíveis os dispositivos portáteis, ou seja, dispositivos de medição offline, agora também existe uma alternativa em linha. Com os sensores de brilho da série GLOSS da empresa Sensor Instruments GmbH, o nível de brilho da superfície da madeira envernizada a ser medida pode ser determinado em ângulos de 20°, 60° e 85° a uma distância da superfície de 20 mm, 15 mm e 5 mm (dependendo do tipo de sensor): GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85°). ► Comunicado de imprensa (pdf) ► Comunicado de imprensa (Word/pdf) |
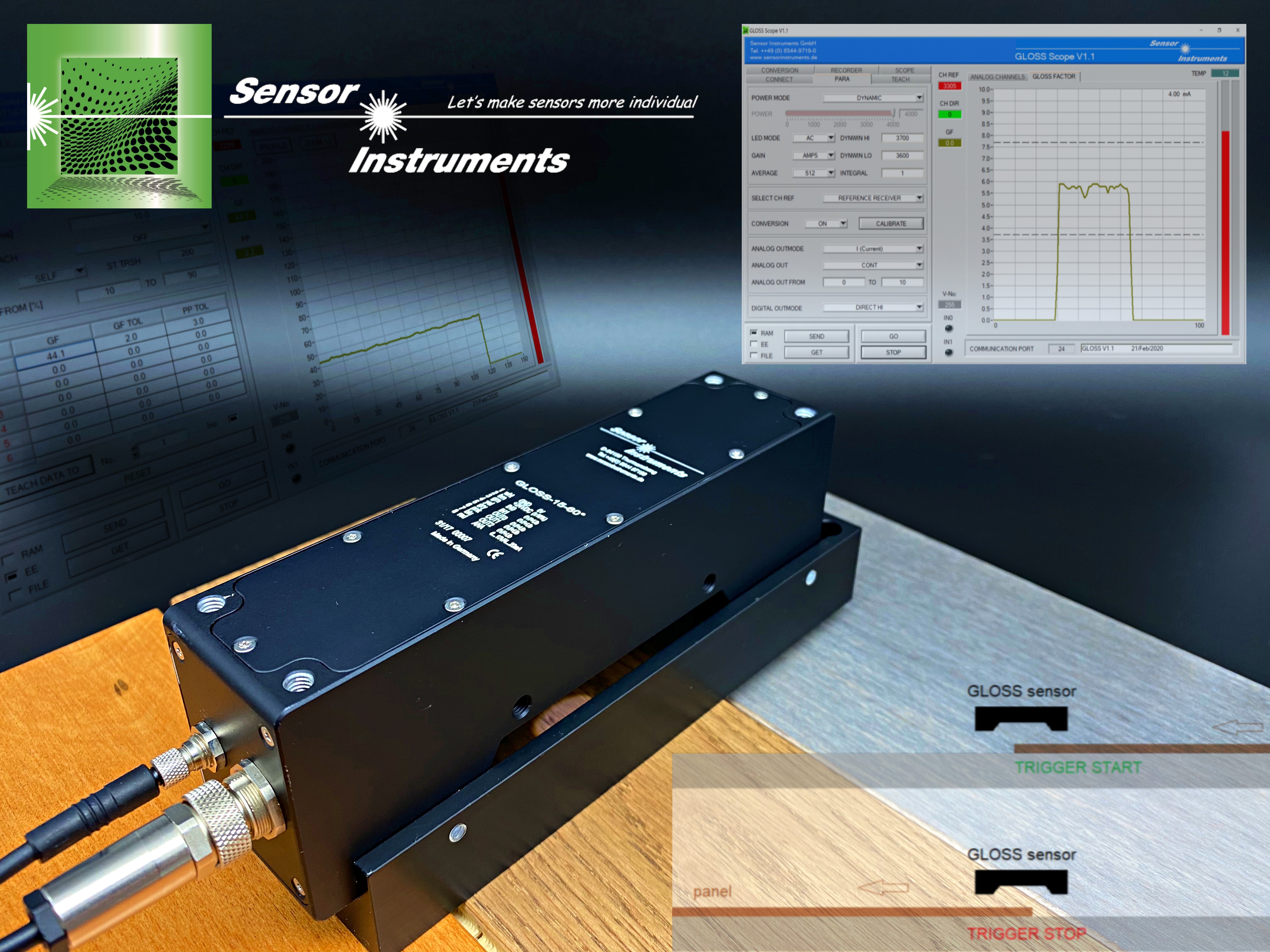 GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85° Série GLOSS |
16.02.2021
Ao tingir fibras têxteis, o tom da cor deve ser medido em linha no início do processo de tingimento, se possível. As informações sobre o tom de cor atual, o denominado valor real, podem ser comparadas com o valor nominal do tom de cor por meio de um CLP. A diferença entre esses dois valores de cor indica então se mais ou menos cor deve ser adicionada ao banho de cor. Para a medição da cor da meada de fibra, é adequado um sensor de cor tipo SPECTRO-3-28-45°/0°-MSM-ANA-DL, que dispõe de uma iluminação de 45° em toda a volta e detecta a cor normalmente (abaixo de 0°). Reflexos diretos, como os causados pela cor ainda úmida durante a medição, são, assim, evitados o máximo possível. A distância entre o sensor e a meada de cor é tipicamente de 28 mm e a área de detecção tem um diâmetro de cerca de 10 mm a essa distância. ► Comunicado de imprensa (pdf) ► Comunicado de imprensa (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL Série SPECTRO-3-MSM-ANA |
08.02.2021
As roupas velhas de diferentes cores, que são transportadas em uma correia transportadora, devem ser separadas por cores. De natureza aleatória são a ordem, a disposição e de como são dobradas as peças de roupa ficando elas achatadas ou empoladas. Além disso, as roupas velhas são transportadas individualmente, ou seja, com um espaço entre os tecidos individuais, de modo que uma visão da respectiva peça de roupa seja possível verticalmente de cima. Além disso, a velocidade de transporte da correia transportadora é constante, isto é aproximadamente 1 m/s. Assim que a cor da respectiva peça de roupa tiver sido determinada, um dos bicos sopradores é ativado com um atraso de tempo, o que garante que o tecido aterrisse no recipiente previsto para a respectiva cor. Durante os estudos técnicos preliminares, o sensor de cor SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG surgiu como a melhor escolha para esta tarefa de medição. ► Comunicado de imprensa (pdf) ► Comunicado de imprensa (Word/pdf) |
 SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG Série SPECTRO-3-MSM-DIG |
29.01.2021
Na produção de artigos de perfuração, o posicionamento exato das tiras de perfuração é importante durante o processo de perfuração, já que a cinta de perfuração é processada em várias etapas do processo na máquina de perfuração automática. A cinta metálica deve ser posicionada de forma precisa, após cada passo de processamento (processo de perfuração/dobragem), dentro da ferramenta de perfuração. Normalmente, a posição é relatada dentro de um processo de curso (0 °… 180 °) com uma barreira fotoelétrica transmitida e atribuição da respectiva posição do sensor rotativo durante a mudança do sinal da barreira fotoelétrica. Idealmente, a barreira fotelétrica unilateral deve ser uma barreira fotelétrica em forma de forquilha e também deve ser possível integrá-la na ferramenta de perfuração, o que requer uma robustez suficiente dos sensores para suportar vibrações mecânicas. Além disso, a barreira fotelétrica deve ser resistente ao óleo de corte e insensível à contaminação. Além disso, as chamadas prensas de alta velocidade (vários milhares de cursos/min) requerem uma frequência de comutação muito elevada com alta precisão de posicionamento ao mesmo tempo. As barreiras fotelétricas em forma de forquilha da série FIA-L da empresa Sensor Instruments GmbH foram projetadas especialmente para esta finalidade. Em particular, a série FIA-L-RL tem uma frequência de comutação de 25 kHz, além da alta insensibilidade à luz externa e resistência ao óleo, o pequeno tamanho do ponto de laser de 0,2 mm de diâmetro, a baixa divergência óptica do feixe de laser vermelho e uma alta precisão de posicionamento superior a 5 µm. ► Comunicado de imprensa (pdf) ► Comunicado de imprensa (Word/pdf) |
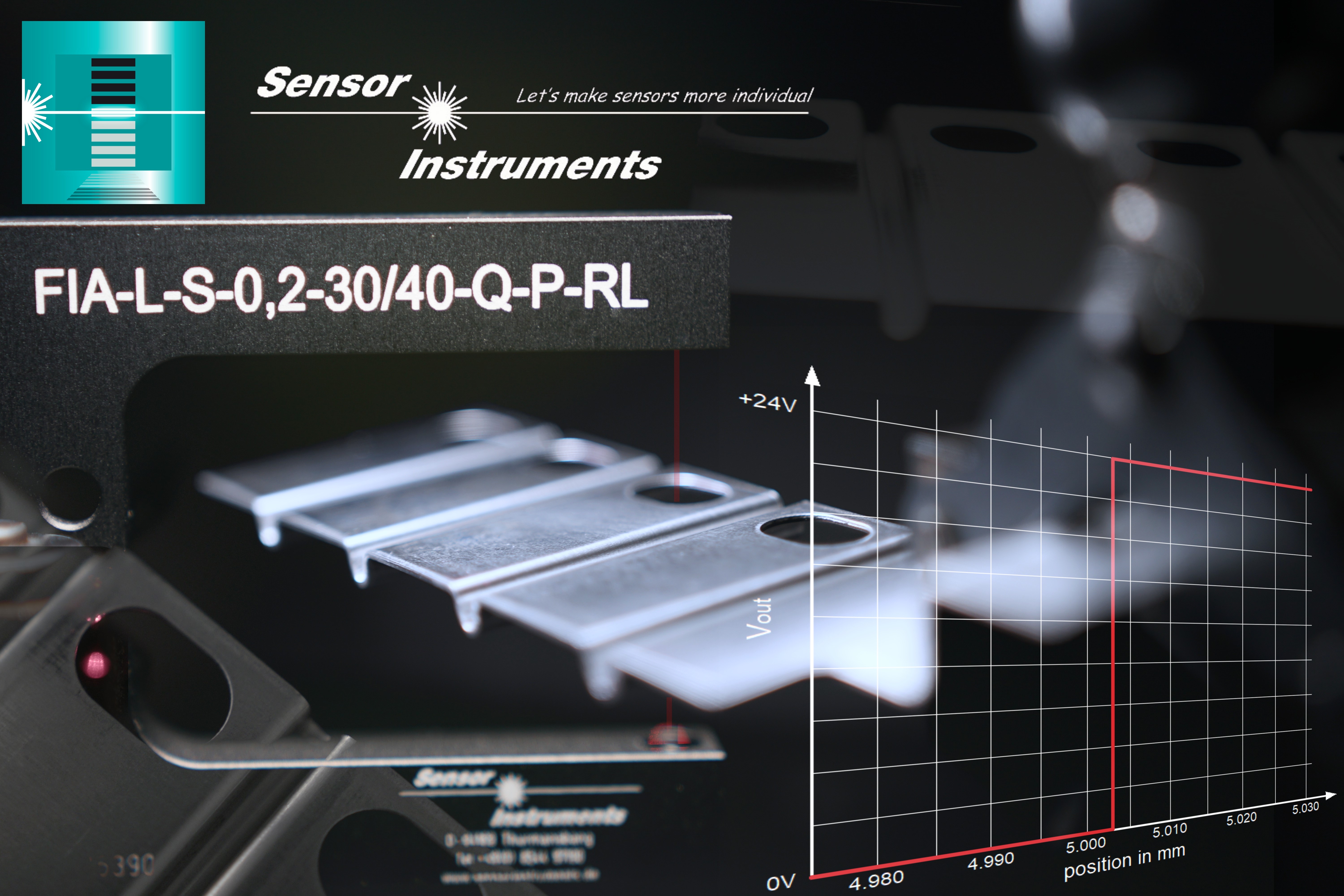 FIA-L-S-0,2-30/40-Q-P-RL Série FIA-L |
25.01.2021
Os vidros flotados adquirem sua forma e espessura, mas também suas propriedades de superfície através do transporte da fusão de vidro em estanho líquido. A fusão de vidro flutua sobre o banho de estanho e obtém, assim, uma superfície plana (lado do estanho), adaptada ao banho de estanho. No caso da superfície do vidro voltada para o lado oposto ao banho de estanho (lado do ar), um queimador a gás é usado para garantir um perfil específico de temperatura para que a fusão de vidro possa esfriar gradualmente e, assim, assumir sua forma subsequente. No caso do processamento posterior do vidro flotado, é agora importante saber onde está o lado de estanho e onde está o lado do ar. As micro-inclusões de estanho podem, por exemplo, influenciar a resistência elétrica da superfície do vidro (aplicação de tiras de contato metálicas no vidro traseiro de um carro), mas também ao aplicar mais camadas na superfície do vidro (por exemplo, nanocamadas) é decisivo para a aplicação posterior em que lado o vidro flotado é revestido. O sensor de contraste UVC SPECTRO-1-20-UVC-DIL da Sensor Instruments GmbH permite um controle da superfície de vidro em relação ao lado de estanho ou do ar. ► Comunicado de imprensa (pdf) ► Comunicado de imprensa (Word/pdf) |
 SPECTRO-1-20-UVC-DIL Série SPECTRO-1 |
21.01.2021 SPECTRO-M-10-MIR/(MIR1+MIR2) - Comunicado de imprensa #4
Ao processar metais durante o processo de conformação, o uso de óleos é essencial. Por exemplo, os óleos de corte aplicados às correias metálicas garantem baixo desgaste das ferramentas de puncionar. Mas os óleos de perfuração também contribuem de forma indispensável para a proteção das ferramentas de perfuração e fresagem durante a usinagem. Além disso, os óleos servem como proteção anticorrosiva de produtos semiacabados, tais como chapas, mas também películas metálicas. Por outro lado, após o processamento posterior, é necessário remover os resíduos de óleo dos produtos acabados com o mínimo de resíduos possível. Para este fim são utilizados sistemas especiais de limpeza, nos quais as peças metálicas são lavadas e sopradas. A fim de cumprir as diretrizes técnicas de proteção ambiental durante a aplicação do óleo e também para levar em conta aspectos econômicos, é aconselhável determinar a quantidade de óleo aplicada. Entretanto, a determinação da respectiva quantidade de óleo também pode ser realizada INLINE (em linha). Vários métodos de medição, que serão discutidos em mais detalhes nas seções seguintes, estão disponíveis para esse fim. O processo de limpeza pode ser monitorado usando o mesmo sistema de sensores. Certamente, o desafio aqui é detectar com segurança as menores quantidades possíveis de resíduos de óleo, de preferência INLINE (em linha). Particularmente no caso de componentes condutores de eletricidade, tais como barras de cobre ou linhas elétricas, é necessária a menor resistência de transição possível, mas uma camada residual de óleo representaria um problema a esse respeito, pois prejudicaria a eficiência energética de forma não insignificante. ► Comunicado de imprensa (pdf) ► Comunicado de imprensa (Word/pdf) |
SPECTRO-M-10-MIR/(MIR1+MIR2) Série SPECTRO-M |
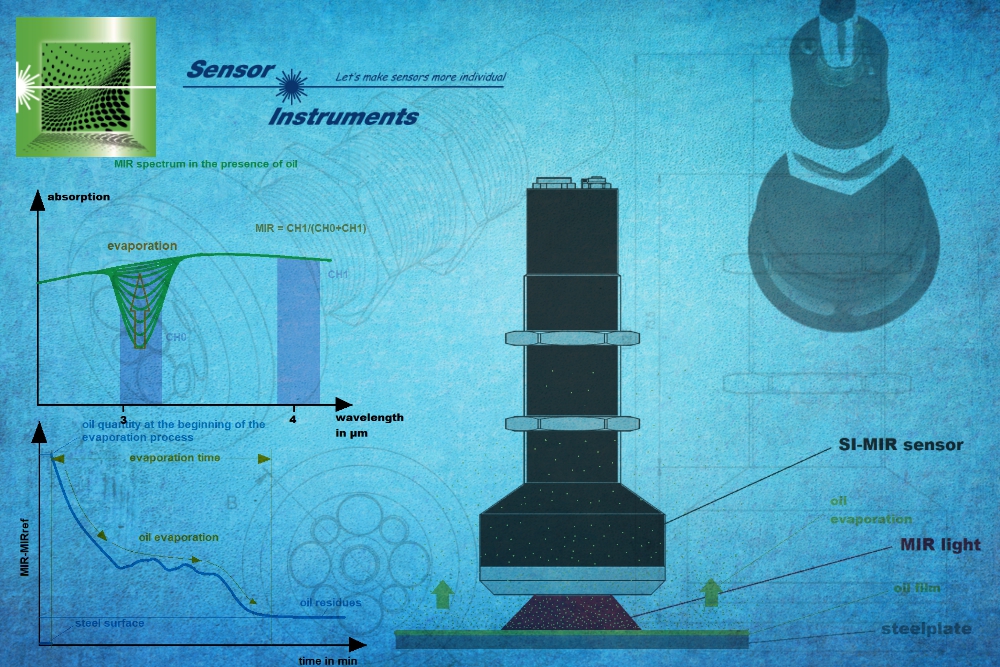
22.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Comunicado de imprensa #3
Os óleos de perfuração e estiragem evaporativos são cada vez mais usados na produção de peças perfuradas e dobradas. A ideia aqui é deixar o menor resíduo de óleo possível em peças metálicas estampadas ou formadas, de modo que em muitos casos o processo de limpeza não seja necessário quando as peças metálicas forem processadas posteriormente. Mas quanto do óleo aplicado permanece realmente no componente e quanto tempo leva o processo de evaporação? A nossa série SPECTRO-M responde a esta pergunta! Para o efeito, aplicamos 5 gotas de óleo (5x20 µl) em cada uma das chapas de aço desengraxadas e as espalhamos sobre uma superfície com um diâmetro de 70 mm. A espessura da camada de óleo no início do processo de medição era de cerca de 25 µm. Em seguida, o sensor SPECTRO-M-10-MIR/(MIR1+MIR2) foi colocado no centro da mancha de óleo e a medição pôde começar: Com a ajuda do sensor MIR, observamos duas janelas de medição; ambas estão na faixa do infravermelho médio (faixa MIR, para abreviar). Sendo necessário observar que uma dessas duas janelas de faixa de comprimento de onda reage à presença de óleo (aqui designado com CH0), enquanto a segunda janela de medição (CH1) não é afetada por isso. Ao deslocar a proporção das duas janelas de medição na presença de óleo, a quantidade de óleo dentro da faixa de detecção pode ser determinada. ► Comunicado de imprensa (Word/pdf) |
 SPECTRO-M-10-MIR/(MIR1+MIR2) Série SPECTRO-M |
14.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Comunicado de imprensa #2
Se se quiser determinar a espessura de uma camada de, por exemplo, uma tinta de impressão aplicada homogeneamente no papel, o método de gramagem seria certamente um meio adequado de determiná-la. A gramagem da tinta não deve diferir muito da gramagem do papel com uma espessura geralmente de 0,05 mm a 0,2 mm. Máquinas de pesagem correspondentemente precisas devem levar a um resultado confiável. Mas como se comporta se em vez de um óleo de tinta de impressão e em vez de uma folha de papel for utilizada uma chapa de aço com uma espessura de 1 mm, por exemplo? É provável que o método de gramagem atinja seus limites a este respeito. Mas como as espessuras das camadas de óleo podem ser determinadas de forma confiável sem muito esforço? Primeiro, há o método de fluorescência, no qual a luz UVA é usada para estimular a fluorescência. A emissão secundária ocorre na faixa de comprimento de ondas visível. A intensidade da fluorescência é uma medida da espessura da respectiva camada de óleo. Sendo nececssário observar, entretanto, que a força do sinal (fluorescência) depende não apenas da espessura da camada, mas também do tipo de óleo utilizado, e que a superfície metálica, agindo quase como um refletor, também tem uma influência no nível do sinal. Além disso, existem também óleos onde o efeito de fluorescência é completamente inexistente ou quase inexistente e, portanto, uma medição de espessura da camada não pode ser considerada desta forma. I Se, por outro lado, se observar a faixa de médios infravermelhos (MIR), se pode ver que nos óleos investigados até agora, ocorre uma absorção significativa em uma determinada faixa de comprimento de onda, quase através do banco, enquanto outras faixas de comprimento de onda não são afetadas pela presença de óleo. Se se cortar agora essa janela de comprimento de onda sensível ao óleo do espectro MIR e depois comparar este comportamento de absorção de forma normalizada com a absorção (observada em uma segunda janela de comprimento de onda neutra ao óleo), uma relação proporcional entre a espessura da camada de óleo e o sinal normalizado resulta em uma primeira aproximação. O SPECTRO-M-10-MIR/(MIR1+MIR2) sensor dispõe agora exatamente estas janelas de comprimento de onda. ► Comunicado de imprensa (Word/pdf) |
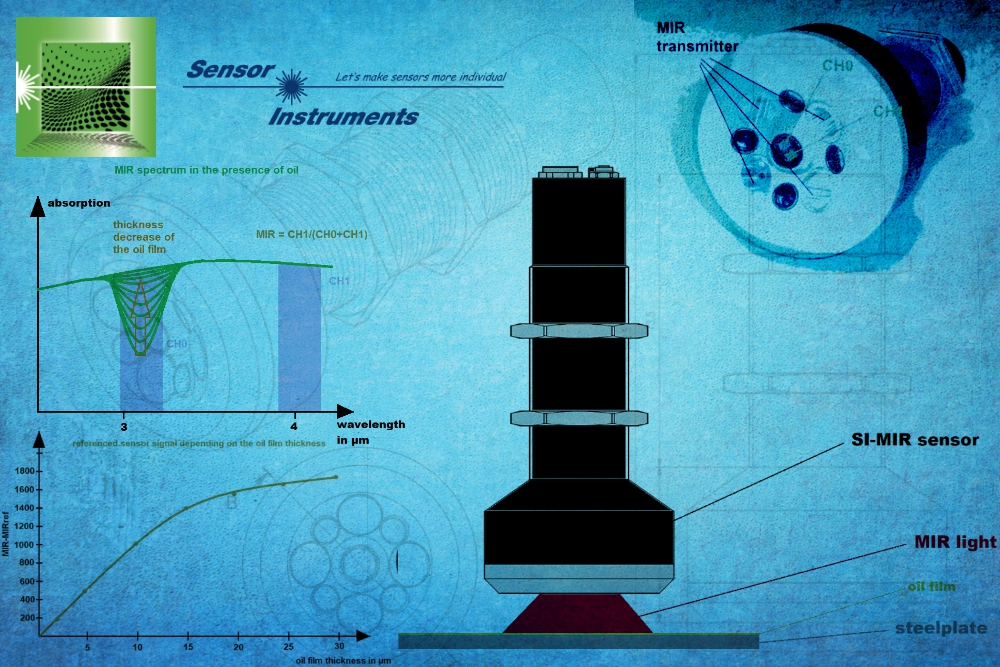 SPECTRO-M-10-MIR/(MIR1+MIR2) Série SPECTRO-M |
02.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Comunicado de imprensa #1
A tensão aumenta! Especialmente os usuários de sistemas de limpeza para limpar peças metálicas, por exemplo, peças estampadas, provavelmente aguardarão ansiosamente os resultados do processo de lavagem: A tensão – ou seja, a tensão superficial – subiu acima do limite de 38 mN/m ou chegou mesmo a 44 mN/m? Na prática, uma peça metálica é considerada quase desengraxada se esses valores (dependendo da finalidade da aplicação, aplica-se um ou outro valor) tiverem sido excedidos. Até agora, a tinta de teste tem sido usada para detectar a tensão superficial. Esses líquidos estão disponíveis com diferentes valores de tensão superficial, geralmente começando com 30 mN/m a 50 mN/m em etapas de 2 mN/m (30 mN/m, 32 mN/m, ..., 48 mN/m, 50 mN/m). Se a tinta de teste não rolar da superfície metálica após a aplicação, a tensão superficial da parte metálica está acima do valor indicado na tinta de teste. Se, por outro lado, a tinta de teste formar contas na superfície metálica, a tensão superficial da superfície metálica está abaixo do valor indicado na tinta de teste. Dessa maneira, a tensão superficial pode ser determinada com uma precisão de cerca de 2 mN/m. O que diz a tensão superficial em relação à natureza da respectiva superfície metálica? As superfícies metálicas desengraxadas têm uma tensão superficial acima de 50 mN/m (determinada pelo método de tinta de teste). Entretanto, se a superfície metálica for coberta com uma película de óleo (por exemplo, ao olear as tiras de perfuração antes do processo de perfuração), o valor da tensão superficial pode escorregar abaixo de 30 mN/m (dependendo da espessura do revestimento). O método da tinta de teste pode, portanto, ser usado para determinar se a superfície metálica está coberta com uma película de óleo ou se já foi retirado o óleo ou se já foi desengordurada. Mesmo espessuras de camada de óleo inferiores a 1 µm podem ser detectadas com esse método. Testes com vários óleos mostraram que quase todos os óleos mostram absorção seletiva na faixa do infravermelho médio (MIR). Se se tirar proveito dessa propriedade, você pode comparar duas faixas de comprimento de onda MIR (uma faixa das quais representa a faixa neutra, ou seja, a faixa de comprimento de onda em que nenhuma absorção perceptível causada pelo óleo ocorre) após a calibração apropriada do SPECTRO-M -10-MIR/(MIR1 + MIR2), a espessura da camada de óleo pode primeiro ser deduzida e na etapa seguinte o respectivo valor de tensão superficial pode ser exibido. ► Comunicado de imprensa (Word/pdf) |
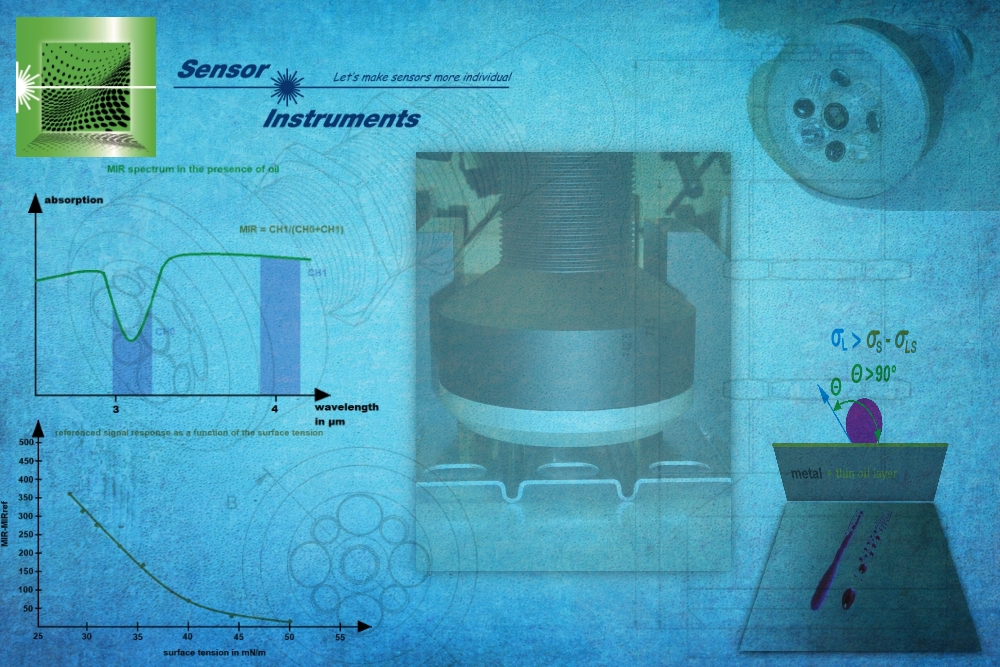 SPECTRO-M-10-MIR/(MIR1+MIR2) Série SPECTRO-M |
26.10.2020
A chegada dos plásticos reciclados.
► Comunicado de imprensa (pdf)Um parto difícil! Depois de anos nas sombras do que chamado "material virgem", os plásticos reciclados estão escrevendo sua própria história de sucesso. Há várias razões para isso. No início, o plástico reciclado era considerado antieconômico devido ao complexo processamento técnico necessário, mas agora, graças às tecnologias aprimoradas, a qualidade aumentou e os custos foram reduzidos ao mesmo tempo. No entanto, esse avanço não teria sido feito para materiais reciclados se a União Europeia não tivesse criado a base jurídica para o uso sustentável de plásticos nos últimos anos. Por exemplo, a diretiva da UE estipula uma quantidade mínima para o uso de plásticos reciclados em garrafas plásticas. Apesar das propriedades melhoradas, os plásticos reciclados ainda não correspondem à qualidade do material virgem, por exemplo, ainda são comuns os desvios de cor em relação à condição pretendida. Uma solução para manter o valor da cor pretendida de um produto a ser fabricado só pode ser obtida através de uma dosagem direcionada de material virgem. A fim de determinar a quantidade exata a ser adicionada, é necessária uma medição da cor do material plástico reciclado. Devido à alta temperatura ambiente, o sistema de medição de cor é projetado como um sistema de guia de luz (KL-D-0°/45°-85-1200-A3.0-VIS) e funciona de acordo com o método de medição de cor 0°/45°. Com uma mancha de luz branca de 25 mm de diâmetro, a média é obtida opticamente em relação a um grande número de pellets, para que a determinação precisa do valor da cor (L*a*b* ou xyY) possa ser realizada pela unidade de avaliação SPECTRO-3-FIO-MSM-ANA-DL conectada à extremidade frontal da fibra óptica. Os valores de cor são transferidos para o controle da unidade de dosagem e, dependendo do desvio de cor do ponto de ajuste, é adicionado material virgem. ► Comunicado de imprensa (Word/pdf) |
SPECTRO-3-FIO-MSM-ANA-DL + KL-D-0°/45°-85-1200-A3.0-VIS Série SPECTRO-3-MSM-ANA |
31.07.2020
Medição de espessuras de filmes plásticos finos e transparentes
► Comunicado de imprensa (pdf)Especialmente com filmes estiráveis é importante poder determinar a espessura após a produção (e também após o processo de estiramento). Com o sistema de medição SPECTRO-MIR-10, agora está disponível um instrumento que permite medições em linha e fora da linha, rápidas, precisas e sem sensibilidade à luz. Usando o software SPECTRO MIR Scope V1.0 para Windows®, o sistema de medição pode ser calibrado para o respectivo tipo de filme. Além do software de parametrização, o software de monitoramento SPECTRO MIR Monitoring V1.0 também está disponível para este fim. Com este software, os dados de medição são armazenados e exibidos de forma gráfica e numérica, incluindo tendências. ► Comunicado de imprensa (Word/pdf) |
 SPECTRO-MIR-10 Série SPECTRO-MIR |
30.06.2020
Caro fabricante de pisos em vinil, não se preocupe, vamos encontrar a lacuna!
► Comunicado de imprensa (pdf)Com os sensores da série RED para detectar a lacuna, que corresponde à distância entre duas placas de parquet, o RED-50-L e o RED-110-L são particularmente adequados. Assim, lacunas podem ser reconhecidas a partir de uma profundidade e largura de cerca de 0,05 mm. O software do detector de bordas a laser permite a adaptação a diferentes superfícies: do escuro ao claro e do mate ao brilhante. Com uma frequência máxima de varredura de 85kHz, o sensor está bem preparado para o manuseio rápido de objetos. ► Comunicado de imprensa (Word/pdf) |
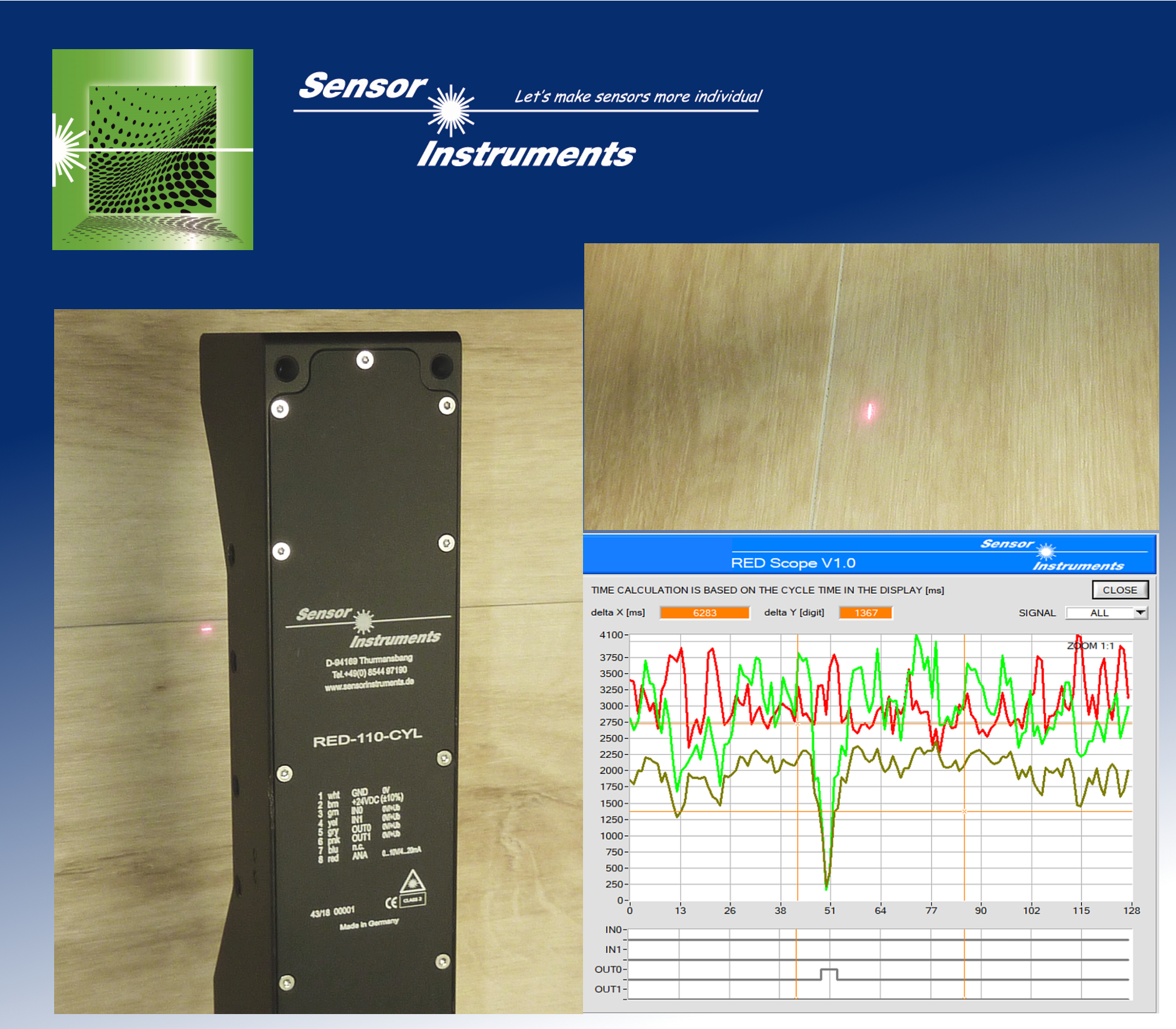 RED-110-L Série RED |
22.06.2020
Após o processo de pintura de placas de metal, o grau de brilho também deve ser medido, além da cor. Para poder reagir o mais rápido possível a quaisquer desvios no grau de brilho do respectivo valor nominal, a medição do brilho ocorre em linha e o mais próximo possível do evento, ou seja, imediatamente após o processo de pintura.
► Comunicado de imprensa (pdf)É usado um sensor de brilho da série GLOSS (GLOSS-15-60°), com o qual o grau de brilho pode ser medido a uma distância de 15 mm para com o objeto. ► Comunicado de imprensa (Word/pdf) |
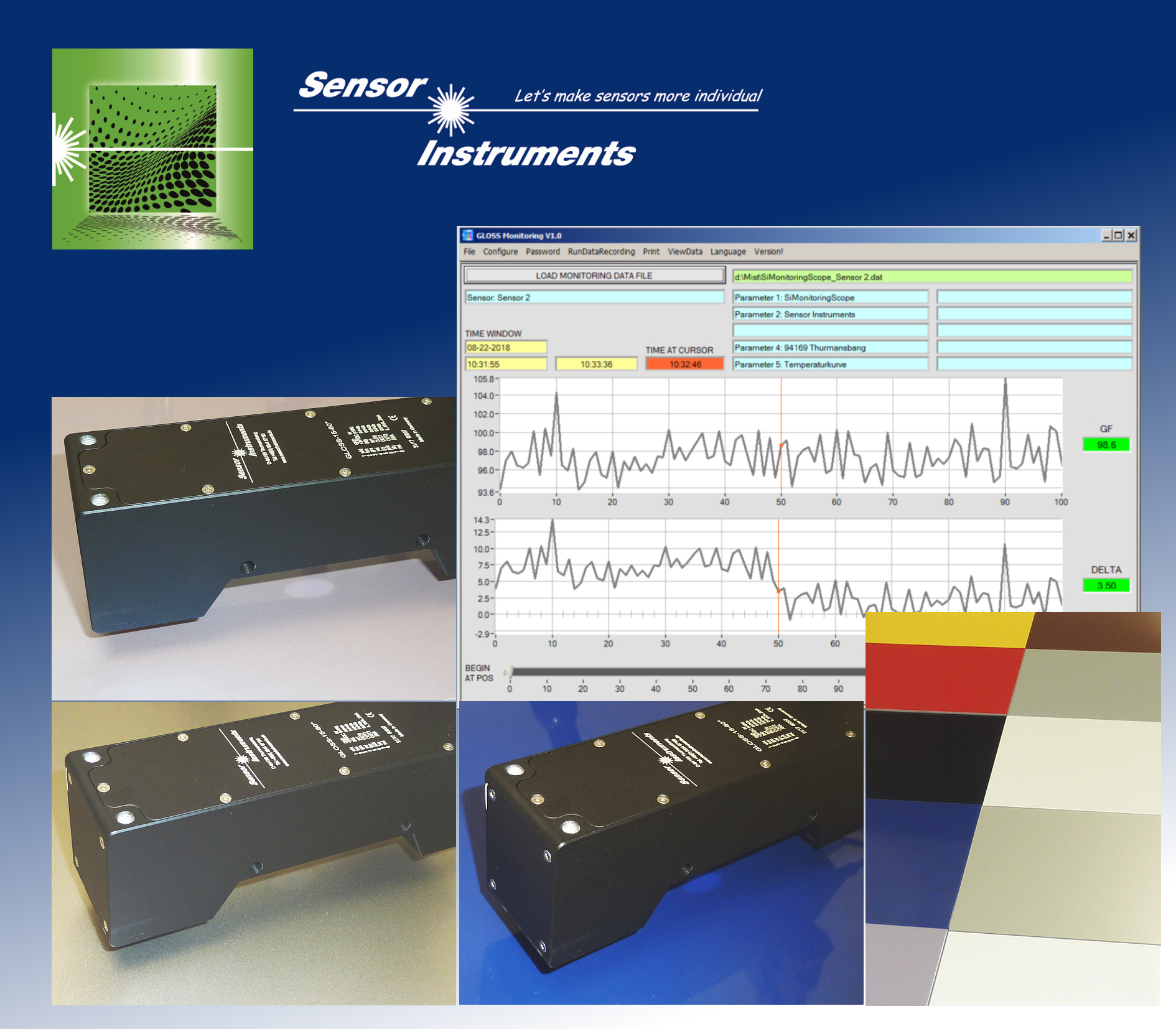 GLOSS-15-60° Série GLOSS |
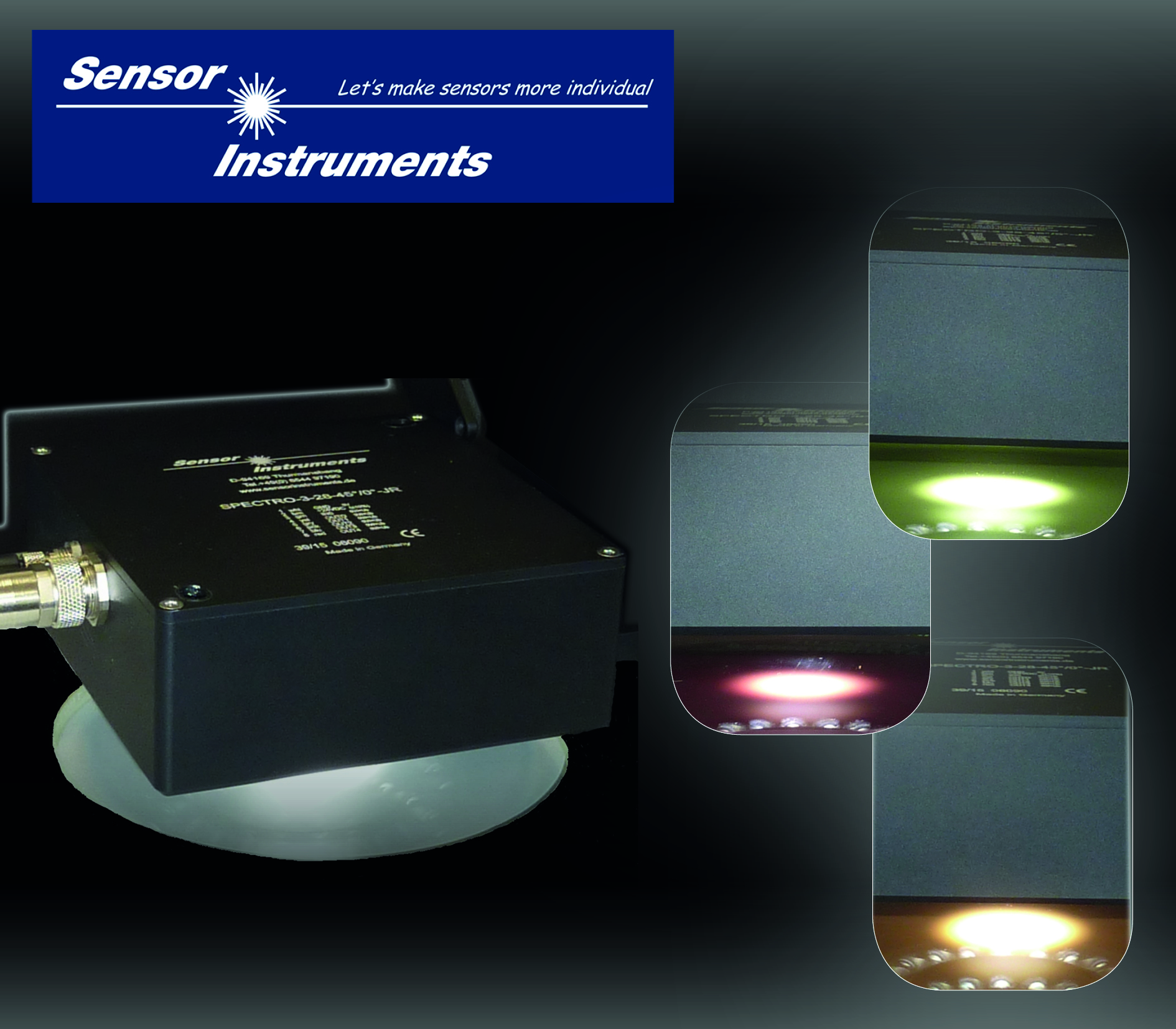
09.06.2020
Em placas de metal, a cor deve ser medida imediatamente após o processo de pintura. Assim, deve ter-se em atenção que estão disponíveis, tanto superfícies de elevado brilho como também superfícies com muito mate, e o valor da cor deve ser determinado independentemente do grau de brilho. Além disso, a medição deve ser realizada em linha, por um lado, para atender ao controle de 100% e, por outro, para neutralizar uma possível derivação de cor o mais rápido possível.
► Comunicado de imprensa (pdf)Como sensor de medição de cores, se recomenda um dispositivo da série SPECTRO-3, que funcione de acordo com o método de 45°/0° (SPECTRO-3-28-45°/0°-MSM-ANA-DL). ► Comunicado de imprensa (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL Série SPECTRO-3-MSM-ANA |
26.05.2020
Além das películas plásticas, as películas à base de papel estão sendo cada vez mais utilizados no setor mobiliário, bem como na área de revestimentos para pisos. Então, estão agora disponíveis papéis decorativos, entre outros, para cozinhas, móveis e pisos laminados. Tanto para as películas decorativas de plástico, como também para aquelas à base de papel, o mesmo se aplica durante a produção para obter uma qualidade consistente e uma aparência brilhante.
► Comunicado de imprensa (pdf)Uma contribuição importante para o efeito certamente pode ser feita pelo sensor de brilho Inline GLOSS-15-60°, que pode ser usado para medir continuamente o grau de brilho das películas decorativas. ► Comunicado de imprensa (Word/pdf) |
 GLOSS-15-60° Série GLOSS |
14.05.2020
Uma das últimas etapas durante a produção de ventiladores radiais e axiais é, entre outros, o controle da resposta de frequência correta em função da tensão CC aplicada ao ventilador. O tipo mais simples de medição de frequência pode ser alcançado por meio de uma barreira fotoelétrica de uma via (por exemplo, um D-LAS2-d1.0-T + D-LAS2-Q-d1.0-R-HS, equipado com uma frequência de comutação de, tipicamente, 300kHz). Muitas vezes, no entanto, só se passa por um lado para as pás do rotor da respectiva versão do ventilador ao testar, de modo que, alternativamente, uma variante de luz refletida deve ser usada.
► Comunicado de imprensa (pdf)Aqui, os detectores de bordas da série RED (RED-50-L ou RED-110-L) podem ter um bom desempenho. ► Comunicado de imprensa (Word/pdf) |
 RED-50-L, RED-110-L Série RED |
07.05.2020
Para aumentar a classificação dos plásticos e, portanto, sua cota de reciclagem, já existem várias iniciativas e abordagens técnicas. Alguns métodos se baseiam nas possibilidades dos métodos de infravermelho próximo (NIR) para diferenciar os materiais básicos dos plásticos, outros defendem a aplicação de códigos para classificar e rastrear as embalagens plásticas.
► Comunicado de imprensa (pdf)A Sensor Instruments e a GABRIEL-CHEMIE agora desenvolveram uma nova tecnologia para fornecer materiais e produtos plásticos com uma assinatura legível por máquina integrada no material. ► Comunicado de imprensa (Word/pdf) |
 Rotulagem e autenticação exclusiva de produtos plásticos Taggant Technology TAGTEC |
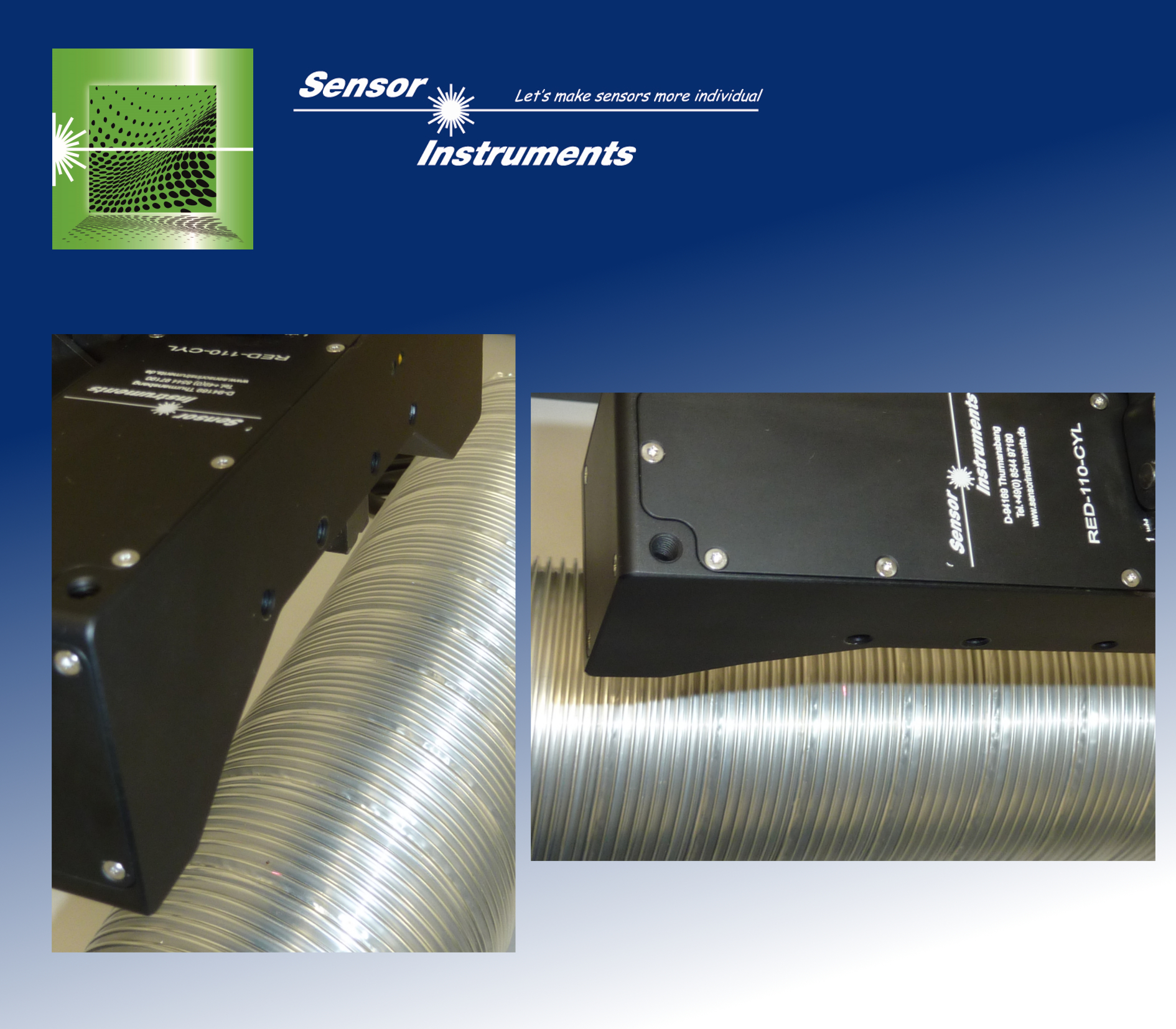
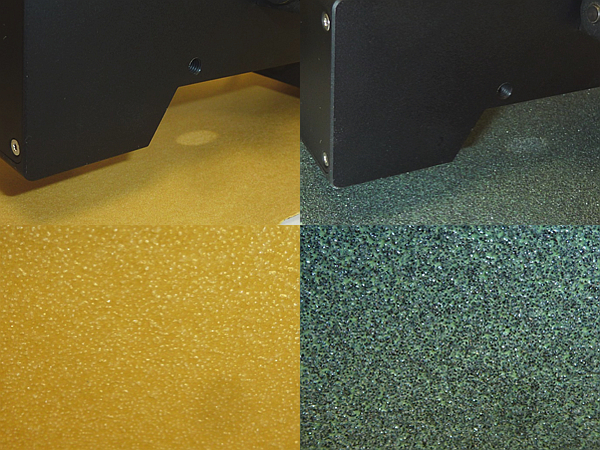
07.04.2020
Na produção de tubos flexíveis de alumínio, é menos o comprimento medido dos tubos flexíveis que conta, mas o número de dobras presentes, uma vez que o comprimento real não pode ser medido com precisão suficiente devido ao “efeito sanfona” do material. Para a contagem das dobras, pode ser usado um detector de bordas da série RED (p.ex., RED-50-L ou RED-110-L). Assim, o tubo flexível de alumínio é movido ao longo do sensor a laser durante a contagem de bordas. O sensor fornece um sinal de saída digital por borda.
► Comunicado de imprensa (pdf)► Comunicado de imprensa (Word/pdf) |
 RED-50-L, RED-110-L Série RED |
23.03.2020
A frequência das rodas do compressor usadas nos turbocompressores deve ser medida. Nesse caso, podem ocorrer velocidades de rotação de até 300.000 rotações por minuto. Geralmente estas rodas do compressor possuem aproximadamente 10 pás e o material é composto por alumínio fresado. Se se tentar determinar oticamente a frequência dessas rodas do compressor, deve-se considerar que cada uma dessas pás causa uma mudança de sinal - no minuto deve se contar, portanto, com até 3.000.000 de operações de comutação, o que conduz a uma frequência de aprox. 50 kHz (relacionada às pás). Mesmo um detector de bordas do tipo RED-50-P ou RED-110-P com sua frequência máxima de varredura do tipo 100 kHz fica um pouco "atrapalhado".
► Comunicado de imprensa (pdf)► Comunicado de imprensa (Word/pdf) |
.jpg) RED-50-P, RED-110-P Série RED |
09.03.2020
Durante a fabricação da lixa de papel, deve tomar-se cuidado para que a granulação, ou seja, o tamanho do grão do material abrasivo (por exemplo, óxido de alumínio ou carboneto de silício) se encontre dentro da faixa de tolerância permitida. Os testes laboratoriais em uma fase preliminar mostraram que o grau de brilho da superfície da lixa de papel se correlaciona muito bem com a granulação: quanto menor o tamanho do grão, maior o grau de brilho associado a ele.
► Comunicado de imprensa (pdf)► Comunicado de imprensa (Word/pdf) |
 GLOSS-5-58°, GLOSS-15-60° Série GLOSS |
04.03.2020
Os fios de plástico de diferentes espessuras, cores, formas e qualidade da superfície são usados em diversas áreas. Por exemplo, as raquetes de tênis são feitas com monofilamentos de poliéster, o perfil triangular das cordas dá à raquete mais rotação; o material de fita plana é adequado principalmente para monofilamentos para a produção de grandes sacolas plásticas, as big bags. Na produção de papel, são utilizadas na área úmida, cintas de peneiras transportadoras feitas de monofilamentos de plástico redondos e material abrasivo é adicionado aos fios plásticos da escova de dentes. Recentemente, os monofilamentos de plástico também são usados nas impressoras 3D. Também aqui são usados fios redondos com diâmetros diferentes. Além da forma, a consistência da cor é decisiva para o respectivo usuário, pois os desvios de cores são frequentemente interpretados como flutuações de qualidade no material plástico. Particularmente no caso de produtos tecidos, como telas de plástico, big bags e raquetes de tênis, até as menores nuances de cores (geralmente de uma diferença de cores de dE = 1) podem ser detectadas pelo observador. Portanto, é aconselhável ou necessário que o fabricante verifique a cor dos monofilamentos durante a produção, isto é, em linha. O tamanho do objeto, a forma e o brilho dos monofilamentos de plástico até agora dificultavam o uso de dispositivos de medição de cores em linha, especialmente porque um desvio de cor > dE = 0,7 deve ser detectado com segurança durante o monitoramento.
► Comunicado de imprensa (pdf)► Comunicado de imprensa (Word/pdf) |
 SPECTRO-3-12-DIF-MSM-ANA-DL Série SPECTRO-3-MSM-ANA |
27.02.2020
No fabrico de cabos, mas também de condutas de alta tensão, os fios isolados individuais ou os arames de alumínio devem ser enrolados juntos. Na prática, esse processo é feito de sistemas de enrolamento. Assim, os fios ou arames individuais são enrolados em torno de um fio nuclear ou um arame nuclear. Para monitorar uma ruptura de fio ou de arame, o fio nuclear ou o arame nuclear pode agora ser controlado de maneira relativamente simples por meio de uma barreira fotoelétrica de uma via a laser adequada no processo de luz transmitida.
► Comunicado de imprensa (pdf)Um monitoramento dos fios externos ou dos arames externos, no entanto, pode ser realizado por meio de um detector de bordas correspondentemente adaptado da série RED (RED-110-P-F60). ► Comunicado de imprensa (Word/pdf) |
 RED-110-P-F60 Série RED |
04.02.2020
Na tecnologia, é um pouco como na vida real: nem sempre é ladeira abaixo ou ladeira acima. Muito mais chega depois de um "down" novamente um "up", assim também acontece nas bordas: Como regra, uma borda ascendente é seguida por uma borda descendente e vice-versa.
► Comunicado de imprensaDentro da série de detectores de bordas, o RED-60-CLS-L e o RED-60-CLS-P permitem agora uma detecção de bordas ascendentes e descendentes. ► Comunicado de imprensa (Word/pdf) |
RED-60-CLS-L, RED-60-CLS-P Série RED |
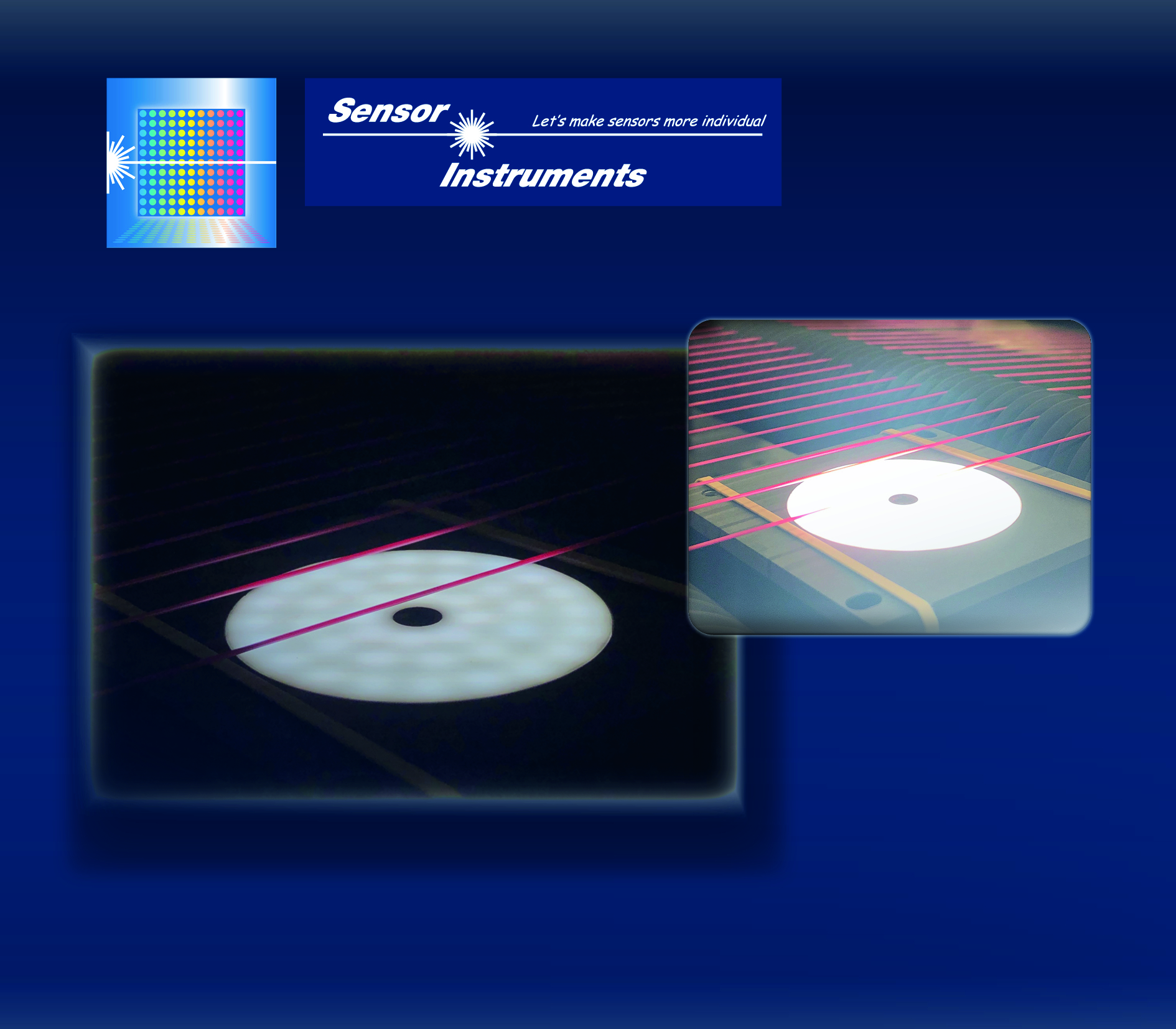
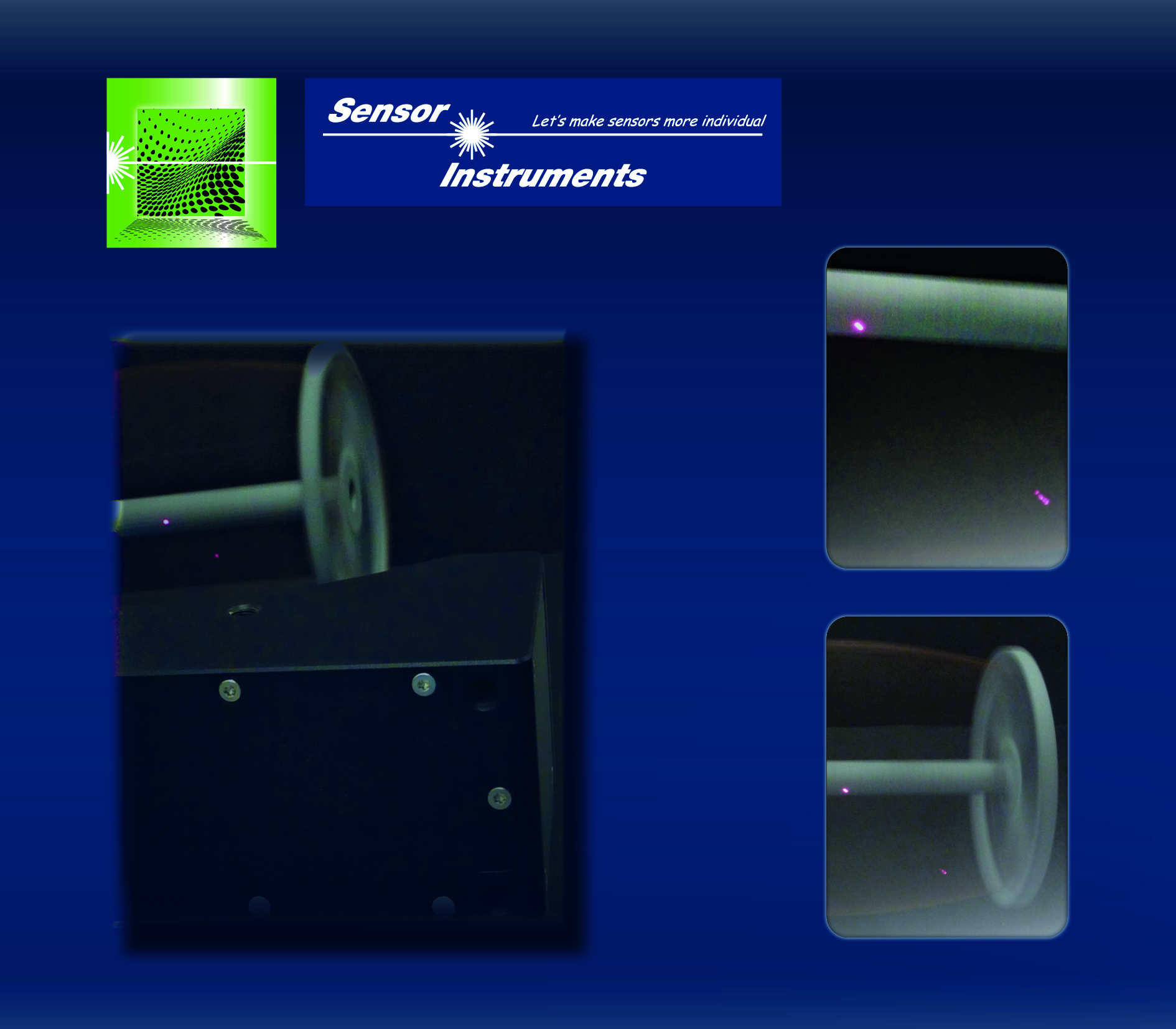
07.11.2019
Barras condutoras de luz
► Comunicado de imprensaCada vez mais veículos são equipados no interior, a denominada área ambiente, com varetas de fibras ópticas. Esses se encontram, entretanto, no revestimento da porta, no painel de instrumentos, na consola central, mas também no teto do veículo. A partir das varetas de fibras ópticas, a luz é transmitida através de fitas planas semitransparentes no interior do automóvel. Uma falta de homogeneidade na vareta de fibra óptica afetaria o comportamento de dispersão da luz dissociada, um observador identificaria isso no interior do veículo, durante uma viagem no escuro, como um ponto brilhante ou como um ponto escuro ao longo da faixa de luz e assim sentiria isso como algo incômodo. ► Comunicado de imprensa (Word/pdf) |
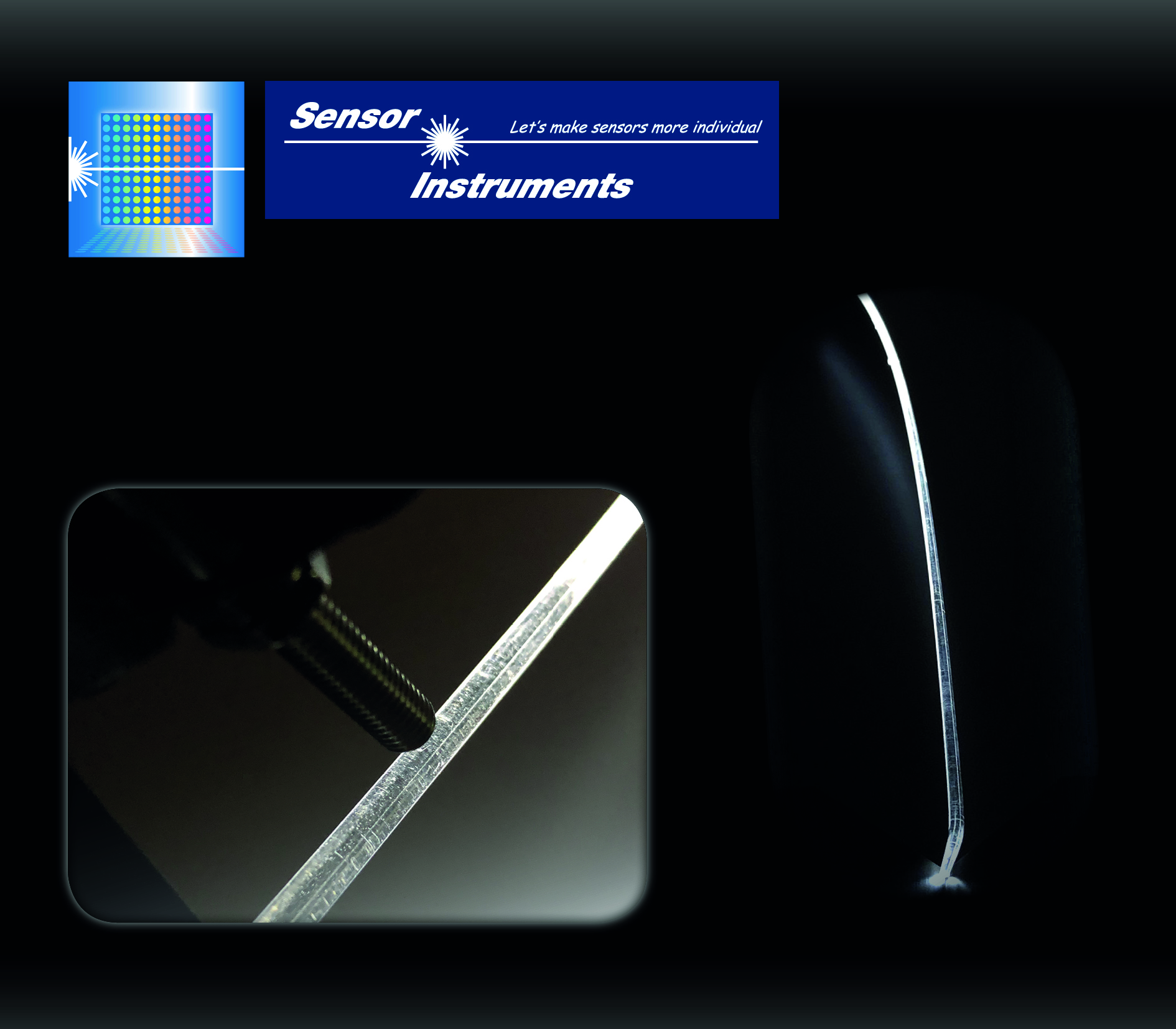 SPECTRO-3-FIO-ANA-LEDCON-HA Série SPECTRO-3-ANA |
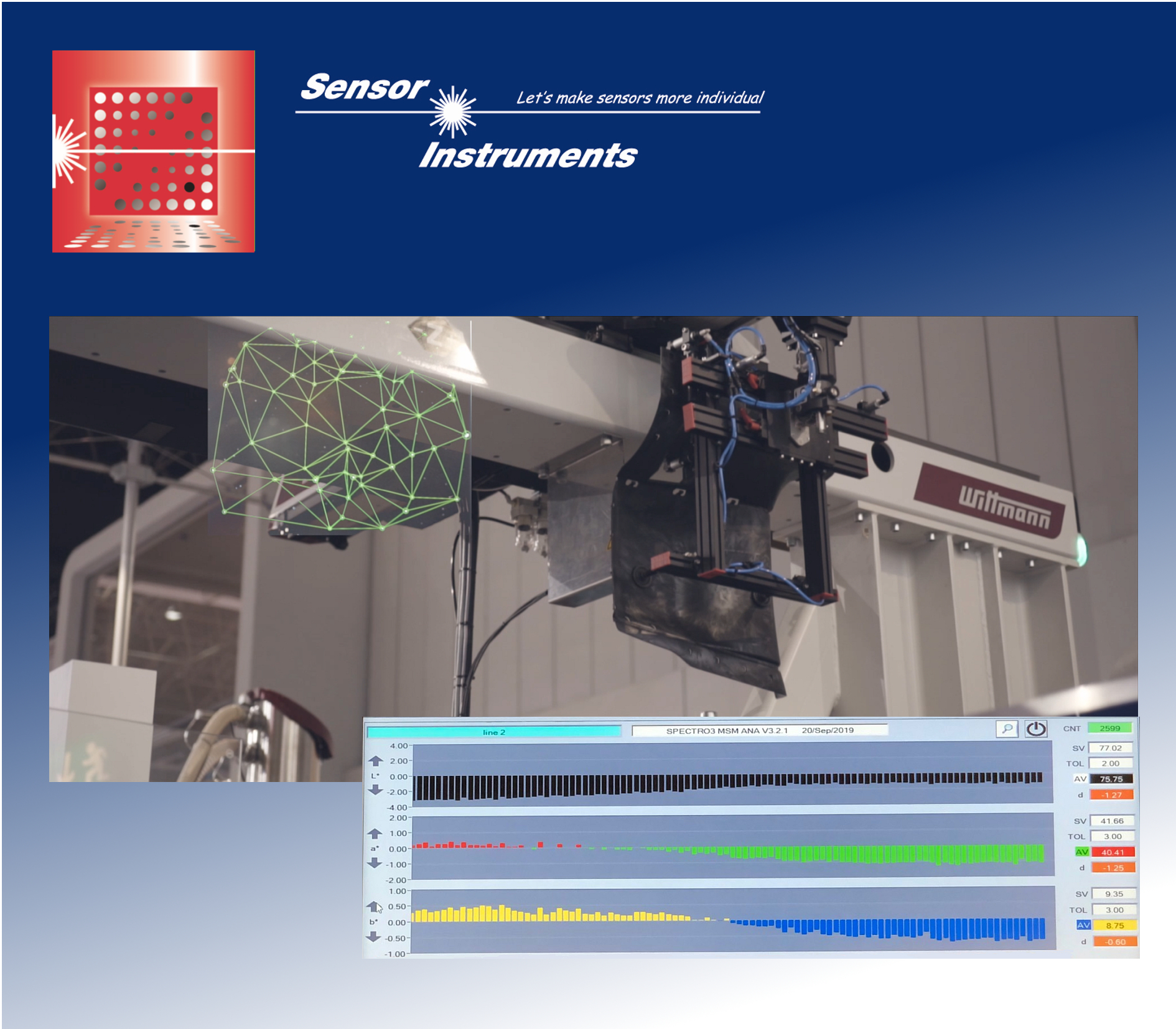
14.10.2019
Detectores Inline oferecem novo tipo de marcação de componentes
► Comunicado de imprensaNo âmbito de uma digitalização abrangente da produção industrial e dos processos (palavra-chave: Indústria 4.0), uma nova maneira de marcar componentes fabricados oferece agora possibilidades anteriormente inimagináveis. Por meio da marcação individual (uma distribuição aleatória de partículas fluorescentes na superfície do objeto ou na matriz do objeto), uma chave virtual pode ser gerada com a ajuda da qual podem ser armazenados dados relevantes para o produto, p.ex., no servidor (ou na Nuvem). Graças à distribuição aleatória das partículas fluorescentes, esse "código estelar" representa uma espécie de "impressão digital ‘digital’. Apenas algumas partículas no campo de visão são suficientes para garantir uma detecção segura e robusta com pouco espaço de memória necessário por código. ► Comunicado de imprensa (Word/pdf) |
 LUMI-STAR-MOBILE e LUMI-STAR-INLINE Série LUMI |
29.04.2019
Aparelhos portáteis para detectar o grau de brilho, têm sido usados com sucesso na indústria há muitos anos. Aqui, três ângulos de visão se estabeleceram como padrão em primeiro lugar: 20°, 60° e 85°, cada um medido em relação ao eixo vertical. Uma exceção a isso é a indústria de papel, que usa principalmente um ângulo de visão de 45° e 75°. Para a determinação do brilho, é utilizada a reflexão direta na superfície do objeto a ser examinada.
|
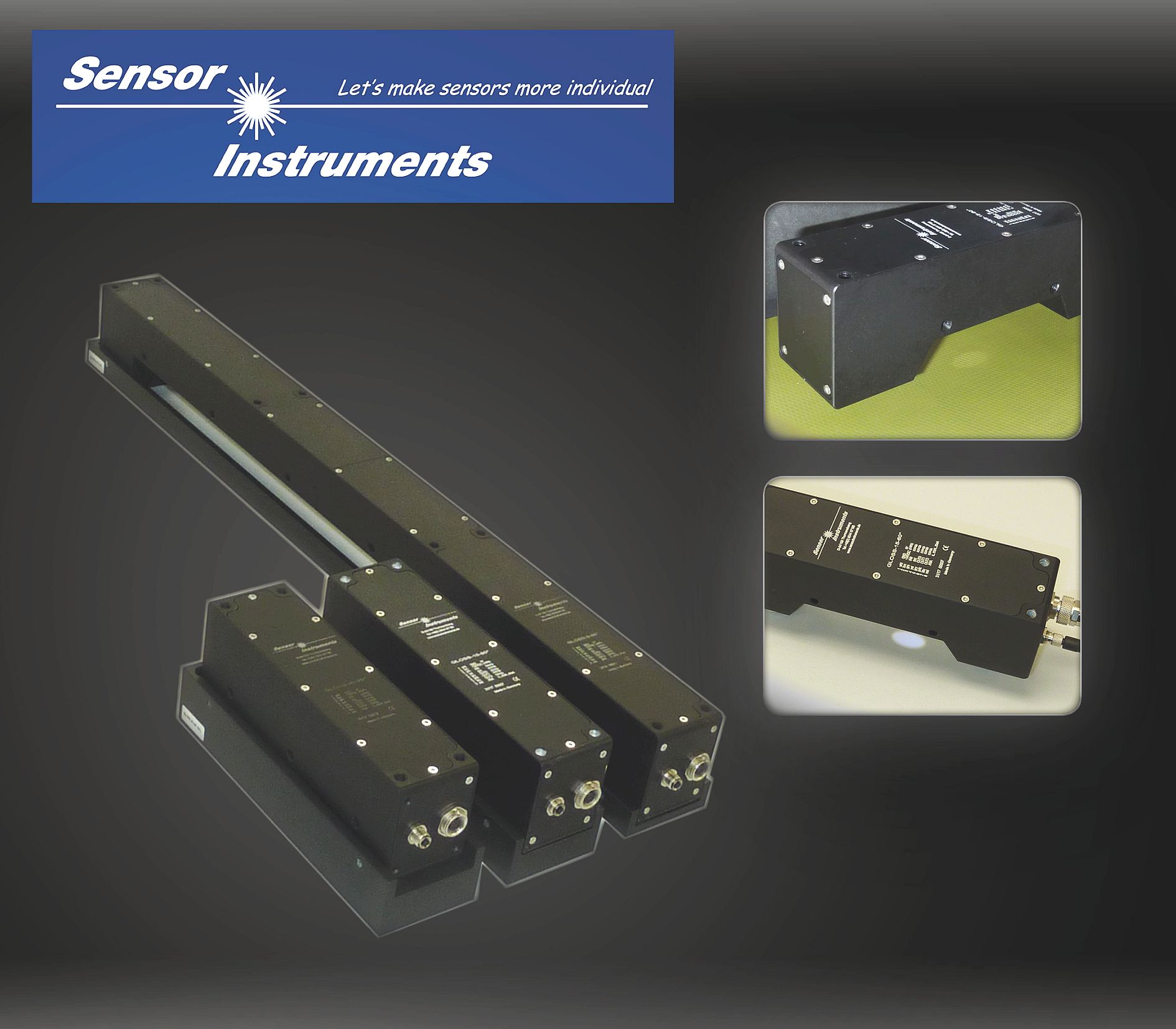 Medidores de brilho Inline Série GLOSS |
22.03.2019
95% do vidro plano fabricado industrialmente é, entretanto, produzido de acordo com o processo de vidro ‘flotado’. Neste processo, o vidro líquido é continuamente adicionado a um banho de estanho líquido. O vidro fundido, devido ao seu menor peso, flutua na superfície brilhante de estanho e forma um filme uniformemente espesso e extremamente liso em um banho alongado de estanho. O lado do vidro voltado para o estanho fundido é ligeiramente contaminado com estanho e, deste modo, tem um efeito correspondente no processamento subsequente do vidro ‘flotado’, tal como, p.ex. revestimento da superfície de vidro. Aquando do processamento posterior do vidro ‘flotado’, é, portanto, importante distinguir a superfície contaminada pelo banho de estanho do denominado lado do fogo (polimento de fogo, durante a fabricação de vidro ‘flotado’, o lado do vidro virado para o lado oposto ao estanho fundido é aquecido).
|
 Sensor de contraste SPECTRO-1-FIO-UVC/UVC |
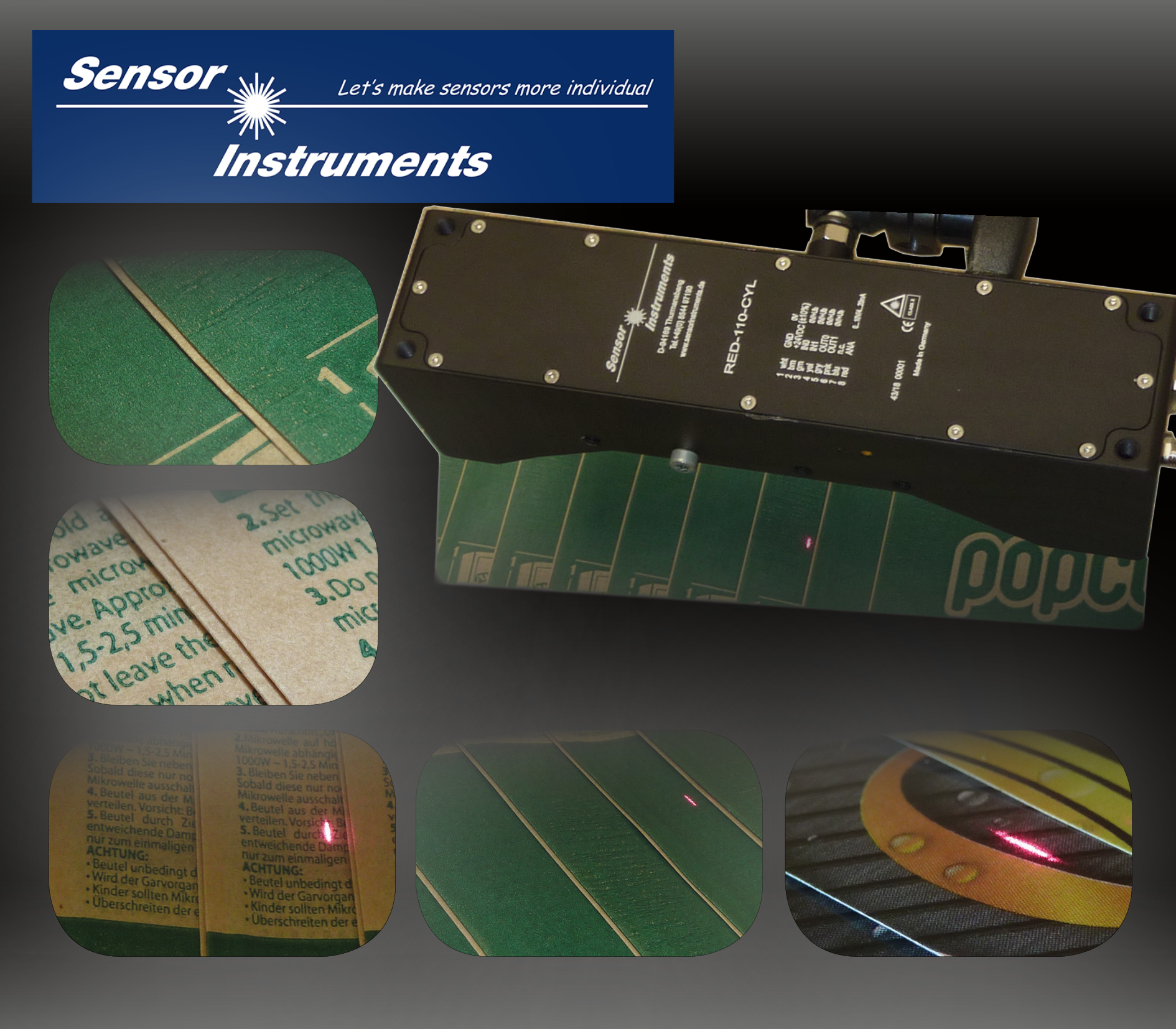
20.02.2019
Para que a quantidade necessária de produção possa ser alcançada na fabricação de filtros de óleo ou ar para a indústria automóvel, o material de filtro é dobrado, proporcionando, assim, uma superfície de filtro alta em um espaço pequeno.
|
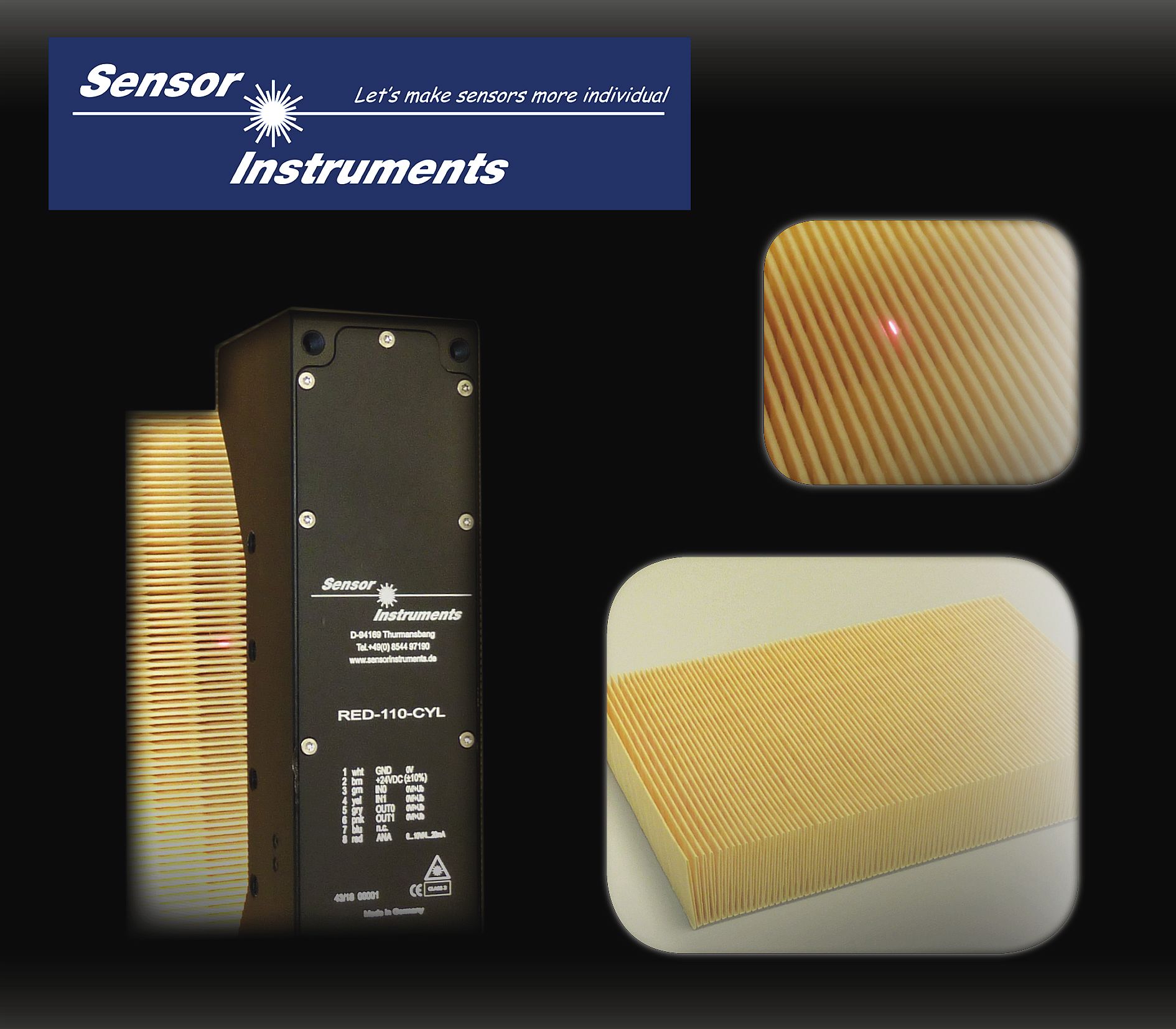 |
| Detector de borda a laser RED-110-L |
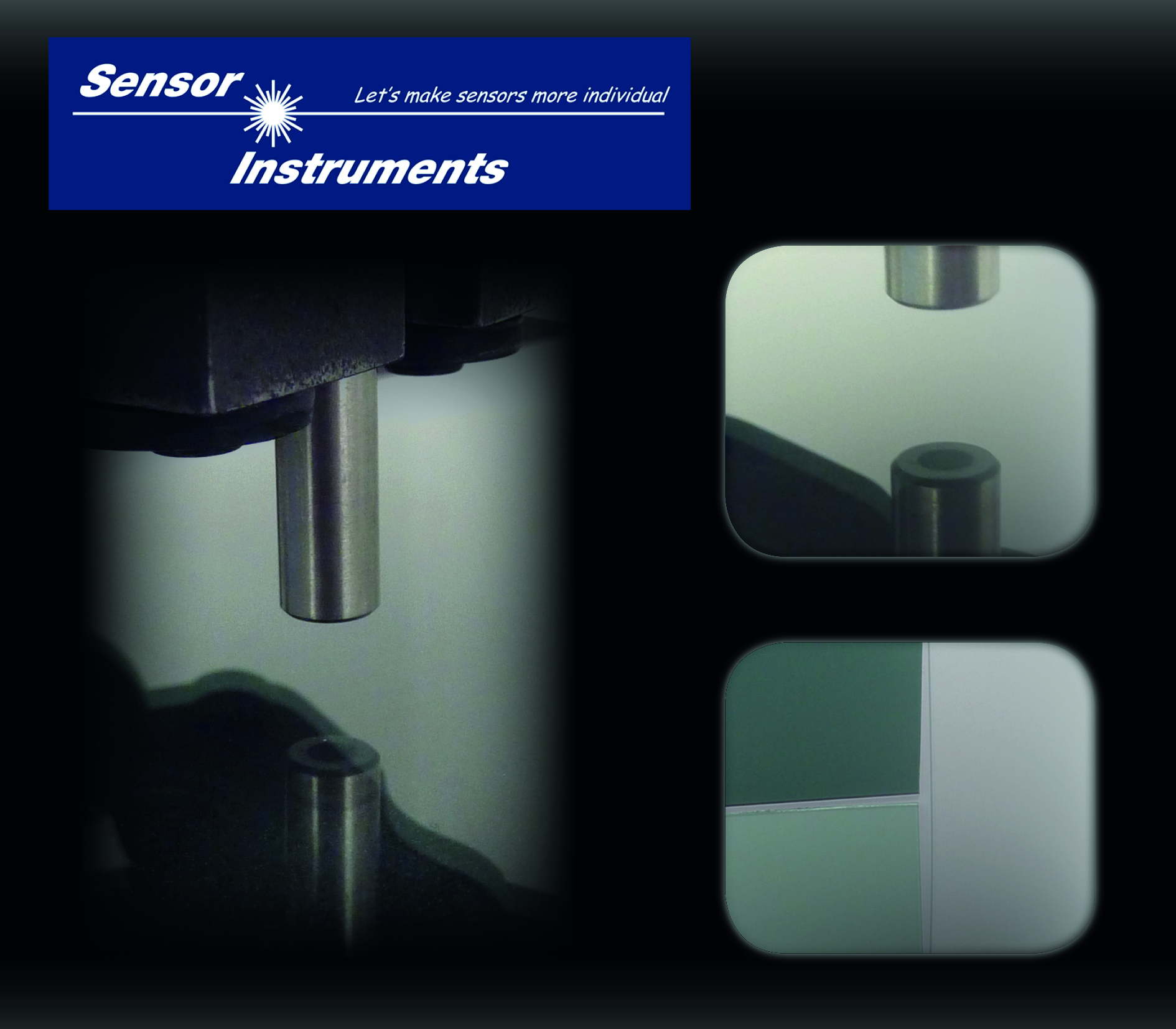
Na detecção de costuras de solda, provavelmente se pensa primeiro em sensores de contraste ou de cor, a costura de solda difere, em geral, visualmente do resto da superfície do produto. Na prática, no entanto, se mostra que esses métodos são caracterizados por reajustes ou reparametrizações frequentes.
|
 |
| Detector de borda a laser RED-110-L |
04.02.2019
Considerando que, enquanto fabricante de sensores, era ainda suficiente fornecer dispositivos com saídas digitais, assim como uma saída de tensão analógica de 0V a +10V e também uma saída de corrente analógica de 4mA a 20mA, num futuro previsível a comunicação entre os sistemas de sensores e os comandos programáveis (CLP) seria principalmente de modo digital serial com uma taxa de dados correspondentemente alta. Ou seja, o futuro pertence à chamada Ethernet Industrial..
|
 |
| Conversores RS232 conforme PROFINET® e conversores RS232 conforme EtherCAT® |
21.01.2019
Especialmente ao detectar e contar objetos transparentes empilhados, como copos plásticos ou tampas de plástico, os detectores anteriores atingiram seus limites. No entanto, ao embalar, é particularmente importante colocar o número exato de objetos em uma unidade de embalagem. Uma solução para isso é a série RED (nesta aplicação foi usado um RED-110-L).
|
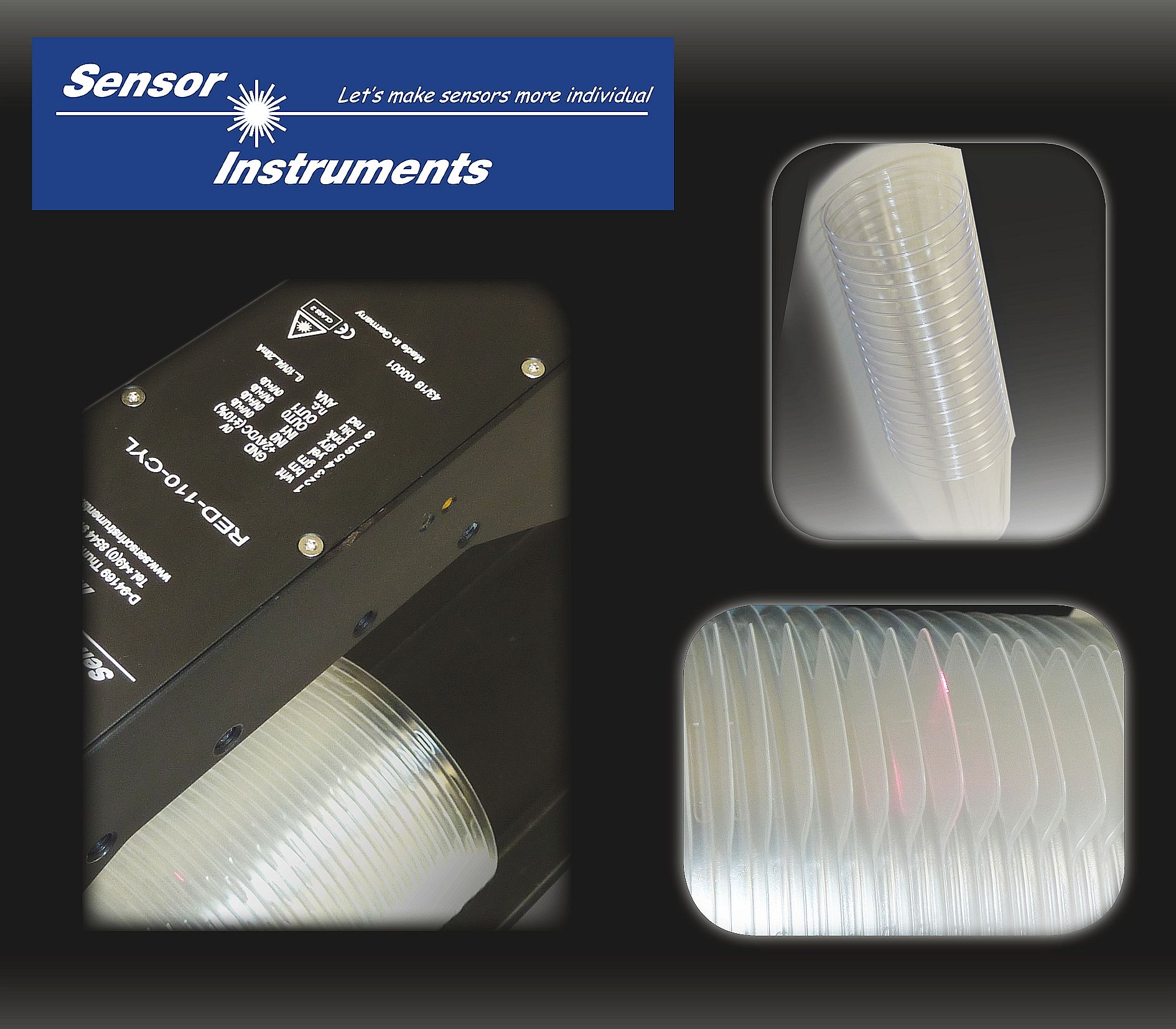 |
| Detector de borda a laser RED-110-L |
26.11.2018
| No início, tudo parecia cristalino, novamente uma tarefa de medição que podemos seguramente dominar com um sensor da série GLOSS. Depois de tudo o que o cliente nos retratou, muitos corroboram uma medição do nível de brilho e a pergunta, que foi feita no início, em relação sob que ângulo deverá ser feita a medição: 20°, 60° ou aprox. 85° em relação à vertical?
|
 |
| Sensor de brilho GLAST-85-30°/30°-DIF-1.0/1.0 |
19.11.2018
|
Embalando caixas de cartão, revistas, mas também folhas soltas, o número de exemplares num pacote deve ser garantido. Em muitos casos, o material é transportado numa forma escamosa antes de ser embalado, no caso de revistas, jornais ou impressos publicitários, através de um empilhador cruzado. O fluxo de escamas pode assim, dependendo da espessura dos exemplares e da sua velocidade de transporte (até 10m/s), assumir diferentes alturas. ► Comunicado de imprensa |
 |
| Detector de borda a laser RED-110-L |
19.11.2018
No caso dos bicos de pulverização usados no para-brisas, muita coisa se registrou nos últimos anos. Agora é diversificado e pontualmente irradiado. Uma aplicação de pulverização homogênea na área angular prevista é agora exatamente garantida nos bocais tipo ventoinhas, como a irradiação pontual das câmaras dianteiras por meio dos refletores direcionados dificilmente divergentes. ► Comunicado de imprensa |
|
| Sensores transmissivos de linha a laser L-LAS-TB-100-AL-SC |
09.11.2018
Até agora, o controle de cor durante a produção de vernizes de cor era feito principalmente no laboratório. Foi necessário retirar uma amostra de verniz, sendo então testado, como uma fina camada de verniz, no estado seco, em relação à cor. Naturalmente, esse processo leva um certo tempo, durante o qual a produção de verniz poderia se mover para fora das tolerâncias permitidas e, assim, sendo necessário realizar um tratamento posterior demorado e dispendioso. ► Comunicado de imprensa |
 |
| Sensor de medição de cor SPECTRO-3-28-45°/0°-MSM-ANA-DL |
22.10.2018
Em particular, a contagem de tampas de plástico transparentes e empilhadas, como as usadas na indústria de embalagens, mostrou-se extremamente problemática, pois, por um lado, as extremidades das tampas individuais nem sempre estão exatamente alinhadas e, por outro, especialmente com contadores de exemplares de objetos transparentes, que funcionam segundo o princípio da luz refletiva, não fornecem um resultado de contagem confiável.
► Comunicado de imprensa |
 |
| Sensor de luz transmitida a laser A-LAS-N-F16-9.5x0.8-150/80-C-2m com controle eletrônico SPECTRO-1-CONLAS |