








Praktische Beispiele aus dem industriellen Einsatz
SPECTRO-3-5-DIF-JR
1) Sprache auswählen:
|
Controllo del rivestimento di superfici di snodi sferici Si deve controllare la superficie di snodi sferici. Occorre fare una distinzione tra superfici non rivestite, rivestite e rivestite di “blu” Ball joint coating control The joint ball surface should be controlled with a view to the coating. At this, uncoated joint balls should be differentiated from coated and blue coated joint balls. |

|
||
|
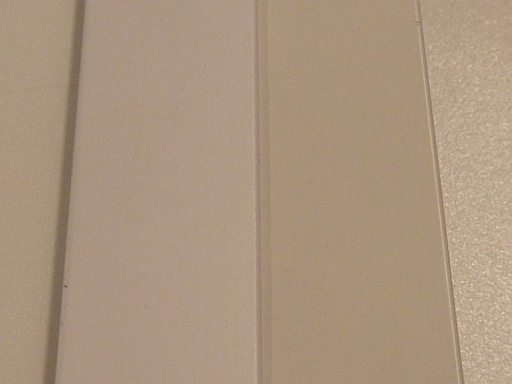
Controllo del colore di una guaina per cavi Si deve monitorare il colore dell’isolamento di un cavo. Color control of cable jacket The color of a cable jacket should be controlled. |

|
||
|
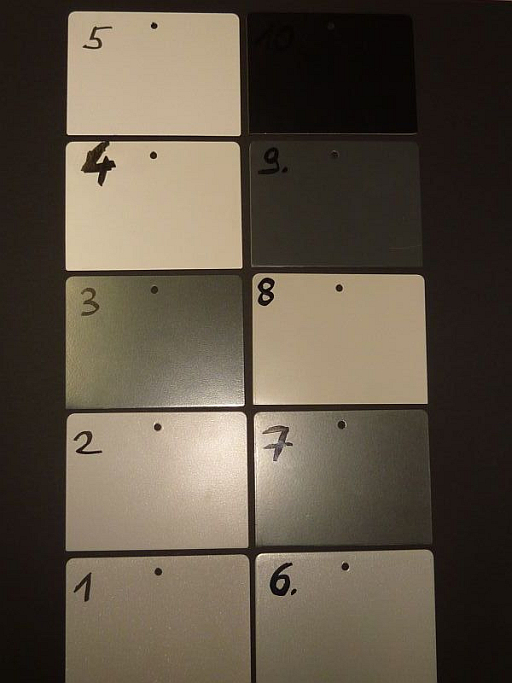
Controllo del colore di lamiere verniciate Si devono distinguere per colore delle lamiere verniciate. Inoltre si devono controllare anche rivestimenti laccati metallizzati. Color control of lacquered metal sheets Lacquered metal sheets should be color differentiated. Even metallic paints must be color controlled. |
|
||
|
Controllo del colore di t-grid per controsoffitti Si deve monitorare il colore di t-grid visibili per controsoffitti. Color control of T-grids for ceiling systems T-grids used for ceiling systems should be color controlled. |
|
||
|
Controllo in linea colore del materiale abrasivo Dovrebbe essere controllato in linea il colore del materiale abrasivo. Inline color control of abrasive material Abrasive band material should be inline color controlled. |

|
||
|
Differenziazione cromatica di sensori ad ultrasuoni I sensori ad ultrasuoni per l'industria automobilistica devono essere differenziati in base al colore. La superficie lucida dei sensori ad ultrasuoni provoca normalmente un elevato riflesso. Color differentiation of ultrasonic sensors Ultrasonic sensors for the automotive industry should be color differentiated. At this, the shiny surface of the ultrasonic sensors causes normally a high direct reflection. |

|
||
|
Controllo in linea del colore di un filo d'oro rivestito Un filo d'oro rivestito dovrebbe essere controllato durante il processo di produzione. Inoltre, dovrebbero essere rilevati i difetti locali come scanalature. La velocità di produzione del filo è di circa 10 m / s. Inline color control of a golden coated wire A golden coated wire should be controlled during the production process. Furthermore, local defects like grooves should be detected. At this, the production speed of the wire is approximately 10 m/s. |

|
||
|
Controllo in linea del colore dei cavi isolati Durante la produzione deve essere controllato il colore di un materiale plastico isolante (ad esempio cavi marroni e rossi). La brillantezza della superficie plastica può cambiare a causa della temperatura e delle variazioni di umidità. Pertanto deve essere utilizzato un sensore non dipendente dalla brillantezza della superficie. Inline color control of insulated cables During the production the color of a plastic insulation should be controlled (e.g. brown and red insulated cables). At this the gloss of the plastic surface can be changing due to temperature and humidity changes. Therefore a sensor should be used which is independent of the gloss of the surface. |

|
||
|
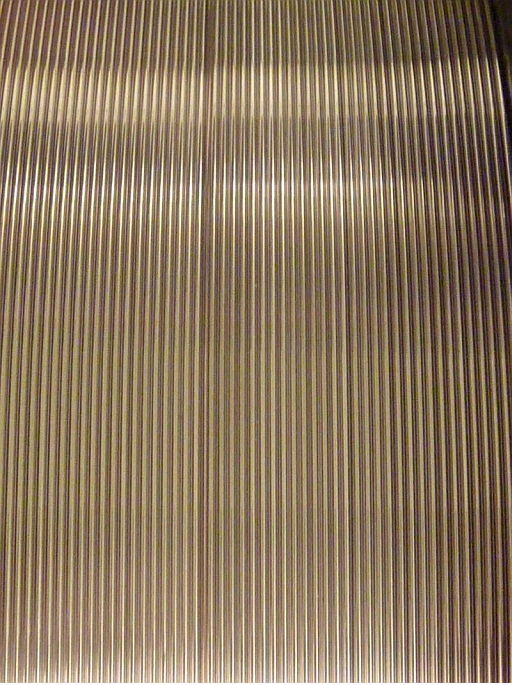
Controllo del colore di fili d'acciaio ottonato Dovrebbe essere controllata la qualità dei fili d’acciaio ottonato. Il colore del filo fornisce informazioni circa lo spessore del rivestimento. Color control of brass coated steel wires The quality of brass coated steel wires should be controlled. At this, the color of the wire delivers information about the thickness of the coating. |

|
||
|
Controllo del colore di fili metallici argentati Il colore e la scala di grigio di un filo metallico possono differire in una bobina. Per evitare questa disomogeneità il colore del filo deve essere controllato. Color control of silver colored metal wires The color as well as the gray scale of a silver colored wire can differ in a coil. To avoid these inhomogenities the wire should be color controlled. |
|
")
")
")
")
")
")
