








Praktische Beispiele aus dem industriellen Einsatz
D-S-Q4-(28x0.2)-...
1) Sprache auswählen:
|
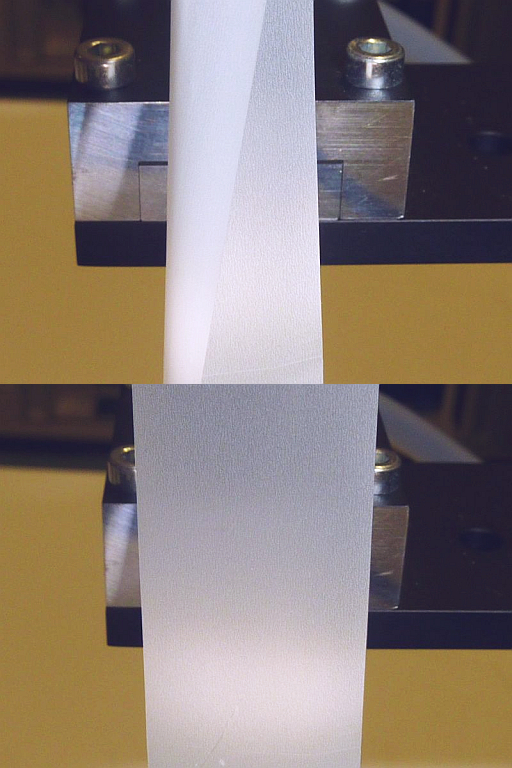
プラスチックフィルムのプランジ検査 無光沢なプラスチックフィルムの折り目を検出します。 Plastic film plunging control Folds in a matt plastic film should be detected. |
|
||
|
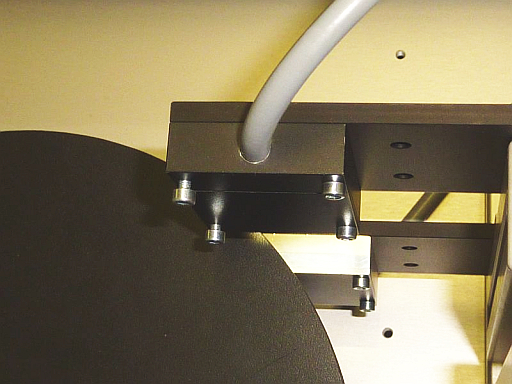
プレス部品の排出検査 プレスツールの保護のために、非常に小さなプレス部品の排出を検査し、部品をカウントします。部品の排出速度は数m/秒の範囲内で行われます。 Ejection control of stamping parts Due to stamping tool protection reasons the ejection of very small stamping parts should be controlled and the parts counted. The ejection speed of the parts is in the range of a few m/s. |

|
||
|
ホイールの同心ずれの検査 高速ホイールの同心を検査します。 Concentric runout control of a wheel The concentricity of a high speed wheel should be controlled. |
|
||
|
透明なプラスチックフィルム上のカラーマーク検出 透明なプラスチックフィルム上にあるカラーマークを検出します。センサをƐx –範囲で使用し、光ファイバーユニットを検査では使用します。 Detection of a color mark on a transparent plastic film A color mark on a transparent plastic film should be detected. The sensor is used in the Ɛx – range, thus, an optical fiber unit is necessary. |
|
||
|
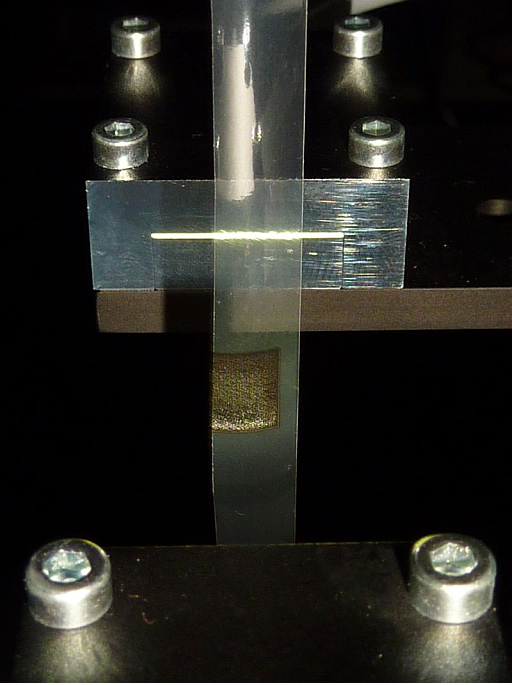
プラスチックフィルムにあるミシン線の検出 プラスチックフィルムにあるミシン線を検出します。プラスチックフィルムは数m/秒の速度で移動し、穴の直径はおよそ0.3mmです。 Detection of a perforation line in a plastic film A perforation line should be detected in a plastic film. At this, the speed of the plastic film is a few m/s and the diameter of the holes in the plastic film is approximately 0.3mm. |

|
||
|
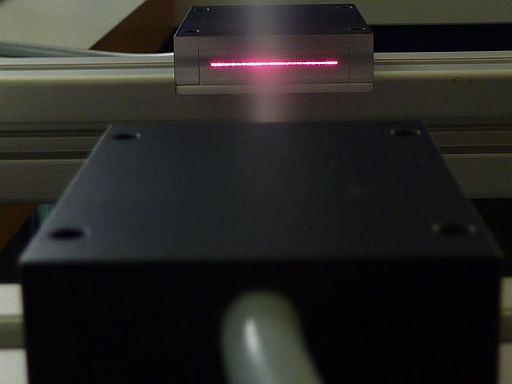
Ɛx-範囲でのスプレージェット検査 スプレージェット検査には、Ɛx-ゾーンにある電子部品を使用しないユニットが最も適切です。このユニットは光ファイバーを使用します。 Spray jet control in the Ɛx range For the spray jet control in the Ɛx range (zone 0) the most suitable system is a unit which comes without electronically components in the Ɛx zone, but with fiber optics. |
|
")
")
")
")
")
")
