








Praktische Beispiele aus dem industriellen Einsatz
SPECTRO-3-5-DIF-JR
1) Sprache auswählen:
|
Ball joint coating control The joint ball surface should be controlled with a view to the coating. At this, uncoated joint balls should be differentiated from coated and blue coated joint balls. |

|
||
|
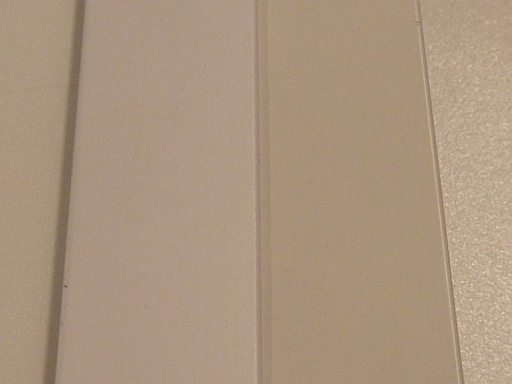
Color control of cable jacket The color of a cable jacket should be controlled. |

|
||
|
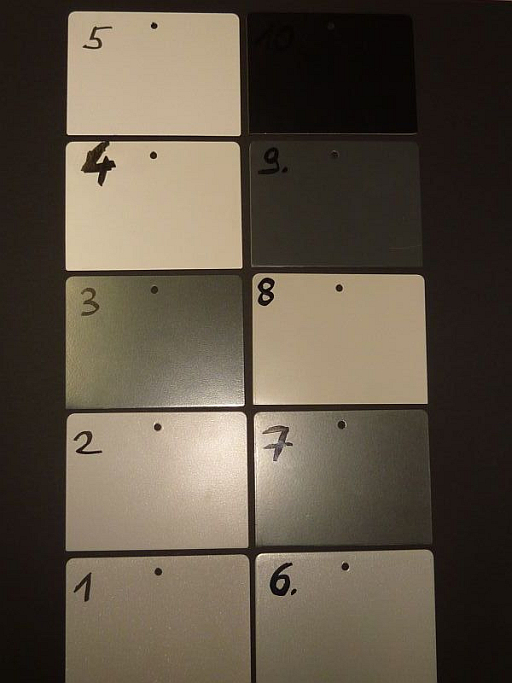
Color control of lacquered metal sheets Lacquered metal sheets should be color differentiated. Even metallic paints must be color controlled. |
|
||
|
Color control of T-grids for ceiling systems T-grids used for ceiling systems should be color controlled. |
|
||
|
Inline color control of abrasive material Abrasive band material should be inline color controlled. |

|
||
|
Color differentiation of ultrasonic sensors Ultrasonic sensors for the automotive industry should be color differentiated. At this, the shiny surface of the ultrasonic sensors causes normally a high direct reflection. |

|
||
|
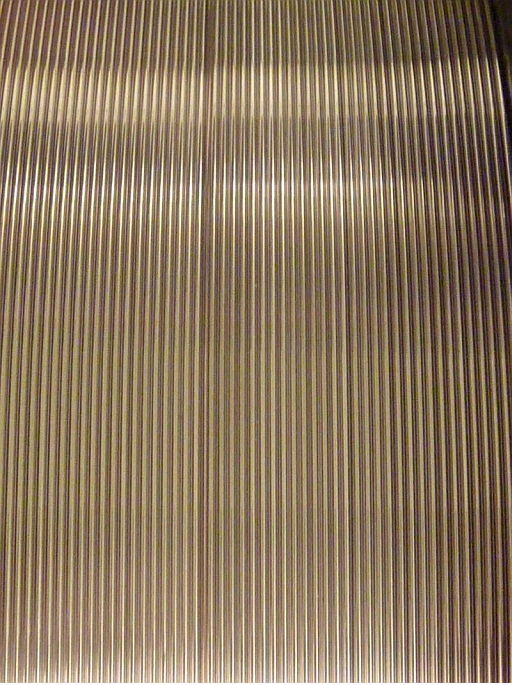
Inline color control of a golden coated wire A golden coated wire should be controlled during the production process. Furthermore, local defects like grooves should be detected. At this, the production speed of the wire is approximately 10 m/s. |

|
||
|
Inline color control of insulated cables During the production the color of a plastic insulation should be controlled (e.g. brown and red insulated cables). At this the gloss of the plastic surface can be changing due to temperature and humidity changes. Therefore a sensor should be used which is independent of the gloss of the surface. |

|
||
|
Color control of brass coated steel wires The quality of brass coated steel wires should be controlled. At this, the color of the wire delivers information about the thickness of the coating. |

|
||
|
Color control of silver colored metal wires The color as well as the gray scale of a silver colored wire can differ in a coil. To avoid these inhomogenities the wire should be color controlled. |
|
")
")
")
")
")
")
.jpg)




