








Практические примеры применения в промышленной сфере
RLS-GD-15/60°
1) Выбрать язык:
|
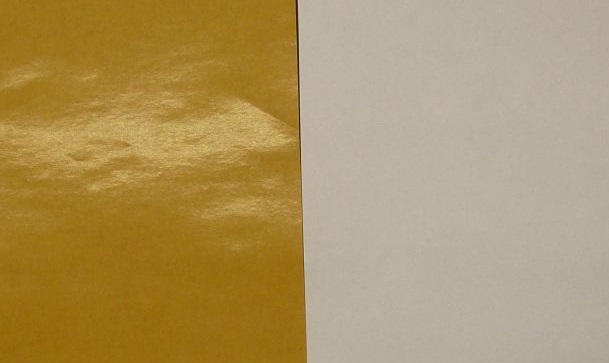
Distinción de lado delantero del lado trasero de cintas de papel Se debe distinguir el lado trasero de cintas de papel amarillas o blancas del lado delantero de las respectivas cintas. Front side – backside differentiation of paper web The backside of yellow and white paper web should be differentiated from the respective front side. |
|
|||
|
Medición del brillo de láminas de plástico transparente Se deben examinar láminas de plástico transparentes respecto al grado de brillo. Se debe controlar tanto el lado delantero como el trasero. Gloss measurement of transparent plastic films The gloss factor of different transparent plastic films should be measured on both sides. |
|
|||
|
Medición de brillo de chapas de aluminio anodizado Se debe medir inline el brillo de distintas chapas de aluminio. Gloss measurement of anodized guide rails The gloss of anodized aluminum guide rails should be inline measured. |

|
|||
|
Medición de grado de brillo de láminas de plástico semitransparentes Se debe medir inline el nivel de brillo de láminas de plástico. Gloss measurement of translucent plastic films The gloss level of semi-transparent plastic films should be inline measured. |
|
|||
|
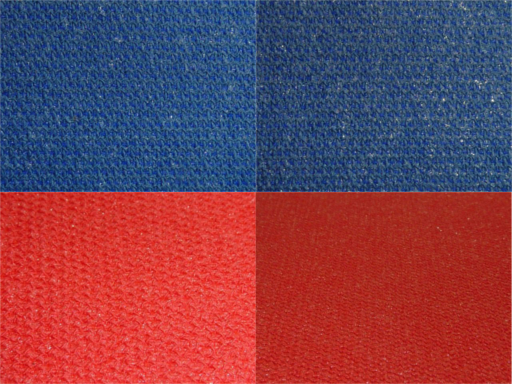
Medición de brillo en textiles revestidos Se debe medir el factor de brillo de superficies de textiles revestidas. Gloss measurement on coated textiles The gloss of fabrics will be influenced from a special coating and the task should be an inline measurement of the gloss value. |
|
|||
|
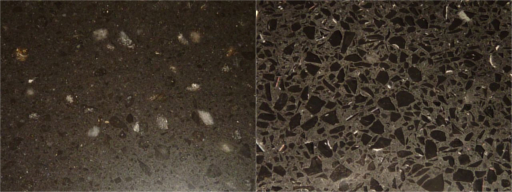
Medición de brillo de losas de piedra pulida Se debe medir el brillo de losas de piedra pulida. Gloss measurement on polished slabs The gloss of polished slabs should be measured. |
|
|||
|
Medición de brillo de la capa de imprimación en un ala de turbina eólica Se debe medir sin contacto el factor de brillo de un revestimiento de imprimación de un ala de turbina eólica. Para este propósito, se monta un sensor de brillo en un robot y se lo mantiene a una distancia de 15 mm de la superficie de imprimación. Al mismo tiempo, la pala de turbina eólica se mueve horizontalmente debajo del sensor de brillo. Normalmente, el grado de brillo debe tener un valor de menos de 5, de modo que la capa que sigue a la imprimación obtenga una buena adhesión. Gloss measurement of the primer surface on a vane The gloss factor of the primer surface of vanes from wind turbines should be measured contactless. At this, the gloss sensor is mounted on a robot and will be moved vertically to make sure, that the distance to the primer surface of the vane remains approximately at 15mm, simultaneously the vane will be moved horizontally so that the gloss factor can be measured along the long axis of the vane. Normally the gloss factor of the primer surface should be lower than 5 in order to guarantee that the following coating get a fix compounding to the primer surface. |

|
|||
|
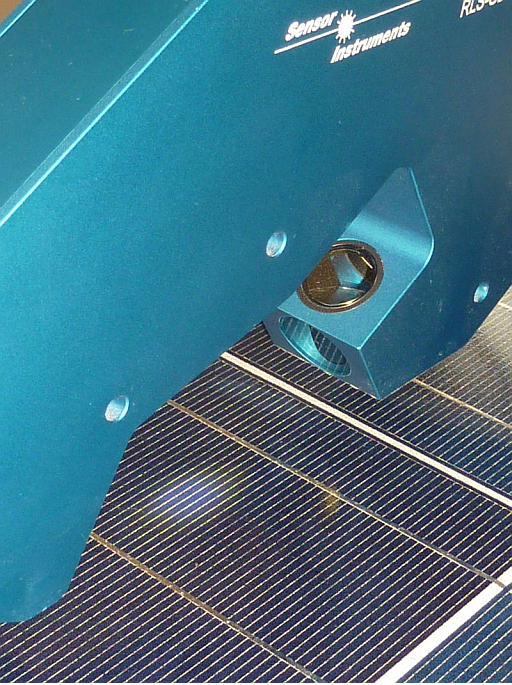
Medición del brillo de una superficie de vidrio de un panel fotovoltaico Durante la producción, se debe medir el brillo de la cubierta de cristal de un panel fotovoltaico Gloss measurement of the glass surface of a photo voltaic panel The gloss factor of the glass cover of a photo voltaic panel should be measured during the production. |
|
|||
|
Distinción de la parte delantera de la parte posterior de una estera de aislamiento acústico Se debe distinguir la parte frontal de la posterior de un material aislante. Differentiation of front side and back side from a sound damping carpet The front side should be distinguished from the back side of a sound damping carpet. |

|
|||
|
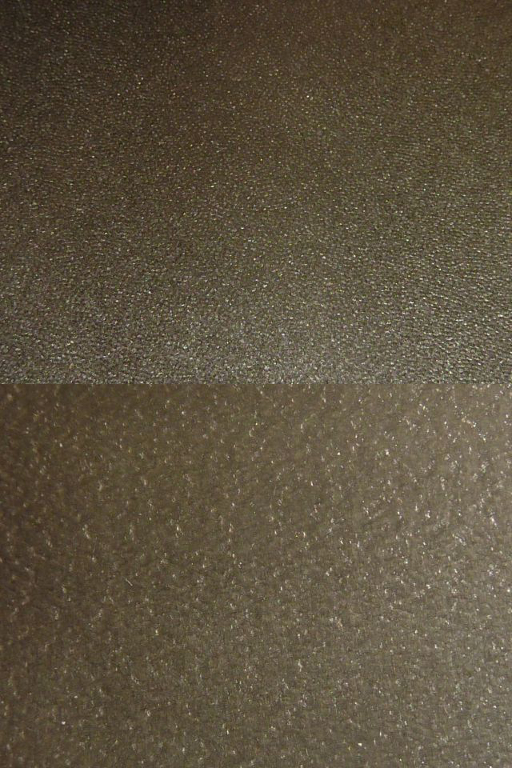
Distinción entre dos colores de la misma imitación de cuero Se deben distinguir dos imitaciones de cuero negras y, durante la producción, documentar el grado de brillo. Differentiation of leather imitations Two black leather imitations should be differentiated and the gloss factor should be documented with a gloss measurement device. |

|
|||
|
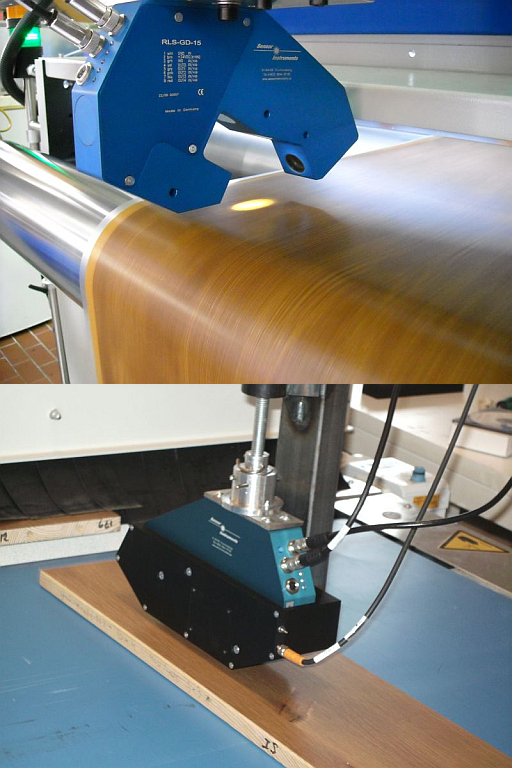
Medición del brillo inline después de la pintura de puertas de madera Inmediatamente después de la pintura de puertas de madera, debe ser controlado el brillo. Se sabe que la cantidad pintura afecta el nivel de brillo de la superficie; si se utiliza demasiado poca pintura, la superficie se vuelve más áspera. Gloss inline measurement after the varnish of doors Immediately after the varnish of the doors the gloss factor should be controlled. Tests have shown that the amount of varnish, which will be sprayed onto the door surface, influences the gloss factor. If not enough varnish is used the surface becomes rough. |
|
|||
|
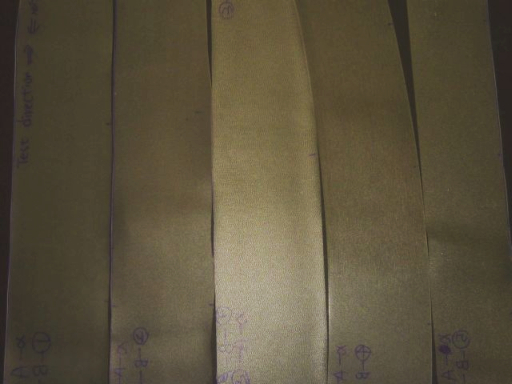
Medición del brillo inline de papeles abrasivos El nivel de brillo es una medida de rugosidad de la superficie de una franja abrasiva. Con un medidor de brillo inline se debe monitorear la calidad de la superficie del papel abrasivo. Inline gloss measurement on abrasive belts The gloss factor is a significant parameter for the surface quality, the roughness, of an abrasive belt. Thus a gloss measurement inline sensor should be used for quality control of the abrasive surface. |

|
|||
|
Medición de brillo (en línea) de films plásticos y placas laminadas En el proceso de producción de flims plásticos y también de placas laminadas se ha de controlar el brillo de la superficie. Inline gloss measurement of plastic films and laminated plates During the production of plastic films as well as of laminated plates the gloss factor should be measured. |
|
|||
|
Control de brillo en indústria del mueble Tras realizar el pintado en el proceso de fabricación de puertas, el brillo en estas debe ser controlado para verificar que se encuentra en los niveles correctos. Inline gloss control in the furniture industry During the manufacturing process of doors just after the painting line the amount of color must be controlled. |
|
|||
|
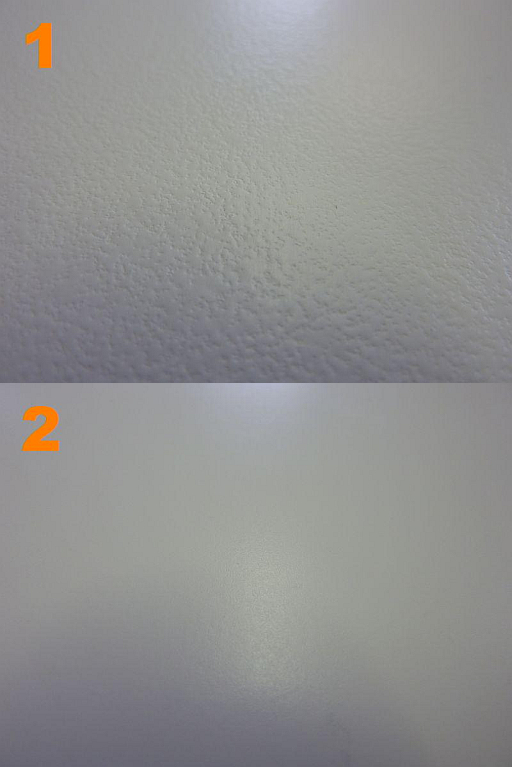
Detección de zonas con brillo en placas de vidrio con acabado mate Durante la producción de placas de vidrio mate la superficie debe ser controlada para detectar posibles zonas brillantes. El tamaño de la parte brillante más pequeña que puede ser detectada tiene un diámetro mínimo de aproximadamente 3mm. Detection of glossy regions on a matt-finished glass plate During the production of matt-finished glass plates the matt-finished surface must be controlled particularly with regard to small glossy spot. The glossy domains which should be detected are starting with a diameter of approximately 3 mm. |
|
")
")
")
")
")
")
")
")
")