








Практические примеры применения в промышленной сфере
RLS-GD-15/60°
1) Выбрать язык:
|
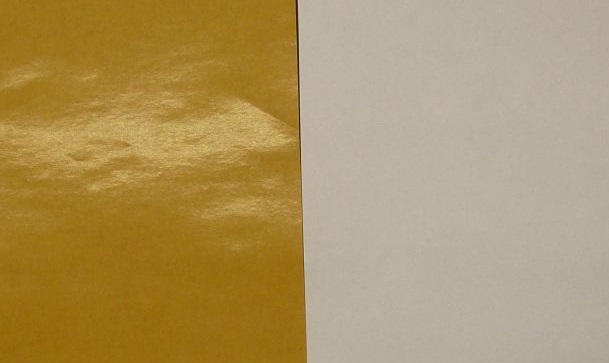
Distinction des faces avant et des faces arrière de bandes de papier Les faces arrière d’une bande de papier jaune et d’une bande de papier blanche doivent être distinguées de la face avant de chacune des bandes de papier. Front side – backside differentiation of paper web The backside of yellow and white paper web should be differentiated from the respective front side. |
|
|||
|
Mesure de la brillance de bandes en plastique transparentes Différentes bandes en plastique transparentes doivent être examinées par rapport à leur degré de brillance. Il faut ici contrôler à la fois la face avant et la face arrière. Gloss measurement of transparent plastic films The gloss factor of different transparent plastic films should be measured on both sides. |
|
|||
|
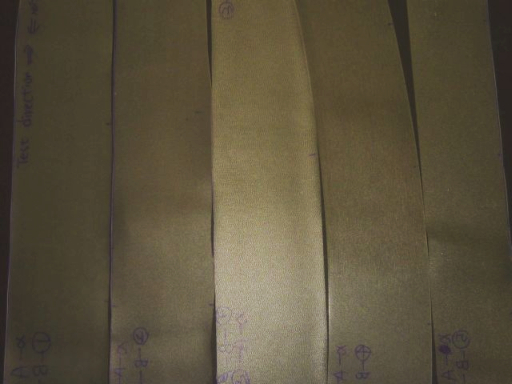
Mesure de la brillance de tôles en aluminium anodisées La brillance de différentes tôles en aluminium doit être mesurée en ligne. Gloss measurement of anodized guide rails The gloss of anodized aluminum guide rails should be inline measured. |

|
|||
|
Mesure du degré de films en plastique semi-transparents Le degré de brillance de film en plastiques transparents doit être mesuré en ligne. Gloss measurement of translucent plastic films The gloss level of semi-transparent plastic films should be inline measured. |
|
|||
|
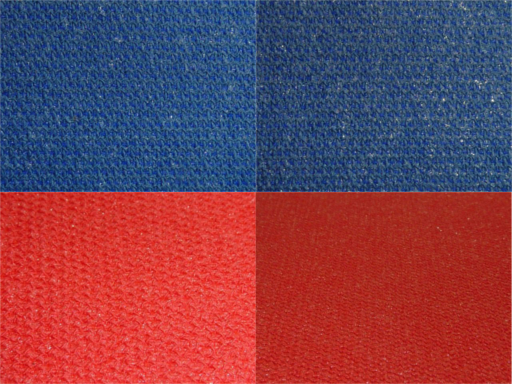
Mesure de la brillance sur des textiles revêtus Le facteur de brillance de surfaces textiles revêtues doit être mesuré. Gloss measurement on coated textiles The gloss of fabrics will be influenced from a special coating and the task should be an inline measurement of the gloss value. |
|
|||
|
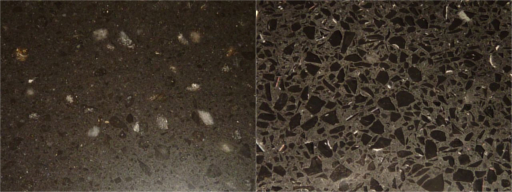
Mesure de la brillance de plaques en pierre polies La brillance de plaques en pierre polies doit être mesurée. Gloss measurement on polished slabs The gloss of polished slabs should be measured. |
|
|||
|
Mesure de la brillance du revêtement primaire sur une pale de turbine d’éolienne Le facteur de brillance du revêtement primaire d’une pale de turbine d’éolienne doit être mesuré sans contact. A cet effet, un capteur de brillance est monté sur un robot et est maintenu à une distance de 15 mm de la surface primaire. La pale de turbine d’éolienne est simultanément déplacée à l’horizontal en dessous du capteur de brillance. Le degré de brillance doit normalement adopter une valeur inférieure à 5 afin que le revêtement suivant la couche primaire ait une bonne adhérence avec ce dernier. Gloss measurement of the primer surface on a vane The gloss factor of the primer surface of vanes from wind turbines should be measured contactless. At this, the gloss sensor is mounted on a robot and will be moved vertically to make sure, that the distance to the primer surface of the vane remains approximately at 15mm, simultaneously the vane will be moved horizontally so that the gloss factor can be measured along the long axis of the vane. Normally the gloss factor of the primer surface should be lower than 5 in order to guarantee that the following coating get a fix compounding to the primer surface. |

|
|||
|
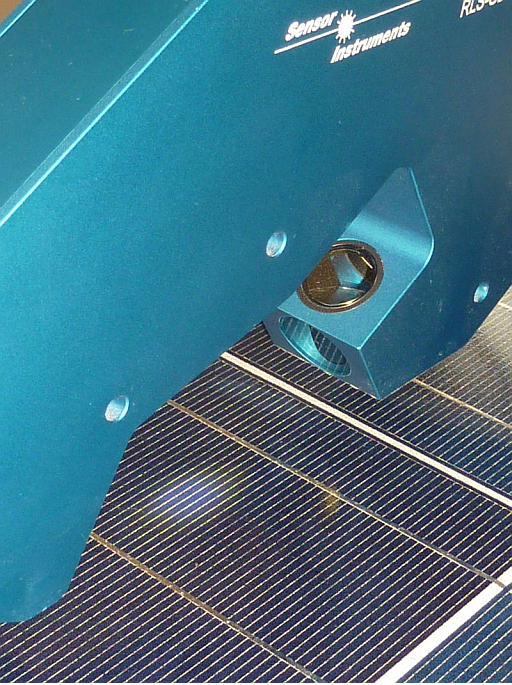
Mesure de la brillance de la surface en verre d’un panneau photovoltaïque Le degré de brillance du recouvrement de verre d’un panneau photovoltaïque doit être mesuré pendant la production. Gloss measurement of the glass surface of a photo voltaic panel The gloss factor of the glass cover of a photo voltaic panel should be measured during the production. |
|
|||
|
Distinction de la face avant et de la face arrière d’un tapis d’isolation acoustique Il faut faire la distinction entre la face avant d’un matériau d’isolation et la face arrière de ce même matériau. Differentiation of front side and back side from a sound damping carpet The front side should be distinguished from the back side of a sound damping carpet. |

|
|||
|
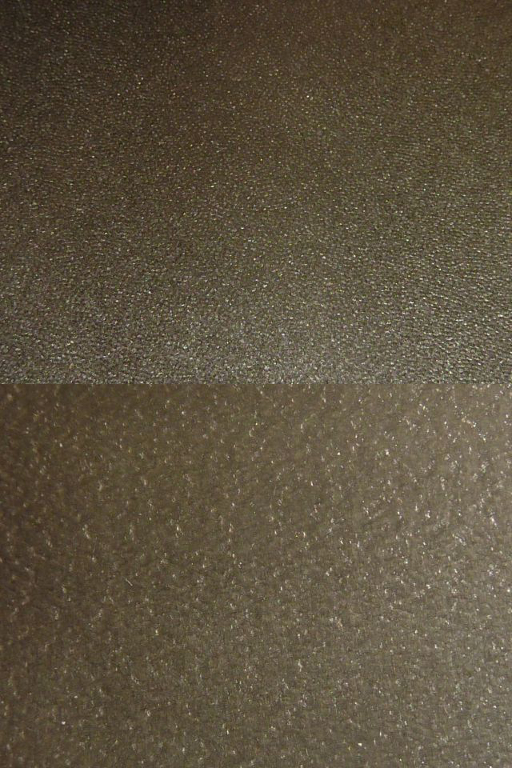
Distinction de deux similicuirs identiques de couleurs différentes Deux similicuirs noirs doivent être distingués et le degré de brillance doit être documenté en conséquence pendant la production. Differentiation of leather imitations Two black leather imitations should be differentiated and the gloss factor should be documented with a gloss measurement device. |

|
|||
|
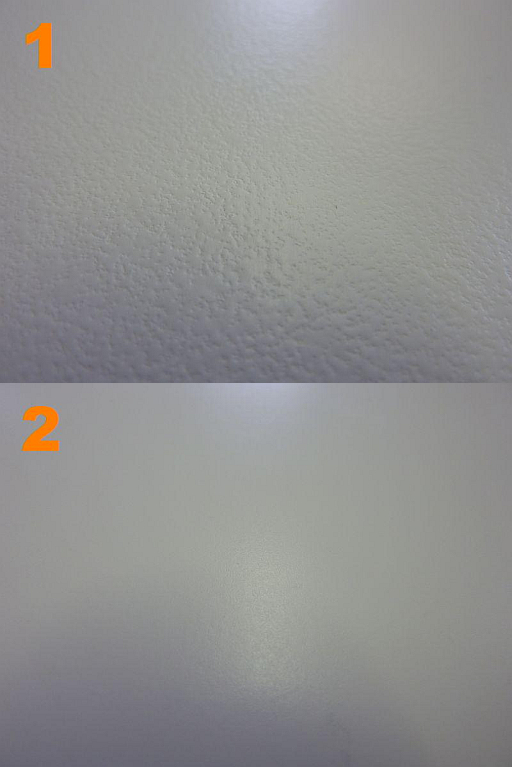
Mesure de la brillance des portes auto après vernissage Immédiatement après leur vernissage, les portes auto doivent être controlées et la mesure du gloss permet d’évaluer la qualité. Gloss inline measurement after the varnish of doors Immediately after the varnish of the doors the gloss factor should be controlled. Tests have shown that the amount of varnish, which will be sprayed onto the door surface, influences the gloss factor. If not enough varnish is used the surface becomes rough. |
|
|||
|
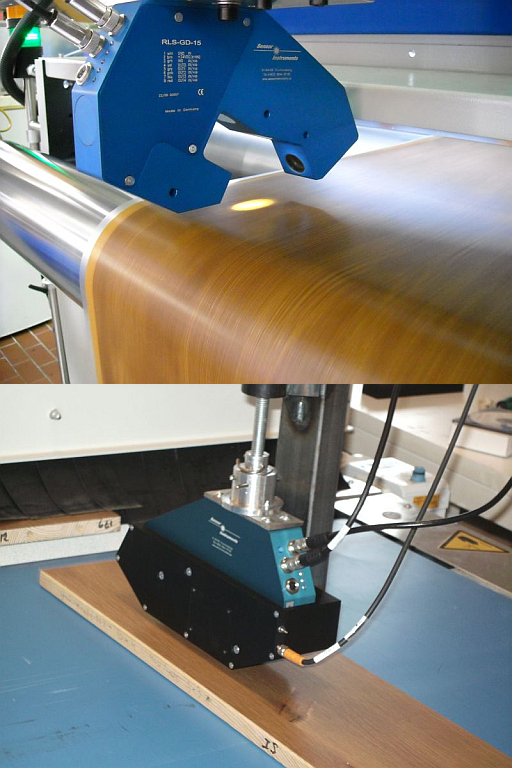
Mesure de la brillance de bandes abrasives Le facteur de brillance est très important pour déterminer la qualité de la rugosité. Un glossmètre industriel sans contact sur ligne mesure cet indice. Inline gloss measurement on abrasive belts The gloss factor is a significant parameter for the surface quality, the roughness, of an abrasive belt. Thus a gloss measurement inline sensor should be used for quality control of the abrasive surface. |

|
|||
|
Mesure de brillance de bandes plastifiées pour stratifiés Durant les différentes étapes de la réalisation de stratifiés, une mesure de brillance est necessaire. Inline gloss measurement of plastic films and laminated plates During the production of plastic films as well as of laminated plates the gloss factor should be measured. |
|
|||
|
Contrôle de la brillance dans l’industrie des meubles Pendant la fabrication des portes après la séquence de peinture, la quantité de couleur est vérifiée. Inline gloss control in the furniture industry During the manufacturing process of doors just after the painting line the amount of color must be controlled. |
|
|||
|
Détection de zone brillante sur plaque de verre polie Durant la production du polissage,l’etat de surface doit etre controllée notamment les petites zones brillantes jusqu’à 3mm. Detection of glossy regions on a matt-finished glass plate During the production of matt-finished glass plates the matt-finished surface must be controlled particularly with regard to small glossy spot. The glossy domains which should be detected are starting with a diameter of approximately 3 mm. |
|
")
")
")
")
")
")
")
")
")