








Практические примеры применения в промышленной сфере
RLS-GD-15/60°
1) Выбрать язык:
|
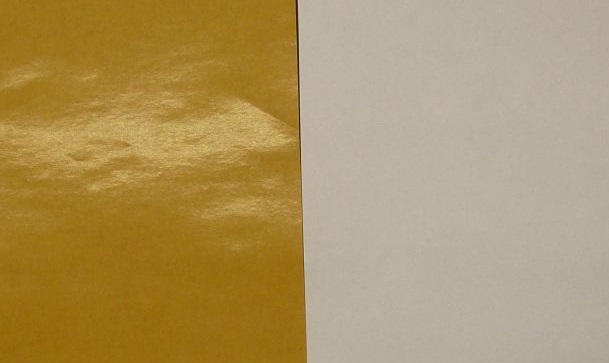
Front side – backside differentiation of paper web The backside of yellow and white paper web should be differentiated from the respective front side. |
|
|||
|
透明なプラスチックフィルムの光沢測定 異なる透明なプラスチックフィルムを、光沢の程度を基準に検査します。裏表の両面を検査します。 Gloss measurement of transparent plastic films The gloss factor of different transparent plastic films should be measured on both sides. |
|
|||
|
陽極酸化ガイドレールの光沢測定 陽極酸化ガイドレールの光沢を、インラインで測定します。 Gloss measurement of anodized guide rails The gloss of anodized aluminum guide rails should be inline measured. |

|
|||
|
半透明なプラスチックフィルムの光沢測定 半透明のプラスチックフィルムの光沢レベルをインラインで測定します。 Gloss measurement of translucent plastic films The gloss level of semi-transparent plastic films should be inline measured. |
|
|||
|
コーティングされたテキスタイルの光沢測定 布地の光沢は特殊なコーティングにより変化します。この光沢の値をインラインで測定します。 Gloss measurement on coated textiles The gloss of fabrics will be influenced from a special coating and the task should be an inline measurement of the gloss value. |
|
|||
|
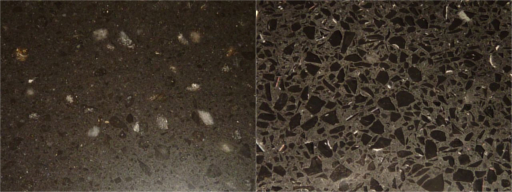
磨製石の光沢測定 磨製石の光沢を測定します。 Gloss measurement on polished slabs The gloss of polished slabs should be measured. |
|
|||
|
羽根のプライマー表面の光沢測定 風車に使用する羽のプライマー表面の光沢を非接触で測定します。検査では、のプライマー表面と光沢センサの距離をおよそ15mmで維持できるように、光沢センサをロボットに取り付けます。同時に羽根が水平に移動するため、光沢を羽根の長軸に沿って測定することが出来ます。プライマー表面に対するコーティングに特定の調合を保証するため、通常プライマー表面の光沢度は5以下です。 Gloss measurement of the primer surface on a vane The gloss factor of the primer surface of vanes from wind turbines should be measured contactless. At this, the gloss sensor is mounted on a robot and will be moved vertically to make sure, that the distance to the primer surface of the vane remains approximately at 15mm, simultaneously the vane will be moved horizontally so that the gloss factor can be measured along the long axis of the vane. Normally the gloss factor of the primer surface should be lower than 5 in order to guarantee that the following coating get a fix compounding to the primer surface. |

|
|||
|
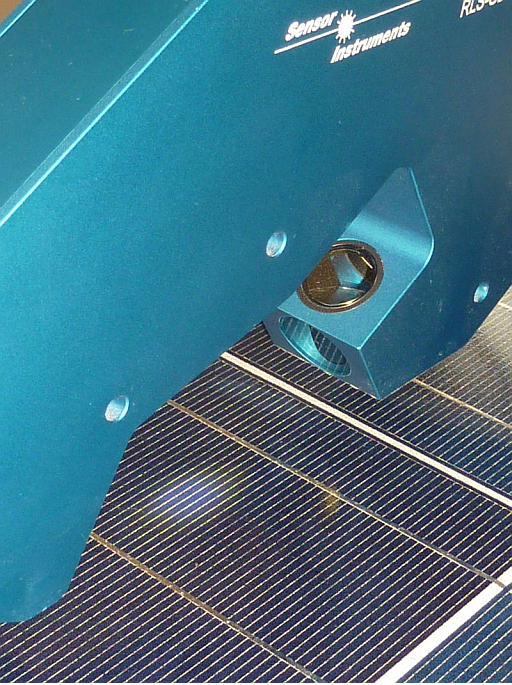
太陽光パネルのガラス表面の光沢測定 太陽光パネルの製造中、パネルのガラスカーバーの光沢を測定します。 Gloss measurement of the glass surface of a photo voltaic panel The gloss factor of the glass cover of a photo voltaic panel should be measured during the production. |
|
|||
|
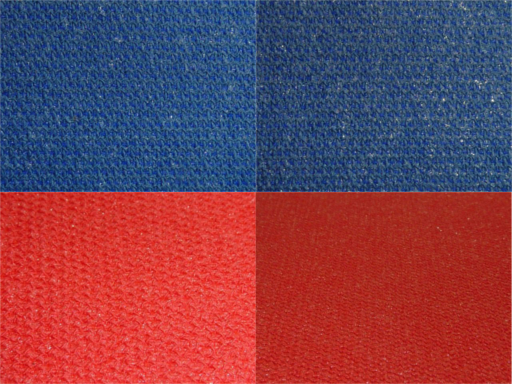
防音カーペットの裏表の識別 防音カーペットの裏表面を識別します。 Differentiation of front side and back side from a sound damping carpet The front side should be distinguished from the back side of a sound damping carpet. |

|
|||
|
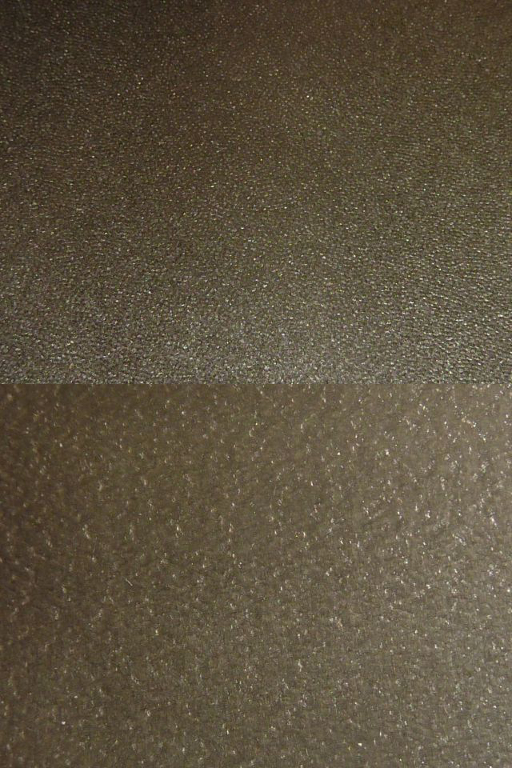
擬革の識別 2つの黒色の擬革を識別し、光沢測定装置を使用して光沢ファクアーをドキュメント化します。 Differentiation of leather imitations Two black leather imitations should be differentiated and the gloss factor should be documented with a gloss measurement device. |

|
|||
|
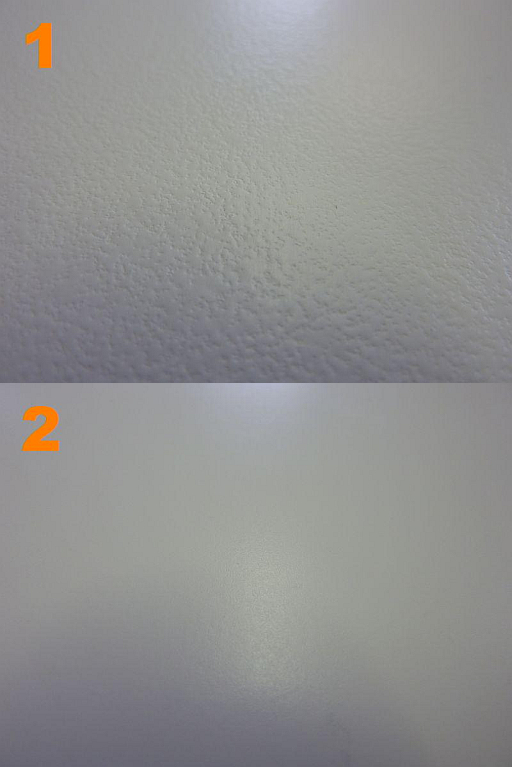
ニス塗り後のドアのインラインによる光沢測定 ドアのニス塗り後、すぐに光沢ファクターを検査します。実験から、ドア表面に塗布されたニスの量が光沢ファクターに影響することが明らかになっています。ニスの量が不十分であれば、表面が粗くなります。 Gloss inline measurement after the varnish of doors Immediately after the varnish of the doors the gloss factor should be controlled. Tests have shown that the amount of varnish, which will be sprayed onto the door surface, influences the gloss factor. If not enough varnish is used the surface becomes rough. |
|
|||
|
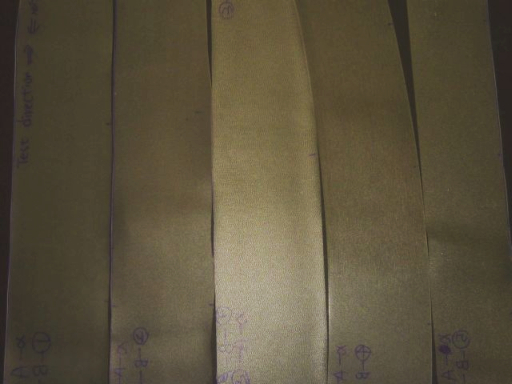
研磨ベルトのインラインによる光沢測定 光沢ファクターは、研磨ベルトの表面品質、つまり粗さを決める重要なパラメーターです。光沢を測定するインラインセンサを研磨ベルトの品質検査に使用します。 Inline gloss measurement on abrasive belts The gloss factor is a significant parameter for the surface quality, the roughness, of an abrasive belt. Thus a gloss measurement inline sensor should be used for quality control of the abrasive surface. |

|
|||
|
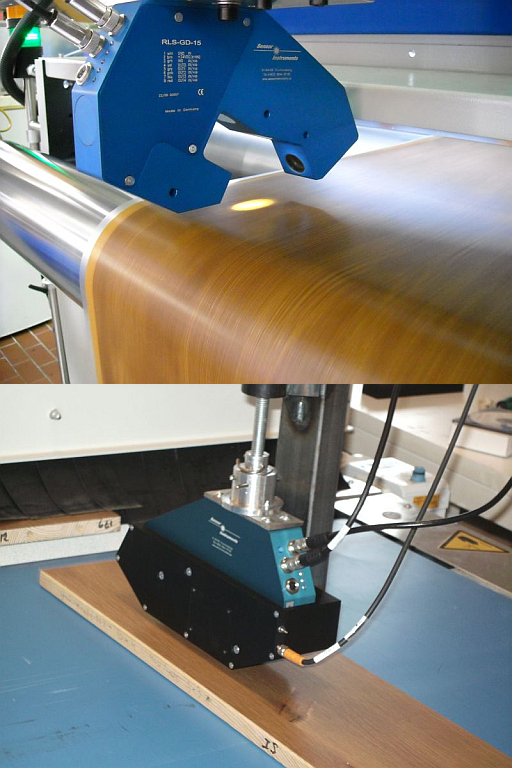
プラスチックフィルムと積層板のインラインによる光沢測定 プラスチックフィルムと積層板の製造中に、光沢ファクターを測定します。 Inline gloss measurement of plastic films and laminated plates During the production of plastic films as well as of laminated plates the gloss factor should be measured. |
|
|||
|
家具製造におけるインラインの光沢検査 ドアの製造工程中、塗装のすぐ後に色の量を検査します。 Inline gloss control in the furniture industry During the manufacturing process of doors just after the painting line the amount of color must be controlled. |
|
|||
|
無光沢処理のガラス板上の光沢範囲の検出 無光沢処理のガラス板の製造中、無光沢なガラス板表面を、特に小さな光沢のある範囲に対して検査を行います。直径およそ3mm以上の光沢範囲を検出します。 Detection of glossy regions on a matt-finished glass plate During the production of matt-finished glass plates the matt-finished surface must be controlled particularly with regard to small glossy spot. The glossy domains which should be detected are starting with a diameter of approximately 3 mm. |
|
")
")
")
")
")
")
")
")
")