








Praktische Beispiele aus dem industriellen Einsatz
D-S-A2.0-(2.5)-...
1) Sprache auswählen:
|
ホログラムの基準マークの検出 ホログラムによる基準マークを検出します。赤色と緑色に反射する基準マークがありますが、これらを同じ設定で検出します。 Detection of holographical reference marks Holographic reference marks should be detected. There are red as well as green reflecting reference marks which should be detected with the same adjustment. |
|
||
|
プラスチックペレットの色測定 プラスチックペレットの色を製造中に測定します。 Color measurement of plastic pellets The color of plastic pellets should be measured during the production. |

|
||
|
Ɛx範囲でのスプレージェット量の検査 Ɛxゾーン内でスプレージェットの有無と量を検査します。透過光モードに基づくシステムにはこのアプリケーションが使用できません。 Spray jet amount control in the Ɛx range The presence as well as the spray amount of a spray jet in the Ex range should be controlled. It has to be taken into account, that a system based on the transmitted light mode cannot be used for this application. |

|
||
|
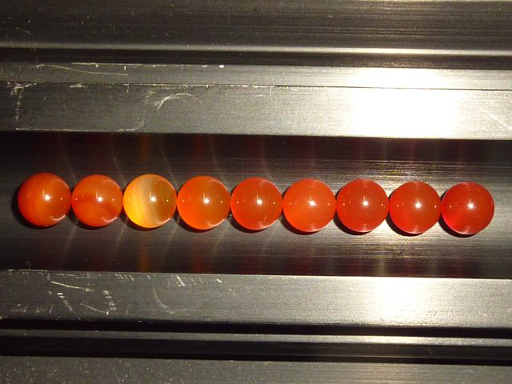
カラーストーンの色と不透明度の検査 カラーストーンの色と不透明度を検査します。 Color and opacity control of gemstones The color as well as the opacity of gemstones should be controlled. |
|
||
|
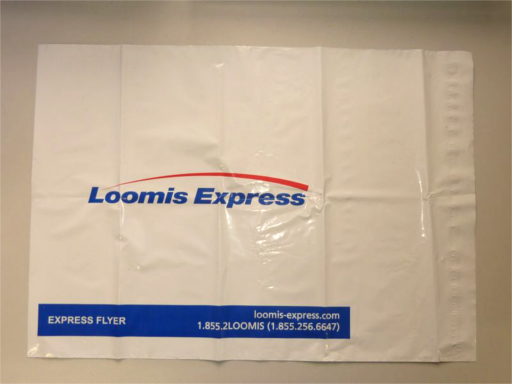
プラスチック製封筒の接着剤ストライプの検出 プラスチック封筒から接着剤のストライプを検出します。接着剤ストライプによってプラスチック素材の反対側にしわ模様が現れます。接着剤側は高光沢の金属フィルムで覆われていることから、検査は裏側から行います。 Glue strip detection on plastic envelopes A glue strip should be detected on a plastic envelope. At this, the glue strip causes a corrugated pattern at the opposite side of the plastic material. Due to the fact, that the glue strip is covered with a metal coated high reflective plastic film, the only chance to detect it is from the opposite side. |
|
||
|
金属ロッドの向き検査 金属ロッドの向きを検査します。この検査では、片方が平らにプレスされた形状で、もう片方が丸い形状をしたロッドを使用します。 Direction control of a metal rod The direction of a metal rot should be controlled. At this, the metal rod is flat press formed at the one side and at the other end round in shape. |

|
||
|
プラスチックフィルムのダブルレイヤー検査 プラスチックフィルムの2重になっている部分から1枚の部分までの切り替えでは、センサが1枚の部分の始まりや2枚の部分の始まりを知らせる適切な信号を送信します。 Double layer control of plastic films With a view to the changeover from the double layer to the single layer range of a plastic film a sensor system should deliver exactly a signal which informs about the beginning of the single layer as well as the double layer range. |
|
||
|
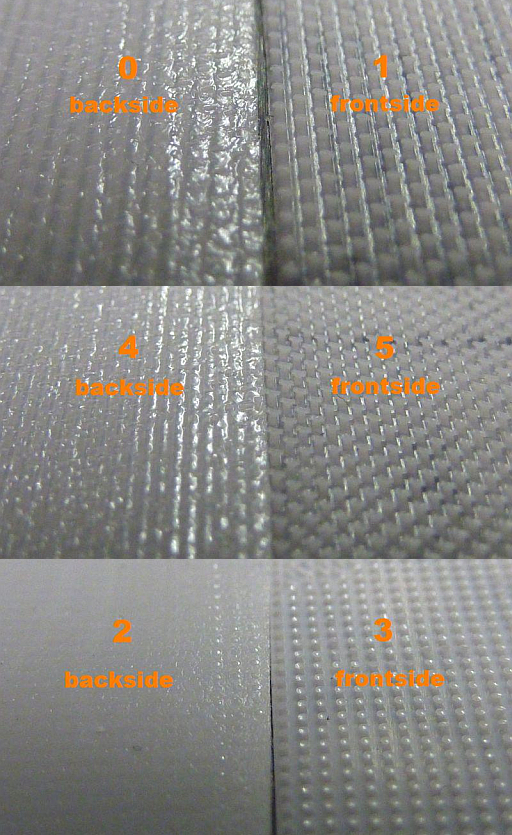
プラスチックフィルムの表裏の識別 プラスチックフィルムから光沢のある表側と粗い裏面を識別します。 Differentiation between front- and backside of a plastic film The glossy front side of a plastic film should be differentiated from the coarse back side. |

|
||
|
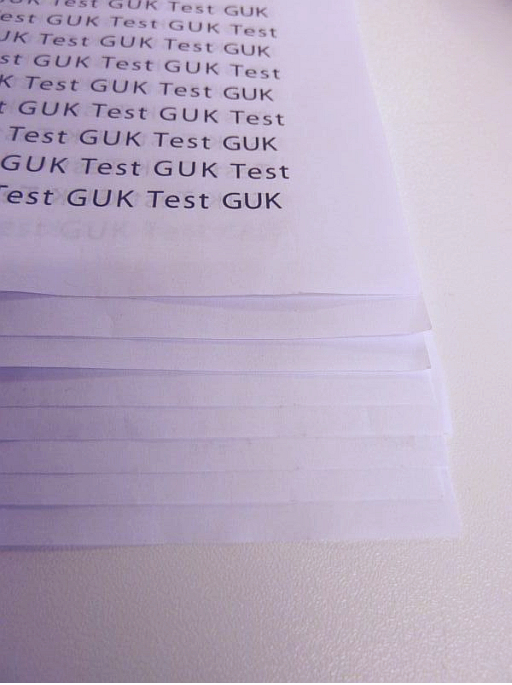
2重の層になった紙シートの検査 2重の紙シートを1枚の紙と識別します。 Double layered paper sheet control Double-layered paper sheets should be differentiated from single sheets. |
|
||
|
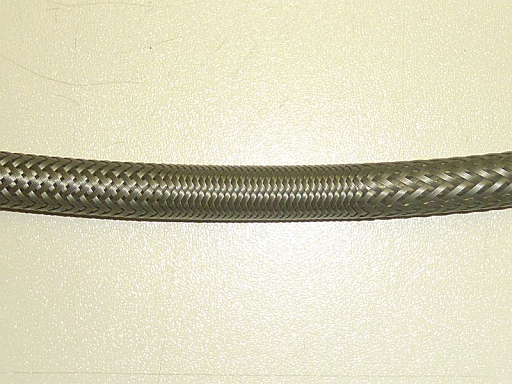
編み込みホースワイヤの欠損と過度拡張の検査 編み込みホースに全てのワイヤがあるか検査します。また、ホースが過度に引き伸ばされていないかも検査します。 Braided hose wire absence and overstretch control The presence of all wires inside a braided hose should be controlled. Furthermore it should be controlled, whether the hose is overstretched. |
|
||
|
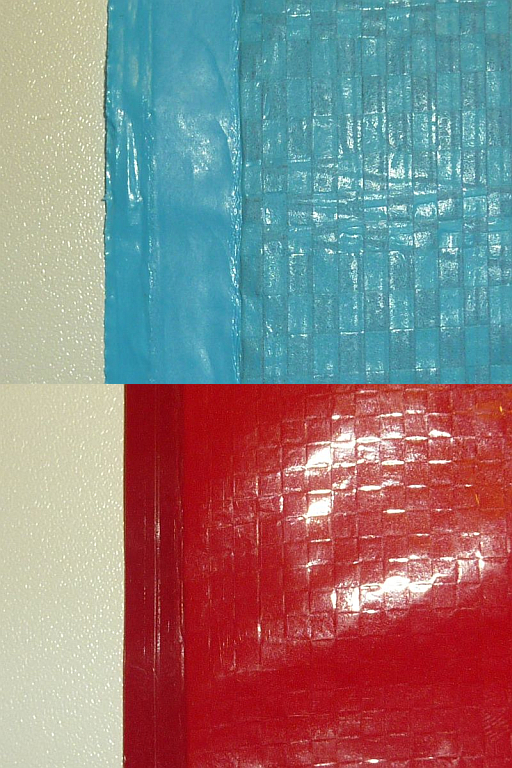
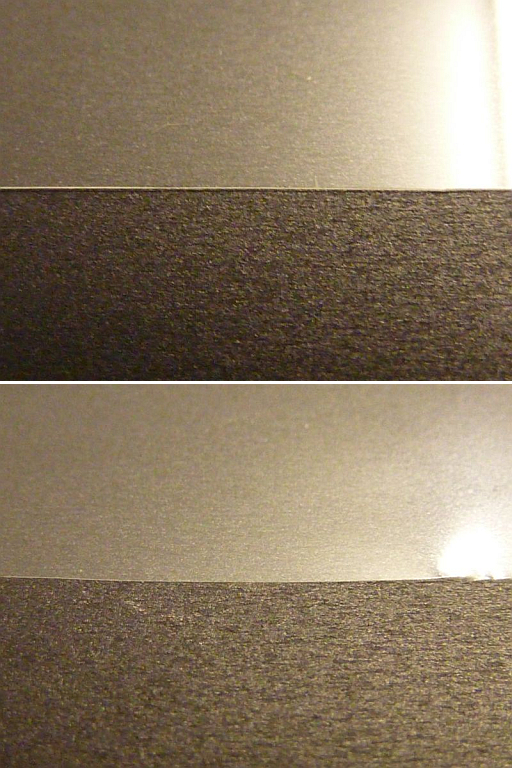
わずかに乱反射したプラスチックフィルムの識別 透明でわずかに乱反射したプラスチックフィルムを識別します。プラスチックフィルムのヘイズを検査できます。 Differentiation of slightly diffuse plastic films Transparent but slightly diffuse plastic films should be differentiated. The haze of the plastic films should be controlled. |
|
||
|
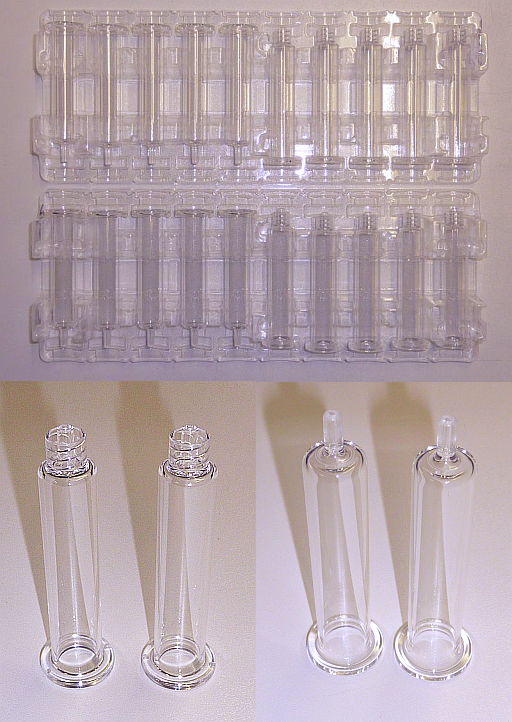
コーティングされているシリンジと未コーティングシリンジの識別 コーティングされているシリンジをコーティングされていないシリンジと識別します。 Differentiation of coated and uncoated syringes Coated syringes should be distinguished from uncoated syringes. |
|
||
|
高速で動くプラスチックファイバー束からほつれの検出 高速で移動するプラスチックファイバーの束からほつれを検出します。通常のプラスチックファイバーの束が光ファイバーを覆わないように、光ファイバー全通ビームヘッドを設置します。ほつれがある場合、光ビームが部分的に邪魔されレシーバー信号が減少します。 Detection of a ravel in a fast moved plastic fiber bundle A ravel in a fast moved plastic fiber bundle should be detected. At this, an optical fiber through beam head is placed in way, that the normal plastic fiber bundle stream does not cover the optical beam. However, if a ravel appears, the optical beam will be partly interrupted and this leads to a decrease of the receiver signal. |

|
||
|
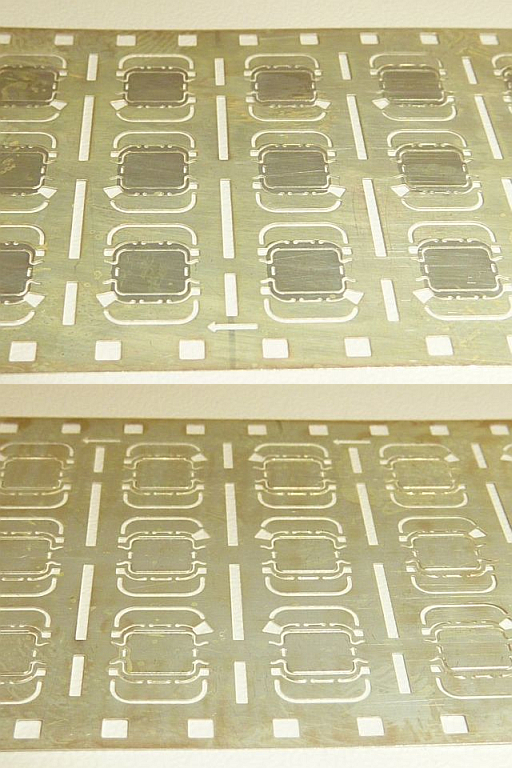
リードフレームの光沢検査 リードフレームの光沢を検査します。半導体チップを設置する表面は空白であったり、粗かったりします。 Lead frame gloss control The gloss of lead frames should be controlled. At this, the surface where the semiconductor chip should be placed can be blank or rough. |
|
||
|
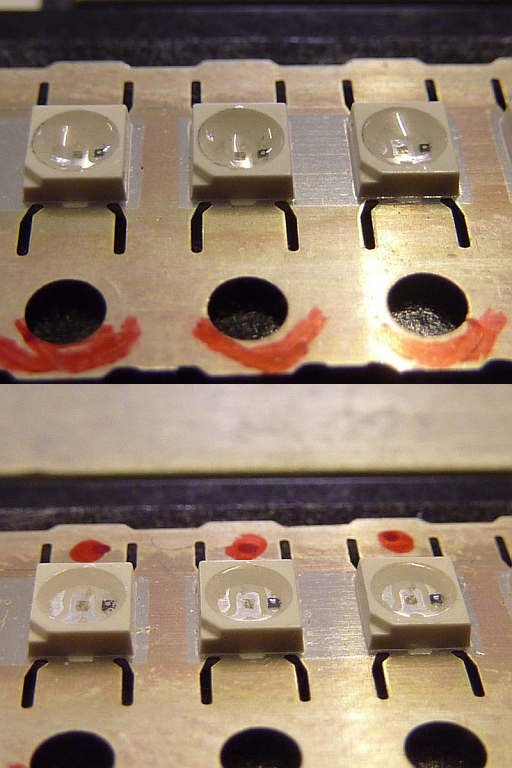
SMD LEDの充填不足の検査 SMD LEDの透明な鋳造成形材のレベルの検査し、充填不足を検出します。 Underfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with a view to underfilling. |
|
||
|
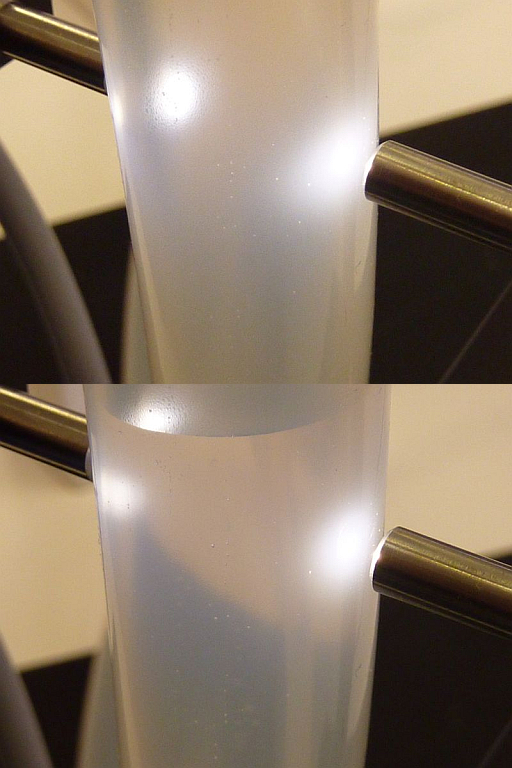
半透明なチューブ内にある液体の液体レベル検査 液体レベルを光学システムで検査します。水、洗剤や乳濁液など異なる種類の液体を検査できます。使用するチューブは常に同じ、半透明なものです。液体フィルムも泡も液体レベルの検査には影響しません。 Liquid level control from liquid in semi transparent tube The liquid level should be controlled with an optical system. At this, there are different kinds of liquids possible: water, detergent and milky liquids. The tube is always the same: semi transparent. It should be taken into account, that neither foam nor liquid film should influence the detection of the liquid level. |
|
||
|
透明な色つきプラスチック蓋のシュリーレン検出 色つきの透明なプラスチック蓋のシュリーレンを検出します。 Schlieren detection on transparent colored plastic closures Schlieren on transparent colored plastic closures should be detected. |

|
||
|
透明なプラスチック蓋の色検査 透明なプラスチックの蓋を検査します。オレンジ、バイオレット、マゼンダなどの色の異なる透明な蓋が製造され、各色がそれぞれ所定の範囲内にあるかを検査します。 Color control of transparent plastic closures The color of transparent plastic closures should be controlled. At this, different colored transparent closures (e.g. orange, violet, magenta) will be produced and the task is to hold the respective color in a certain range. |

|
||
|
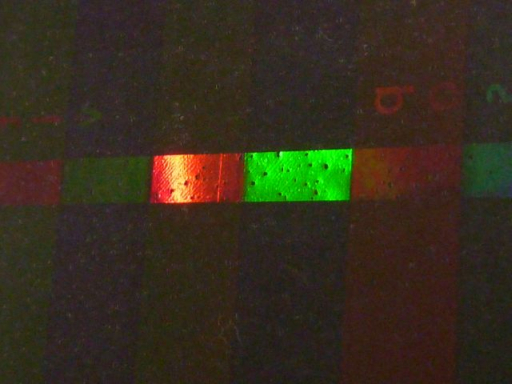
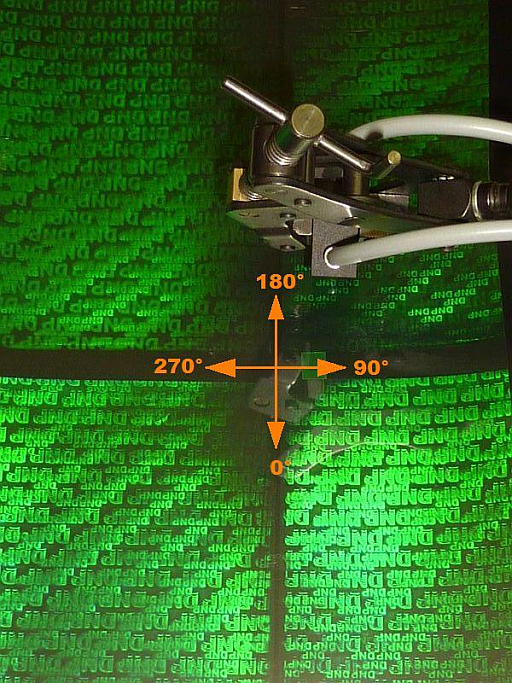
ホログラフィックな透明フィルムの色検査 ホログラフィックな透明フィルムの製造中に、色をインラインで検査します。ホログラフィックフィルムに垂直に光が当たる場合、垂直軸に対して30°の角度で色を検出できます。さらに、ホログラフィックフィルムの移動方向に対してフロントエンドを垂直に向けます。 Color control of a holographic transparent film During the production of a holographic transparent film the color should be inline controlled. At this the color can only be detected under an angle of 30° to the vertical axis if the light falls perpendicular onto the holographic film. Furthermore the frontend should be directed perpendicular to the transport direction of the holographic film. |
|
||
|
PETプリフォームの色検査 ボトル産業に使用する色の異なるPETプリフォームを識別します。 Color control of PET preforms Different colored PET preforms which are used in the bottle industry should be differentiated. |

|
||
|
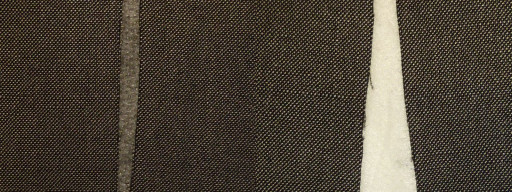
布地のギャップ検出 布の間隔を検出します。検査では(明るい色や暗い色など)色の異なる布地を検査できます。 Detection of a gap in a fabric In a fabric a gap should be detected. At this different colored fabric (from dark to bright) are possible. |
|
||
|
廃水の検出と分類 廃水を検出、検査し分類します。測定を行うためにはのぞき窓を使ったり、光フロントエンドユニットを廃水に浸けたりすることも出来ます。 Waste water detection and classification Waste water should be detected, controlled and classified. For this purpose sight glasses can be used for the measurement or even dipping the optical front end unit into the waste water is also possible. |

|
||
|
面ファスナのポジションモニタリング Velcro®ファスナの向きを検査します。 Position monitoring of hook-and-loop fasteners The orientation of Velcro® fasteners should be controlled. |
|
||
|
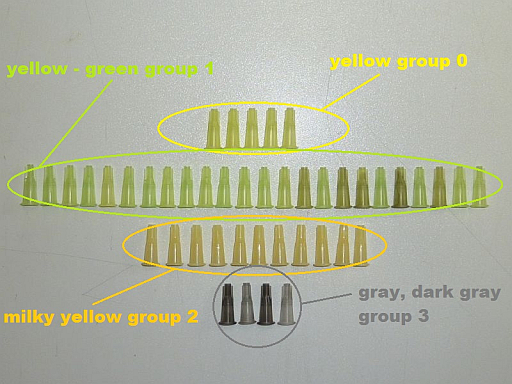
シリンジカプセルの色識別 シリンジカプセルの色を識別します。同じカプセルタイプでバッチごとに色が変化しますが、許容範囲外の色変化も検出できます。 Color differentiation of syringe capsules Syringe capsules must be color differentiated. At this, there should be detected also an unacceptable color change from batch to batch of the same capsule type. |
|
||
|
色つき液体の検査 水循環において、水の品質を検査します。(汚染により)水がわずかに青色になったり、(油により)ベージュ色になったりします。両者を検出して、清潔な水を保ちます。 Colored liquid control During a water cycle process the quality of the water must be controlled. It can happen that the water becomes slightly blue (pollution) or beige (oily) in color. Both case must be detected, the water must be clean. |

|
||
|
色つきガラス瓶の色識別 ガラスのリサイクル産業において、ビンを色ごとに分けて適切に素材を分別します。 Color differentiation of colored glass bottles In the glass recycling industry it is necessary to separate the different colored bottles to get a correctly sorted material. |

|
||
|
透明なガラス瓶と乳濁したガラス瓶の検出 ガラス工業においては、医薬品用のガラス瓶の製造中、内側にコーティングを行います。検査では、ビンのコーティングの有無を判断します。 Detection of clear and milky glass bottles In the glass industry during the process of glass bottle manufacturing for the pharmaceutical industry, the glass bottles must be coated inside. The task is to check, whether the bottle is coated or uncoated. |

|
")
")
")
")
")
")
")
")
")
")
")
")
")
")
