Esempi di applicazioni pratiche nell'uso industriale
RLS-GD-15/60°
1) Selezionare una lingua:
|
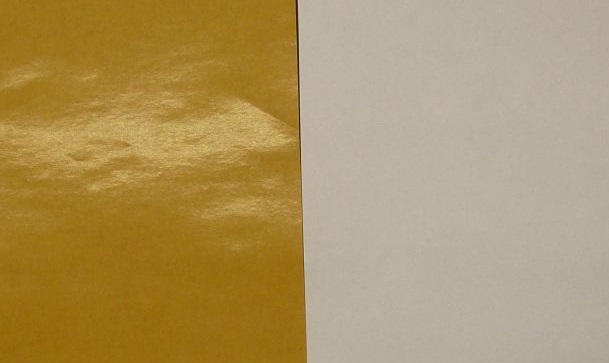
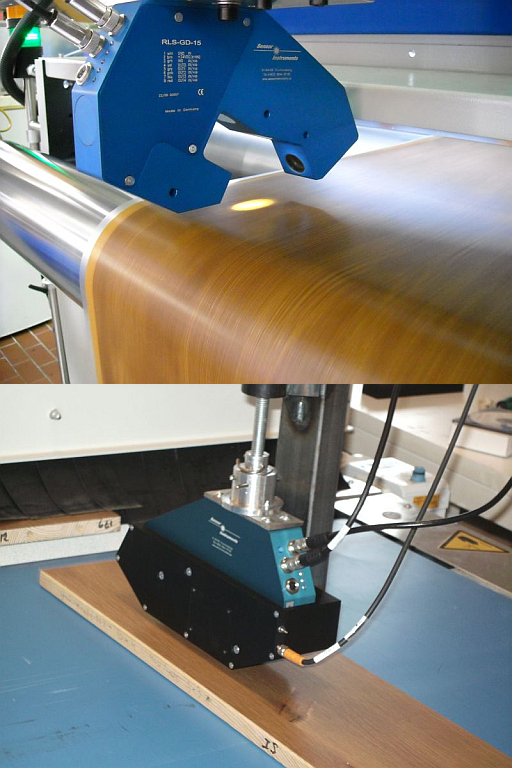
Rozróżnianie stron przednich od stron tylnych w taśmach papierowych Powinna być rozróżniana strona tylna żółtej jak również białej taśmy papierowej od jej strony przedniej. Front side – backside differentiation of paper web The backside of yellow and white paper web should be differentiated from the respective front side. |
|
|||
|
Pomiar połysku przezroczystych taśm z tworzywa sztucznego Powinien być badany stopień połysku różnych przezroczystych taśm z plastyku. Należy przy tym sprawdzać stronę przednią i odwrotną. Gloss measurement of transparent plastic films The gloss factor of different transparent plastic films should be measured on both sides. |
|
|||
|
Pomiar połysku eloksalowanych blach aluminiowych Powinien być mierzony inline połysk różnych blach aluminiowych. Gloss measurement of anodized guide rails The gloss of anodized aluminum guide rails should be inline measured. |

|
|||
|
Pomiar stopnia połysku w półprzezroczystych foliach z tworzywa sztucznego Powinien być mierzony inline stopień połysku w foliach z tworzywa sztucznego przepuszczających światło. Gloss measurement of translucent plastic films The gloss level of semi-transparent plastic films should be inline measured. |
|
|||
|
Pomiar połysku na impregnowanych materiałach tekstylnych Powinien być mierzony współczynnik połysku na powierzchniach materiałów tekstylnych pokrytych impregnatem. Gloss measurement on coated textiles The gloss of fabrics will be influenced from a special coating and the task should be an inline measurement of the gloss value. |
|
|||
|
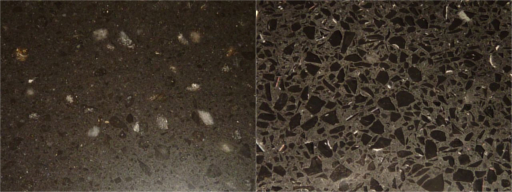
Kontrola połysku polerowanych płyt kamiennych Powinien być rejestrowany połysk polerowanych płyt kamiennych. Gloss measurement on polished slabs The gloss of polished slabs should be measured. |
|
|||
|
Pomiar połysku łopaty turbiny wiatrowej Czujnik mierzy połysk zewnętrzej warstwy pokrycia łopaty turbiny wiatrowej. Pomiar wykonywany jest bezstykowo. Czujnik zamontowany jest na ramieniu robota, który przesuwając czujnik w pionie dba o właściwą odległość od powierzchni wynoszącą 15mm. Jednocześnie łopata przesuwana jest w poziomie, tak aby zmierzyć połysk na całej powierzchni. Zazwyczaj poziom połysku jest mniejszy niż 5, co gwarantuje spójne przyleganie pokrycia do powierzchni. Gloss measurement of the primer surface on a vane The gloss factor of the primer surface of vanes from wind turbines should be measured contactless. At this, the gloss sensor is mounted on a robot and will be moved vertically to make sure, that the distance to the primer surface of the vane remains approximately at 15mm, simultaneously the vane will be moved horizontally so that the gloss factor can be measured along the long axis of the vane. Normally the gloss factor of the primer surface should be lower than 5 in order to guarantee that the following coating get a fix compounding to the primer surface. |

|
|||
|
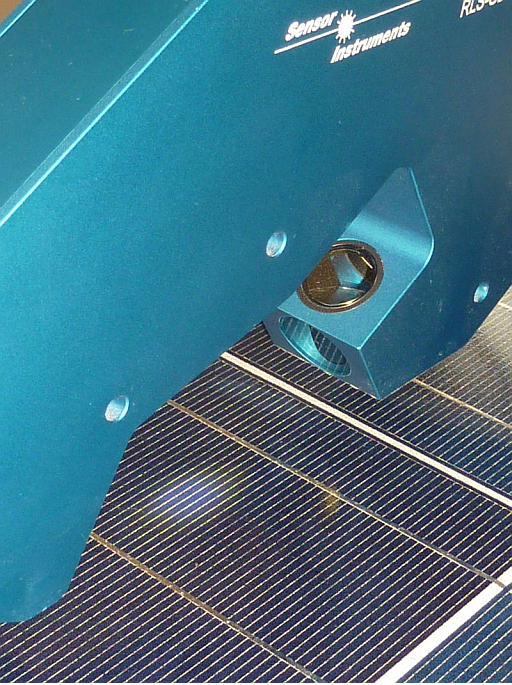
Pomiar połysku szklanej powierzchni panelu fotowoltaicznego Zadaniem czujnika jest pomiar połysku powierzchni panelu fotowoltaicznego podczas produkcji. Gloss measurement of the glass surface of a photo voltaic panel The gloss factor of the glass cover of a photo voltaic panel should be measured during the production. |
|
|||
|
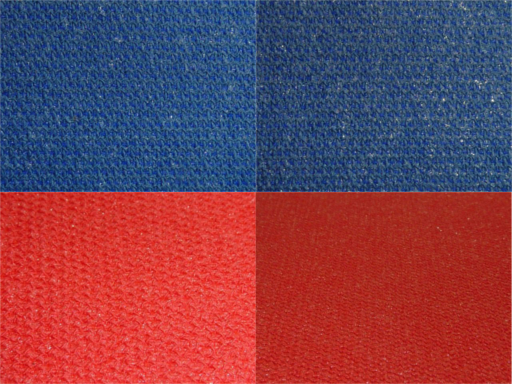
Rozróżnianie stron wykładziny wygłuszającej Zadaniem czujnika jest detekcja strony wykładziny wygłuszającej. Differentiation of front side and back side from a sound damping carpet The front side should be distinguished from the back side of a sound damping carpet. |

|
|||
|
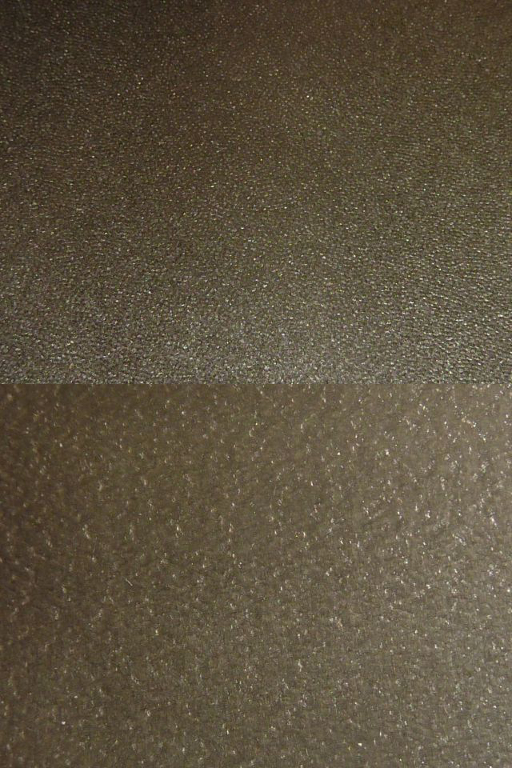
Odróżnianie połysku skór syntetycznych o zbliżonym kolorze Zadaniem czujnika jest rozróżnianie 2 imitacji skóry oraz pomiar połysku. Differentiation of leather imitations Two black leather imitations should be differentiated and the gloss factor should be documented with a gloss measurement device. |

|
|||
|
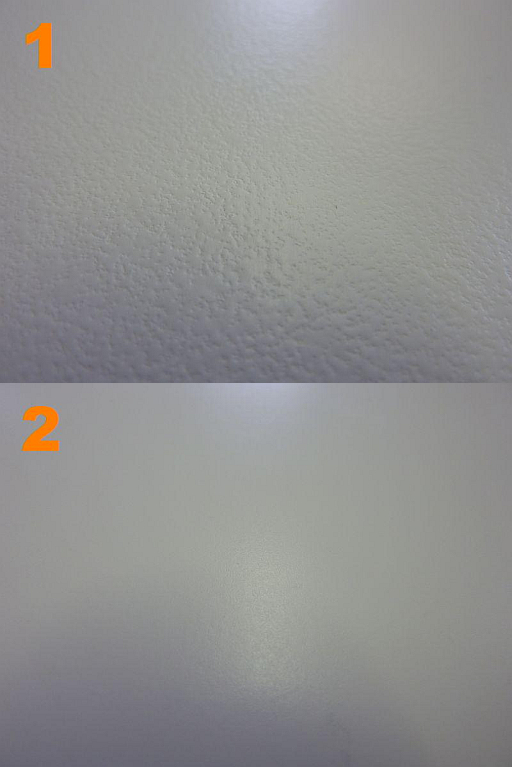
Pomiar połysku drzwi po procesie lakierowania Współczynnik połysku musi być skontrolowany zaraz po zakończeniu procesu lakierowania. Testy wykazały, że ilość lakieru naniesionego na powierzchnię drzwi wpływa na poziom połysku. Przy zbyt małej ilości lakieru powierzchnia staje się chropowata. Gloss inline measurement after the varnish of doors Immediately after the varnish of the doors the gloss factor should be controlled. Tests have shown that the amount of varnish, which will be sprayed onto the door surface, influences the gloss factor. If not enough varnish is used the surface becomes rough. |
|
|||
|
Pomiar połysku pasów ściernych Poziom połysku jest istotnym wyznacznikiem jakości pasa ściernego. Dlatego istotny jest dobór właściwego czujnika. Inline gloss measurement on abrasive belts The gloss factor is a significant parameter for the surface quality, the roughness, of an abrasive belt. Thus a gloss measurement inline sensor should be used for quality control of the abrasive surface. |

|
|||
|
Pomiar połysku laminatów Pomiar połysku powierzchni laminatu na linii produkcyjnej. Inline gloss measurement of plastic films and laminated plates During the production of plastic films as well as of laminated plates the gloss factor should be measured. |
|
|||
|
Kontrola połysku w przemyśle meblowym Podczas procesu produkcja drzwi, zaraz po nanoszeniu koloru (farby) konieczna jest kontrola połysku powierzchni. Inline gloss control in the furniture industry During the manufacturing process of doors just after the painting line the amount of color must be controlled. |
|
|||
|
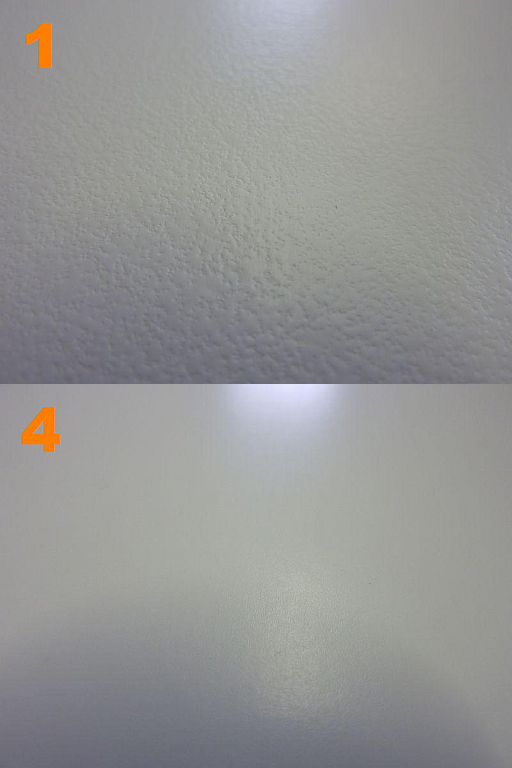
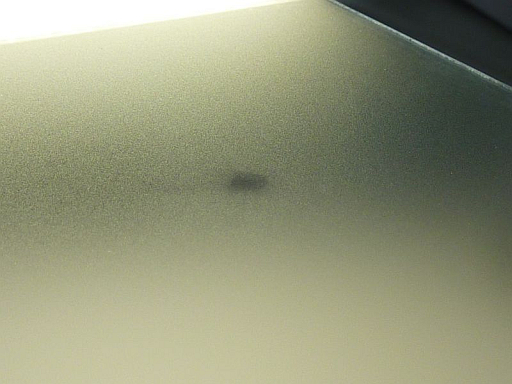
Detekcja połyskujących miejsc na powierzchni matowego szkła Podczas produkcji matowych płyt szklanych konieczna jest detekcja niewielkich miejsc z połyskiem. Średnica stref z połyskiem zaczyna się już od ok. 3mm. Detection of glossy regions on a matt-finished glass plate During the production of matt-finished glass plates the matt-finished surface must be controlled particularly with regard to small glossy spot. The glossy domains which should be detected are starting with a diameter of approximately 3 mm. |
|
")
")
")
")
")
")
")
")
")