Esempi di applicazioni pratiche nell'uso industriale
RLS-GD-15/60°
1) Selezionare una lingua:
|
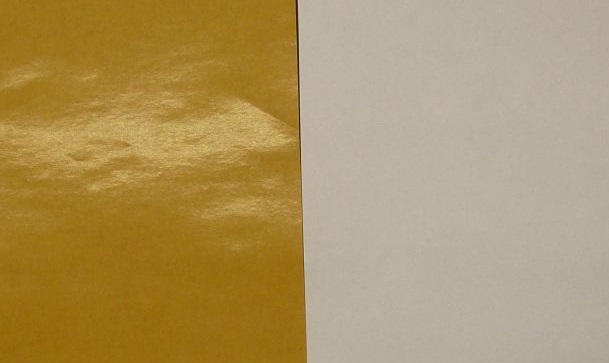
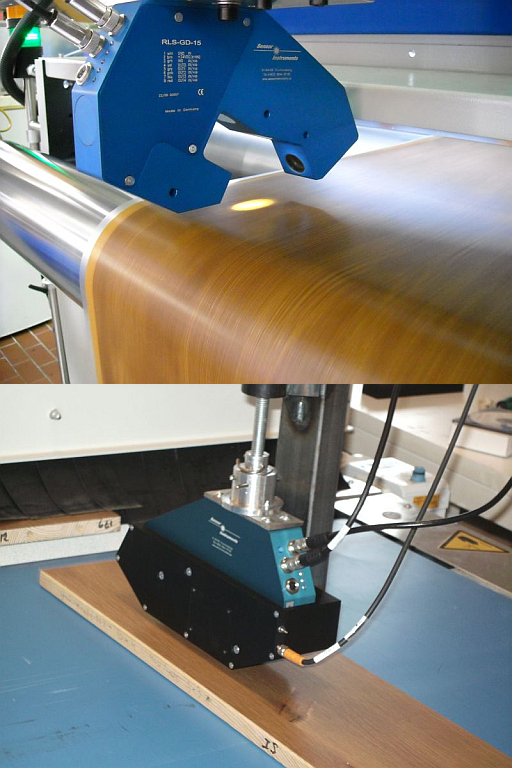
Kâğıt hatlarının ön yüzü ile arka yüzünün ayırt edilmesi Bir sarı ve bir beyaz kâğıt hattının ön yüzü ile arka yüzü birbirinden ayırt edilecektir. Front side – backside differentiation of paper web The backside of yellow and white paper web should be differentiated from the respective front side. |
|
|||
|
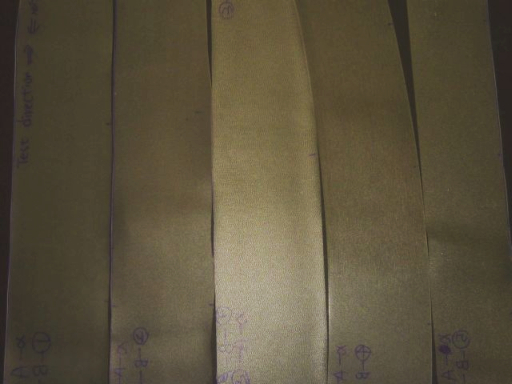
Şeffaf plastik hatlarda parlaklık ölçümü Farklı şeffaf plastik hatlar parlaklık derecelerine göre ayırt edilecektir. Burada hem ön yüz hem de arka yüz kontrol edilecektir. Gloss measurement of transparent plastic films The gloss factor of different transparent plastic films should be measured on both sides. |
|
|||
|
Elokse alüminyum sacların parlaklık ölçümü Elokse alüminyum sacların parlaklık derecesi inline olarak ölçülecektir. Gloss measurement of anodized guide rails The gloss of anodized aluminum guide rails should be inline measured. |

|
|||
|
Yarı şeffaf plastik folyoların parlaklık derecesinin ölçümü Işık geçirgenliği olan plastik folyoların parlaklık derecesi inline olarak ölçülecektir. Gloss measurement of translucent plastic films The gloss level of semi-transparent plastic films should be inline measured. |
|
|||
|
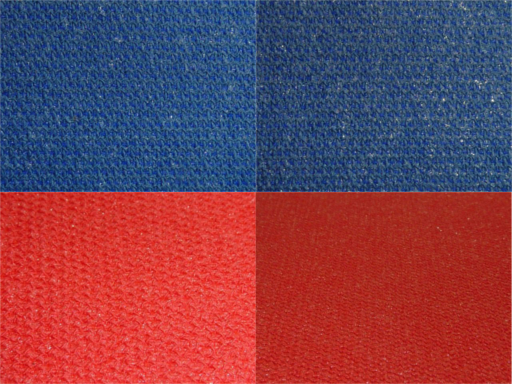
Kaplanmış tekstil yüzeylerin parlaklık ölçümü Kaplanmış tekstil yüzeylerin parlaklık faktörü ölçülecektir. Gloss measurement on coated textiles The gloss of fabrics will be influenced from a special coating and the task should be an inline measurement of the gloss value. |
|
|||
|
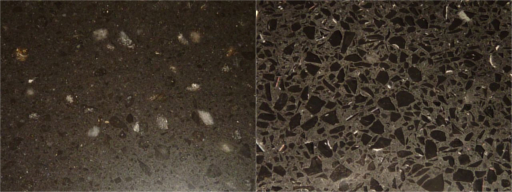
Parlatılmış taş plakaların parlaklık kontrolü Parlatılmış taş plakaların parlaklıkları denetlenecektir. Gloss measurement on polished slabs The gloss of polished slabs should be measured. |
|
|||
|
Bir vana (kanat) üzerindeki astar yüzeyin parlaklık ölçümü Rüzgar türbinlerinde kanatların astar yüzeyinin parlaklık faktörü ölçümü temassız olmalıdır. Burada, parlaklık sensörü bir robot üzerine monte edilir ve dikey hareket ettirilir, astar yüzeye mesafe yaklaşık 15mm mertebesindedir, kanatlar yatay olarak hareket ettirilir ve böylece parlaklık faktörü tüm kanat ekseni boyunca ölçülür. Normal olarak, bir sonraki kaplamanın uygun olması için kanatların parlaklık faktörü 5’ ten küçük olmalıdır. Gloss measurement of the primer surface on a vane The gloss factor of the primer surface of vanes from wind turbines should be measured contactless. At this, the gloss sensor is mounted on a robot and will be moved vertically to make sure, that the distance to the primer surface of the vane remains approximately at 15mm, simultaneously the vane will be moved horizontally so that the gloss factor can be measured along the long axis of the vane. Normally the gloss factor of the primer surface should be lower than 5 in order to guarantee that the following coating get a fix compounding to the primer surface. |

|
|||
|
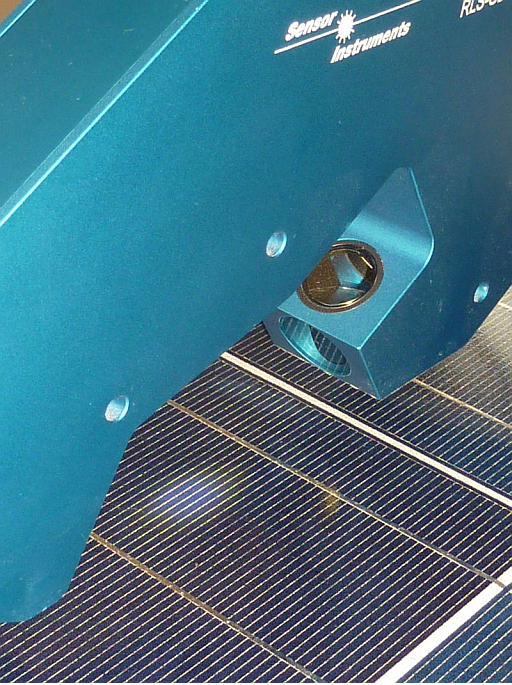
Bir fotovoltaik panelin camsı yüzeyinin parlaklık kontrolü Bir fotovoltaik panelin camsı yüzeyinin üretimi sırasında parlaklık faktörü ölçülebilir. Gloss measurement of the glass surface of a photo voltaic panel The gloss factor of the glass cover of a photo voltaic panel should be measured during the production. |
|
|||
|
Ses sönümleme halısının ön ve arka yüzeyinin ayrımı Bir ses sönümleme halısının ön ve arka yüzeyinin birbirlerinden ayrımı gerçekleştirilebilir. Differentiation of front side and back side from a sound damping carpet The front side should be distinguished from the back side of a sound damping carpet. |

|
|||
|
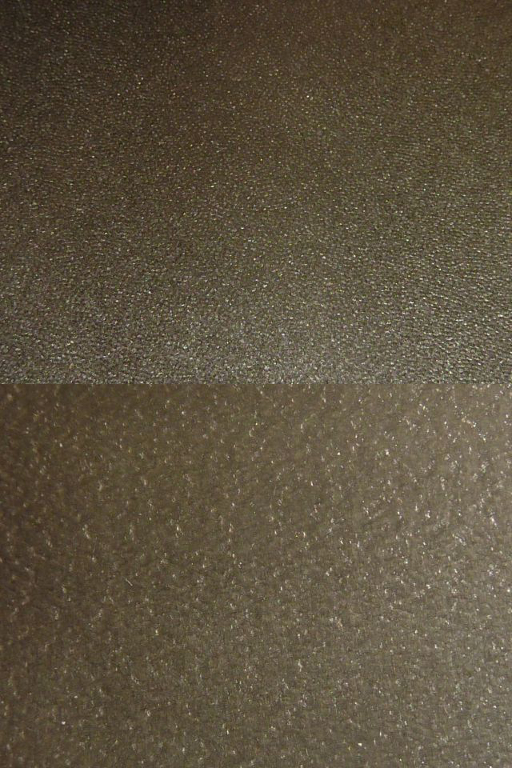
Suni derilerin ayrımı İki farklı siyah suni derinin ayrımı gerçekleştirilir ve parlaklık ölçüm aleti ile parlaklık faktörünün dokümantasyonu alınır. Differentiation of leather imitations Two black leather imitations should be differentiated and the gloss factor should be documented with a gloss measurement device. |

|
|||
|
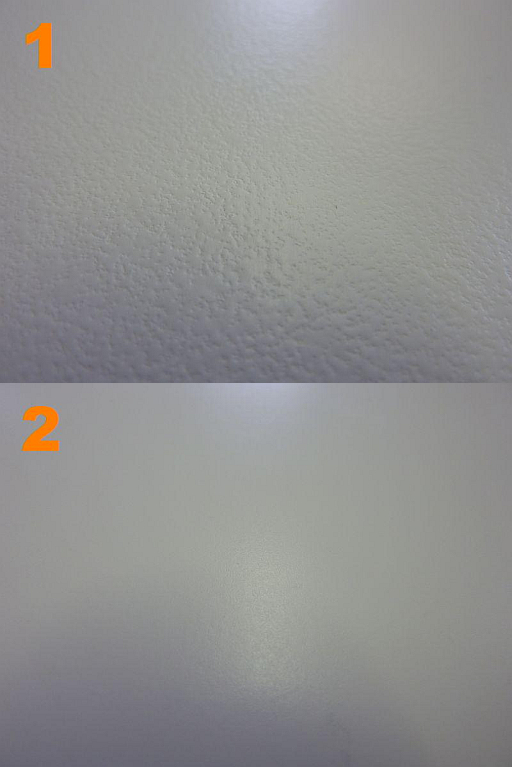
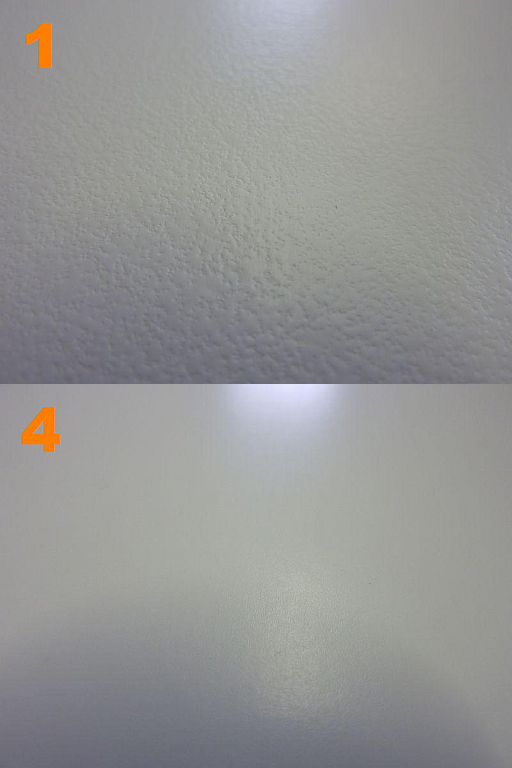
Kapıların verniklenmesi sonrasında parlaklık ölçümü Kapıların verniklenmesinden hemen sonra parlaklık faktörü kontrol edilebilir. Yapılan testler sonucunda kapı üzerine spreylenen vernik miktarı parlaklık faktörünü etkilemektedir. Yüzeye yeterli vernik sürülmediği takdirde pürüzlü bir yüzey oluşmaktadır. Gloss inline measurement after the varnish of doors Immediately after the varnish of the doors the gloss factor should be controlled. Tests have shown that the amount of varnish, which will be sprayed onto the door surface, influences the gloss factor. If not enough varnish is used the surface becomes rough. |
|
|||
|
Aşındırıcı şeritler üzerinde sıralı parlaklık ölçümü Parlaklık faktörü aşındırıcı şeritlerin yüzey kalitesi için önemli bir parametredir. Bu nedenle aşındırıcı yüzeylerinde kalite kontrol için sıralı parlaklık faktörü ölçümü yapılmaktadır. Inline gloss measurement on abrasive belts The gloss factor is a significant parameter for the surface quality, the roughness, of an abrasive belt. Thus a gloss measurement inline sensor should be used for quality control of the abrasive surface. |

|
|||
|
Plastik filmlerin ve lamine plakaların sıralı parlaklık kontrolü Plastik filmlerin ve lamine plakaların üretimleri sırasında sıralı parlaklık faktör kontrolü gerçekleştirilir. Inline gloss measurement of plastic films and laminated plates During the production of plastic films as well as of laminated plates the gloss factor should be measured. |
|
|||
|
Mobilya endüstrisinde sıralı parlaklık kontrolü Kapıların üretimi sırasında boya hattından hemen sonraki aşamada renk miktarı kontrol edilmelidir. Inline gloss control in the furniture industry During the manufacturing process of doors just after the painting line the amount of color must be controlled. |
|
|||
|
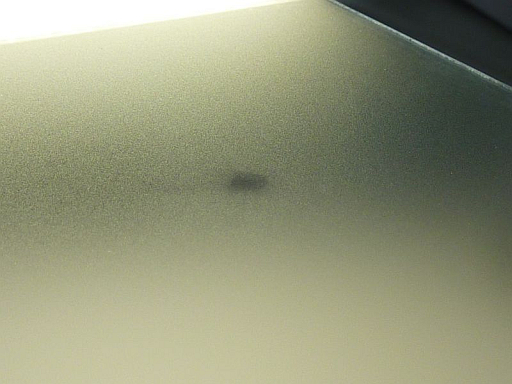
Mat cam plakalarda parlak bölgelerin denetlenmesi Mat cam plaka üretiminde yüzey özellikle parlak noktalar için denetlenmelidir. Parlak alanlar yaklaşık 3 mm çaptan başlayarak denetlenebilir. Detection of glossy regions on a matt-finished glass plate During the production of matt-finished glass plates the matt-finished surface must be controlled particularly with regard to small glossy spot. The glossy domains which should be detected are starting with a diameter of approximately 3 mm. |
|
")
")
")
")
")
")
")
")
")