








Praktische Beispiele aus dem industriellen Einsatz
SPECTRO-3-FIO-JR
1) Sprache auswählen:
|
Detection of deformations on stamping stripes Deformations on stamping stripes should be detected. |

|
||
|
Presence control of transparent labels on plastic caps The presence of transparent labels on plastic caps should be controlled. |

|
||
|
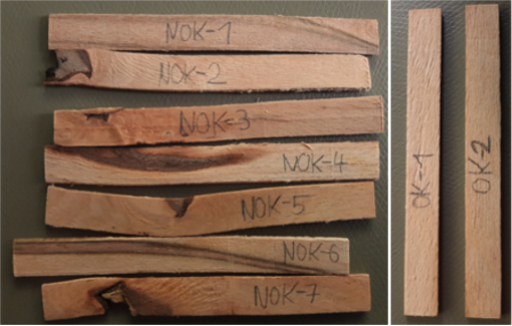
Color control of wooden sticks The color of wooden sticks should be controlled. |
|
||
|
Differentiation of silver-colored screws from black coated screws Silver-colored screws should be differentiated from black coated screws. |

|
||
|
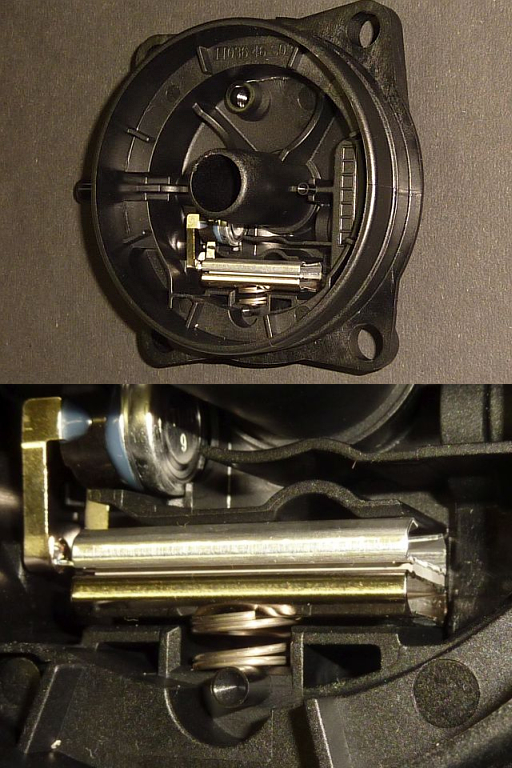
Color mark detection on slide bearings The color mark on slide bearings should be detected. |
|
||
|
Orientation control of maize kernels During the corn handling, the orientation of maize kernels should be controlled. |

|
||
|
Color mark detection on metal foil Different color-marks should be detected on different colored metal foils. |

|
||
|
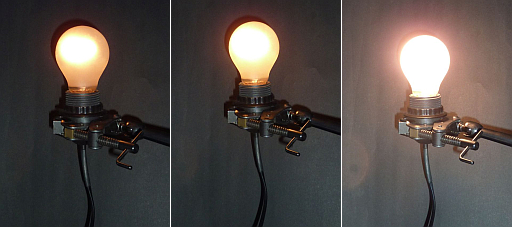
Color and intensity control of filament lamps The color as well as the intensity of filaments lamps should be controlled. |
|
||
|
Differentiation of black finished metal rod and metal rod Black bronzed metal rods should be distinguished from metal rods. |
|
||
|
Color differentiation of capsules inside cigarette filters Different colored capsules inside cigarette filters should be detected. |
|
||
|
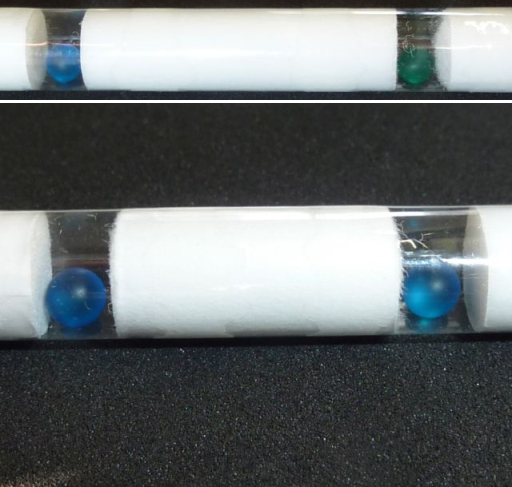
Color differentiation of balls in transparent plastic film tubes Semitransparent colored balls, located in the transparent plastic tube sections of filter rods should be color differentiated. |
|
||
|
Thickness control of a transparent adhesive layer on a UV fluorescent transparent plastic film The thickness of a transparent glue on a transparent but fluorescent plastic film should be measured. |

|
||
|
Presence control of a primer layer on a plastic component A primer layer on a plastic surface should be detected. |
|
||
|
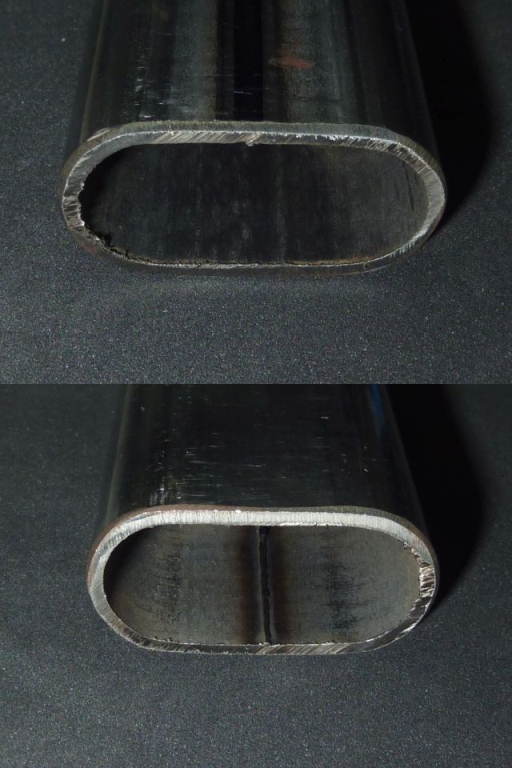
Correct positioning control of welded flat metal tubes The position of a welding line on a flat tube should be controlled. At this, the welding line should be underneath. |
|
||
|
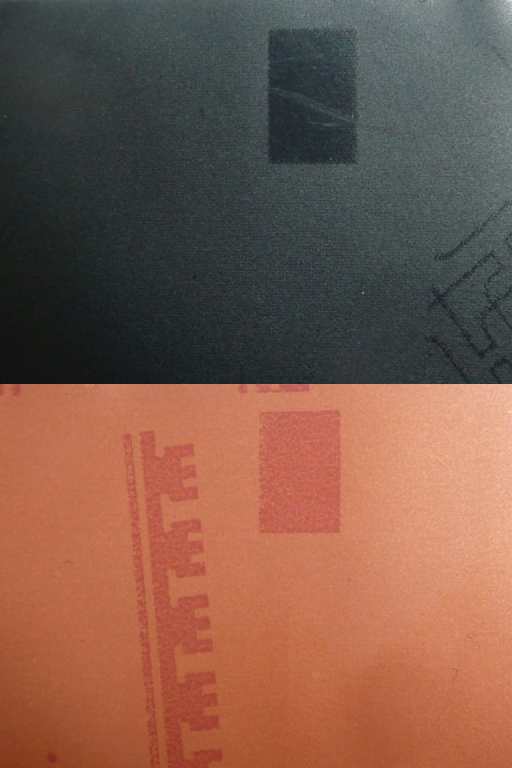
Color mark detection on aluminum foil Black shiny color marks on a black matt aluminum foil and dark orange marks on an orange background should be detected. |
|
||
|
Detection of a color mark on an aluminum foil Color marks on an aluminum foil should be detected. |

|
||
|
Inline-control of welding line on stainless steel tubes A welding line should be inline controlled on stainless steel tubes. At this, the tube will be shifted along the welding line. |

|
||
|
Color control of flames The color of a flame should be controlled. |

|
||
|
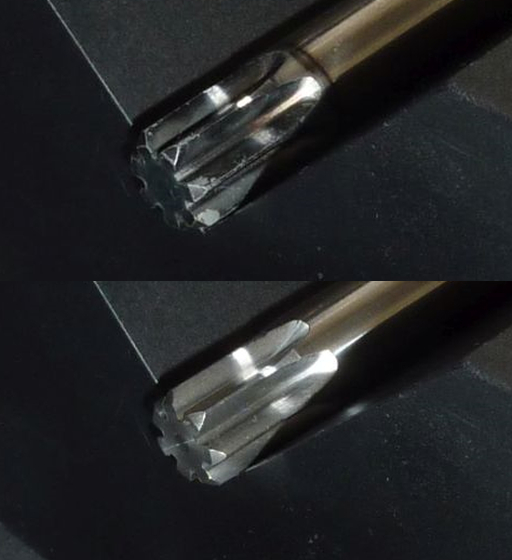
Differentiation of matt and shiny metal parts Matt metal components should be differentiated from shiny metal parts. |
|
||
|
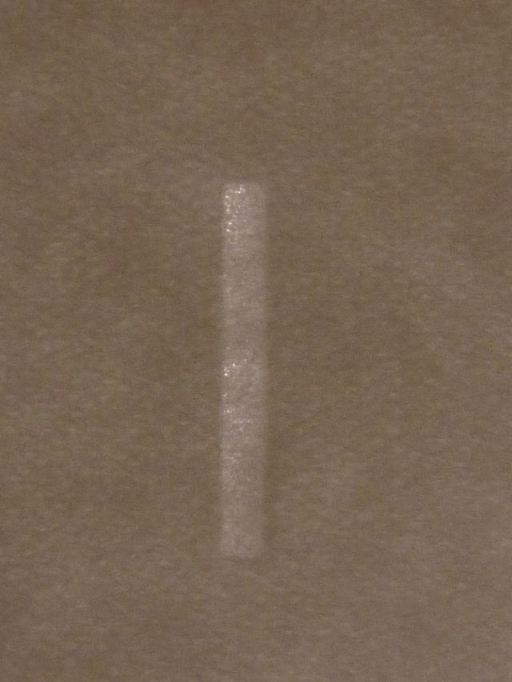
Watermark detection on safety paper Water reference marks should be detected on safety paper. |
|
||
|
Joint sealing color control on fiber boards The color as well as the presence of the joint sealing of fiber boards should be detected. |

|
||
|
Color differentiation of threads Different colored threads, used for sewing leather together, should be controlled on sewing machines. |

|
||
|
Color differentiation of shiny plastic parts Shiny plastic components, used for the interior automotive field, should be color differentiated. |
|
||
|
Color differentiation of matt plastic interior components Matt plastic parts, used for the automotive interior field, should be color differentiated. |
|
||
|
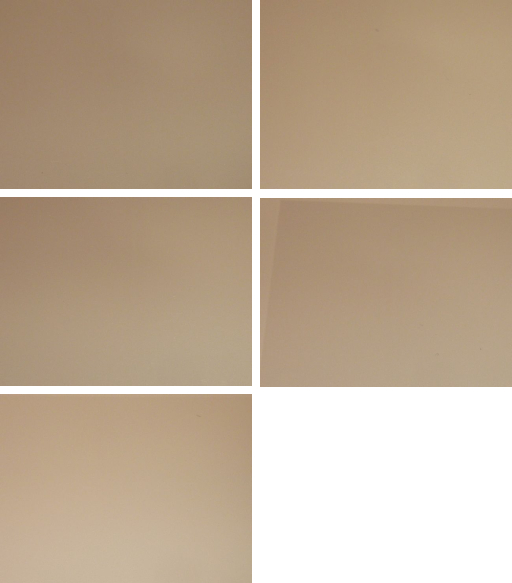
Color differentiation of beige interior plastic parts Beige plastic parts, which are used in the automotive interior field, should be color differentiated. |

|
||
|
Differentiation of metalized door handles Metalized door handles should be color differentiated. |

|
||
|
Color mark control on syringes The color of the mark on syringes should be controlled. |

|
||
|
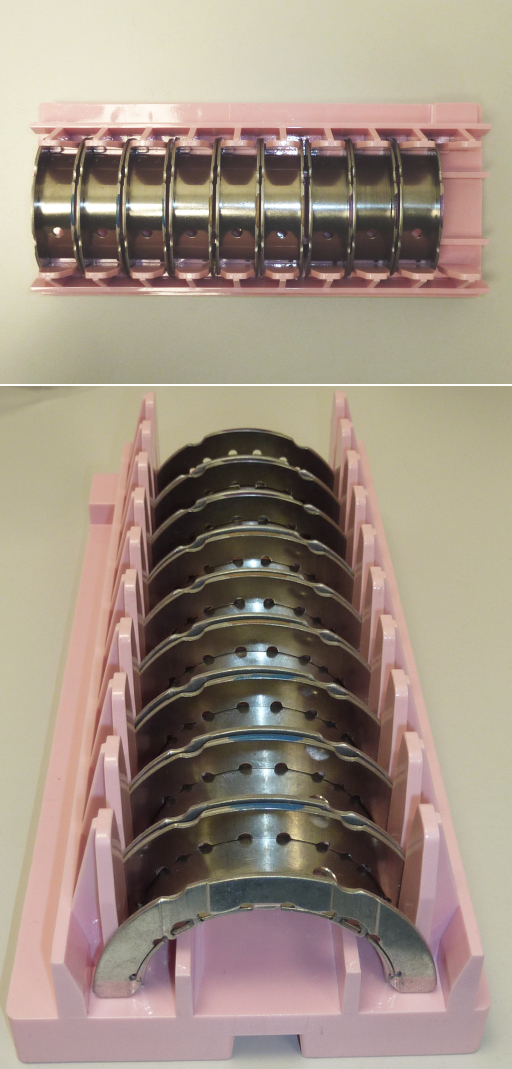
Color differentiation of half shells of bush bearings Half shells of friction-type bearings should be color differentiated. |

|
||
|
Color differentiation of small plastic tubes Small violet plastic tubes should be color differentiated. |

|
||
|
Color differentiation of small plastic brushes Small plastic brushes should be color differentiated. |

|
||
|
Color differentiation of make-up The color of make-up should be controlled. |

|
||
|
Color differentiation of eye shadows The color of eye shadows should be controlled. |

|
||
|
Color differentiation of lipsticks The color of lipsticks should be controlled. |

|
||
|
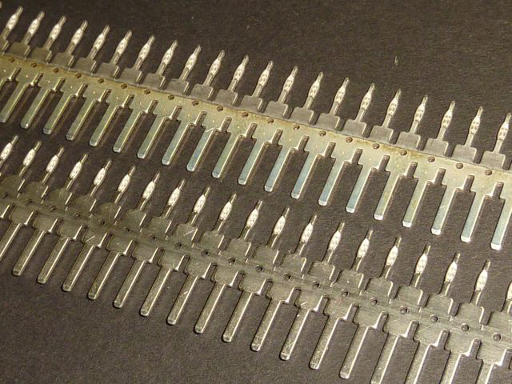
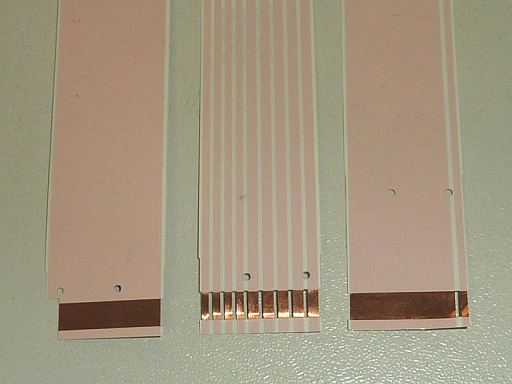
Color differentiation of tin and silver plated stamping stripes Tin plated stamping stripes should be distinguished from silver plated stamping stripes. |
|
||
|
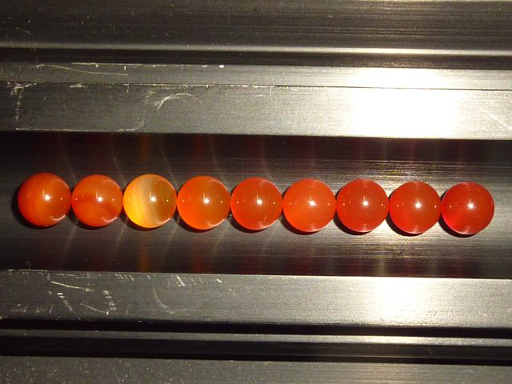
Color and opacity control of gemstones The color as well as the opacity of gemstones should be controlled. |
|
||
|
Presence control of a seal ring on a plastic component The presence of a silicon ring on a plastic component should be controlled. |

|
||
|
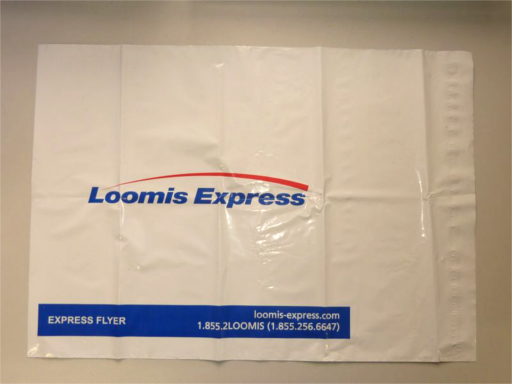
Glue strip detection on plastic envelopes A glue strip should be detected on a plastic envelope. At this, the glue strip causes a corrugated pattern at the opposite side of the plastic material. Due to the fact, that the glue strip is covered with a metal coated high reflective plastic film, the only chance to detect it is from the opposite side. |
|
||
|
Differentiation of semitransparent plastic films Semitransparent plastic films should be differentiated. |
|
||
|
Color control of handles Handles in the automotive field should be color controlled. |

|
||
|
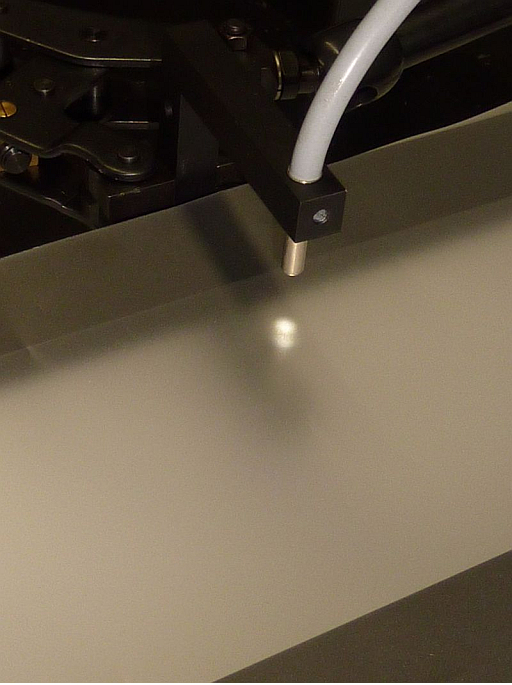
Detection of the edge of a stripped ribbon cable The beginning of the laser stripped part of a ribbon cable should be precisely detected. |
|
||
|
Color control of injection moldings Injection plastic parts should be color controlled. It has to be taken into account, that the surface of the plastic part is different in the degree of gloss as well as in the color. Only the narrow frame delivers nearly a constant degree of gloss. Thus, the color should be controlled at the narrow edge. |

|
||
|
Presence control of a seal in plastic components The presence of a seal in a plastic part should be controlled. |

|
||
|
Color control of plastic pins Plastic pins which are used for seat belts should be color differentiated. |

|
||
|
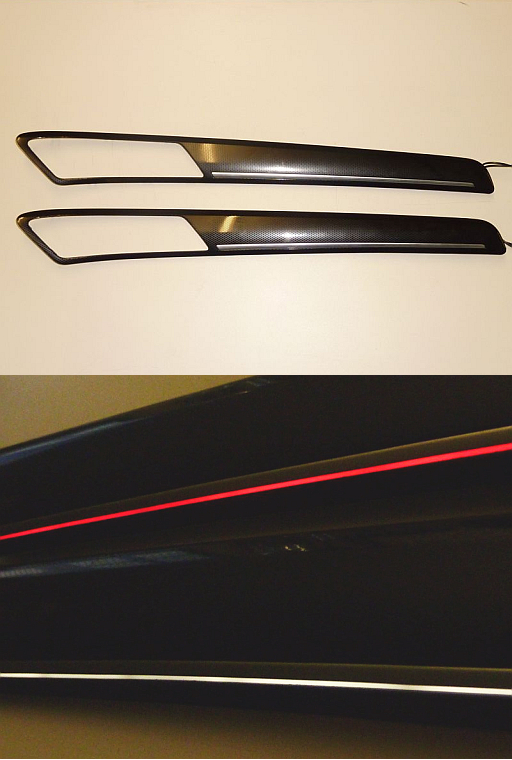
Detection of red and white diffuse light on interior components The diffuse red and white light should be detected on interior components. |
|
||
|
Tarnish film detection on metal band A tarnish film should be detected on metal band. |

|
||
|
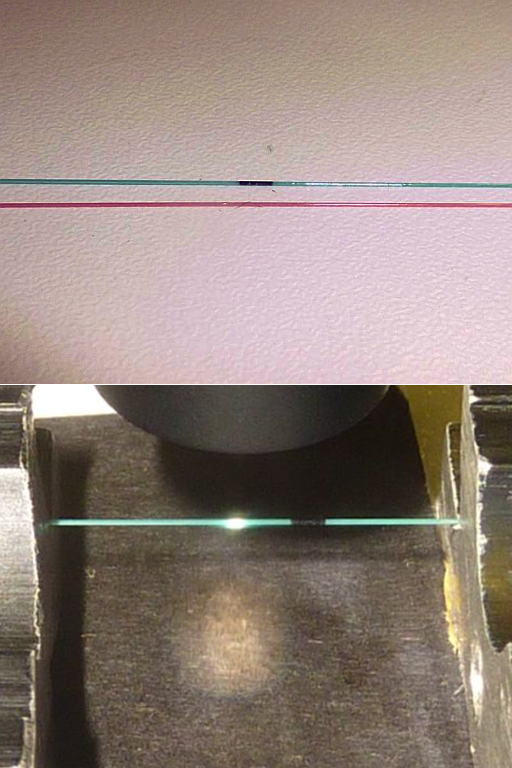
Color mark detection on optical fibers and color differentiation of optical fibers The color as well as a color mark should be detected on optical fibers. The feed speed of the glass fiber is roughly 10 m/s. |
|
||
|
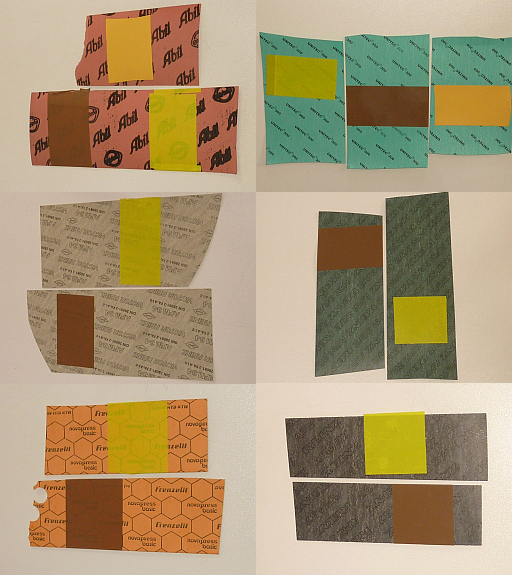
Detection of an adhesive tape on plastic flooring An adhesive tape, which has the task to combine the two ends of the plastic flooring, should be detected. At this, the plastic flooring can be different in color; the tape, however, is either yellow or brown in color. |
|
||
|
Detection of a red shiny plastic label The presence of a shiny red plastic label on a black plastic component should be detected. |

|
||
|
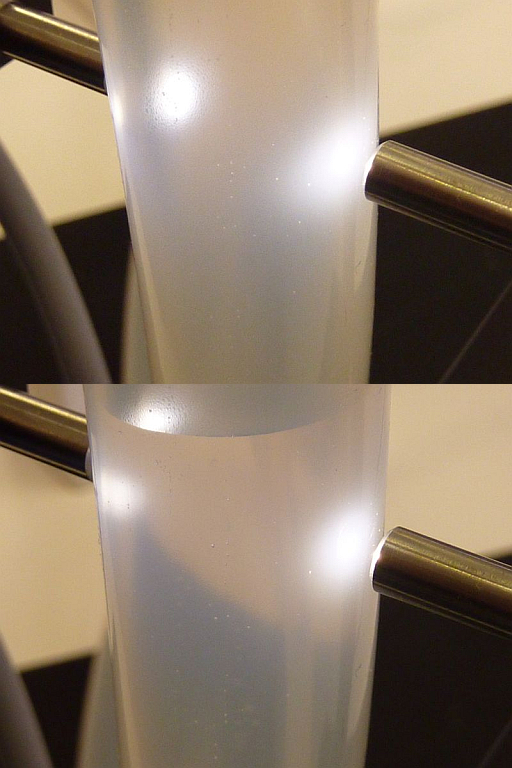
Liquid level control from liquid in semi transparent tube The liquid level should be controlled with an optical system. At this, there are different kinds of liquids possible: water, detergent and milky liquids. The tube is always the same: semi transparent. It should be taken into account, that neither foam nor liquid film should influence the detection of the liquid level. |
|
||
|
Detection of punch marks in aluminum surface Punch marks in aluminum surface should be detected. |
|
||
|
Color differentiation of plastic interior parts Gray, black and brown interior plastic parts should be differentiated. It should be taken into account, that there is just a bit space for the optical fiber head, but not for the whole color sensor. |

|
||
|
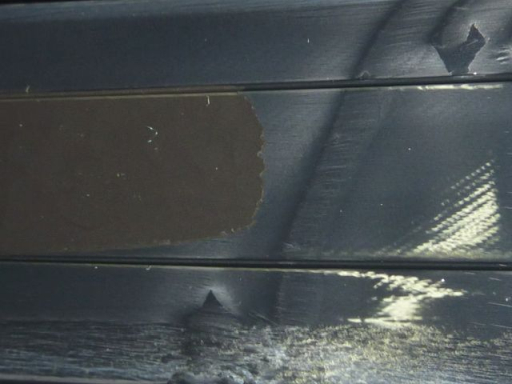
Presence control of a primer on black anodized aluminum The presence of a primer coating on black anodized aluminum should be controlled. |
|
||
|
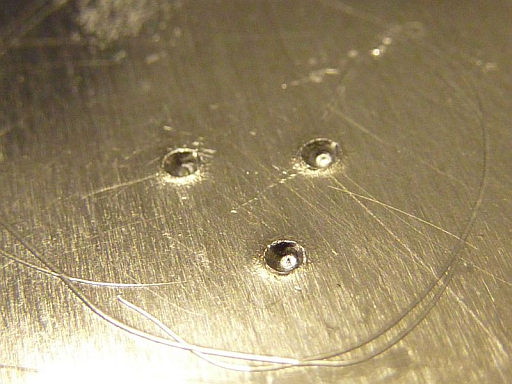
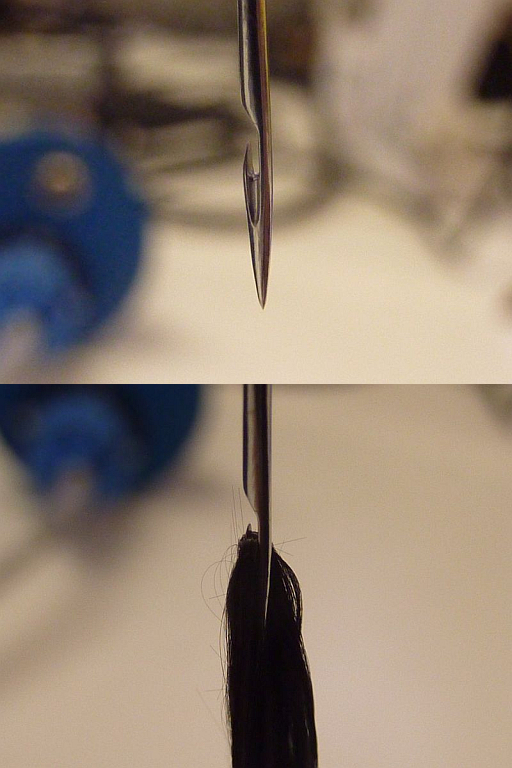
Presence control of carbon fibers on a sewing needle The presence of a carbon fiber bundle on a sewing needle should be controlled. It has to be taken into account, that there is only space for the sensor in the direction of the sewing needle. |
|
||
|
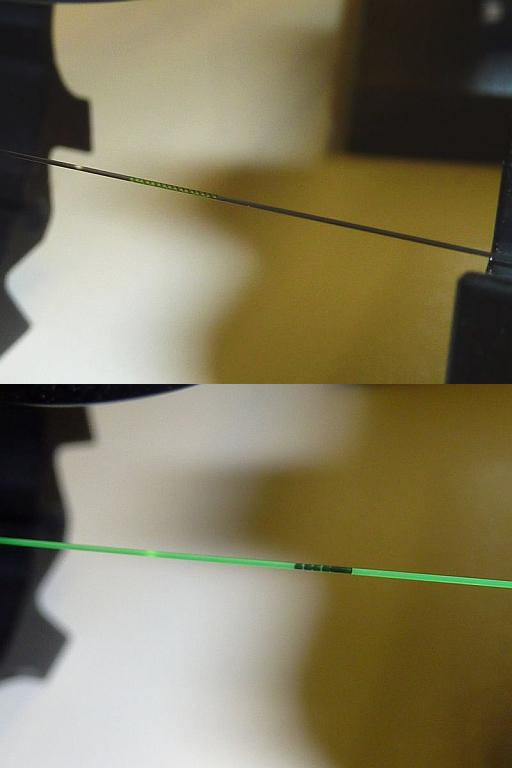
Color mark detection on an optical fiber Color marks should be detected on optical fibers. The rate of feed is around 10m/s. |
|
||
|
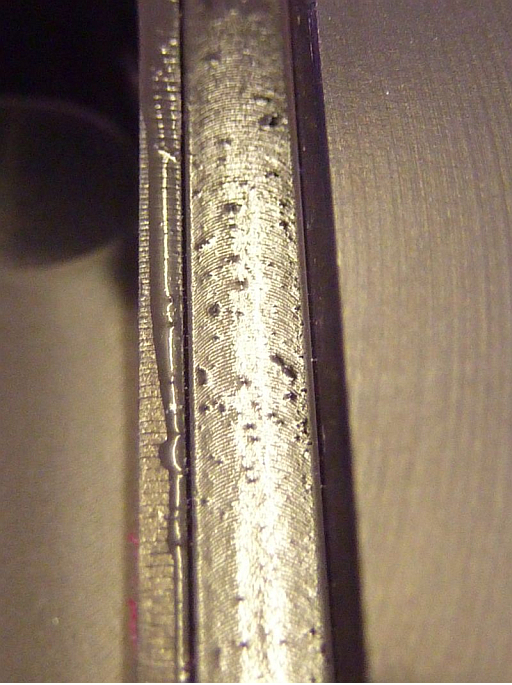
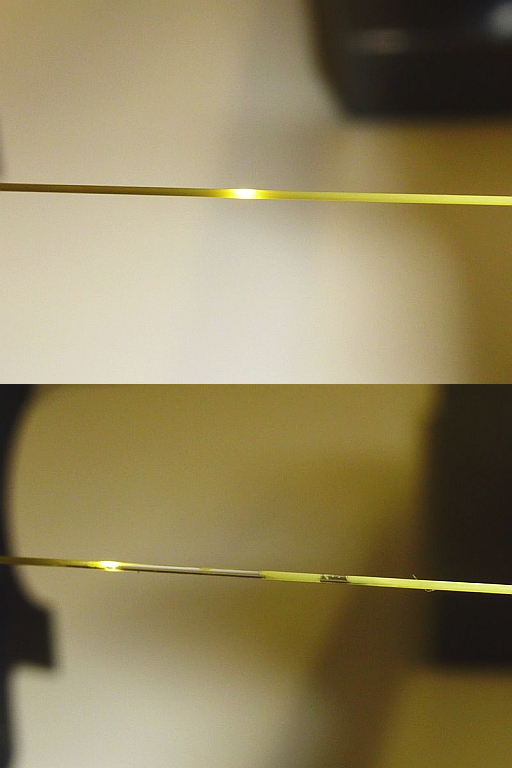
Color control of the coating of an optical fiber The coating of an optical fiber should be controlled. At this, cuttings and soiling should be detected, even at a product speed of up to 10m/s. |
|
||
|
プーレの軸受表面の線彫り検査 黒色プーレの軸受け表面にある彫り線を検出します。 Detection of a line engraving on the bearing surface of a pulley An engraved line on the bearing surface of a black pulley should be detected. |

|
||
|
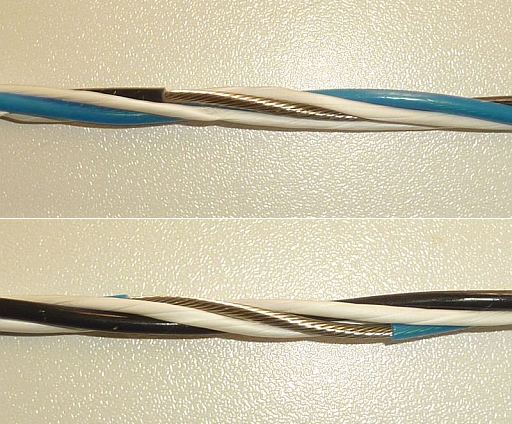
Detection of uninsulated cables in a twisted cable assembly Uninsulated cables should be detected in a twisted cable assembly. |
|
||
|
Schlieren detection on transparent colored plastic closures Schlieren on transparent colored plastic closures should be detected. |

|
||
|
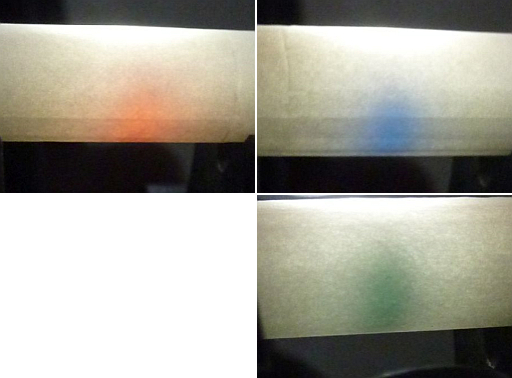
Color control of transparent plastic closures The color of transparent plastic closures should be controlled. At this, different colored transparent closures (e.g. orange, violet, magenta) will be produced and the task is to hold the respective color in a certain range. |

|
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
.jpg)




