Qu'est-ce que le contrôle de pulvérisation?
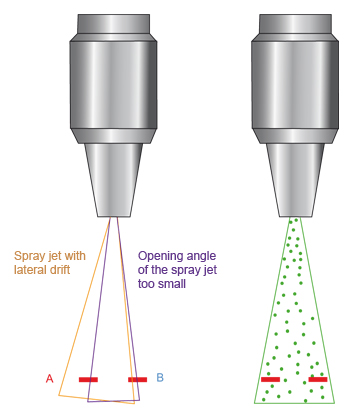
En cas d’utilisation de systèmes de vaporisation, il faut veiller à ce que la taille du cône de vaporisation et la quantité vaporisée soit adaptée à chaque application. En outre, la géométrie du cône de pulvérisation ainsi que la quantité vaporisée dépendent du fluide utilisé (primaire, colle, solvant, eau, alcool, peinture, etc.) ainsi que de l’ouverture de la buse de pulvérisation, de la surpression et du dosage de la quantité vaporisée. Notamment lors de l’utilisation, par exemple de colle en tant que produit pulvérisé, il peut arriver qu’une partie de l’ouverture de la buse de vaporisation soit collée, ce qui conduit à une modification à la fois de la quantité vaporisée et de la géométrie de la vaporisation. Le jet de pulvérisation peut ainsi être modifié, tant au niveau de sa direction que de celui de son angle d’ouverture.
L’utilisateur est informé en temps utile de toute modification du jet de pulvérisation par un contrôle du jet de pulvérisation.
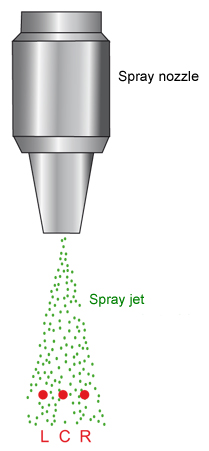
En quoi consiste un jet de pulvérisation ?
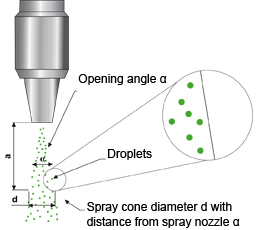
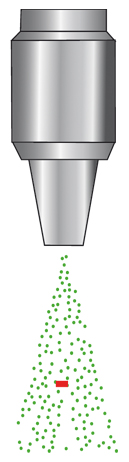
Le jet de pulvérisation consiste généralement en une formation lâche de petites gouttelettes (la taille des gouttelettes se situe ici dans un ordre de taille situé entre quelques micromètres et quelques centaines de micromètre, elle dépend en premier lieu du fluide vaporisé), qui se forment à la suite de la pulvérisation du liquide vaporisé à la sortie de la buse de pulvérisation. Ces gouttelettes quittent l’ouverture de la buse de pulvérisation avec une certaine vitesse et sont ensuite freinées sous l’effet du frottement de l’air.
Le jet de pulvérisation est déterminé par l’angle d’ouverture du cône de pulvérisation et la quantité pulvérisée (gouttelettes/unité de temps ou débit de fluide pulvérisé).
Comment le jet de pulvérisation est-il contrôlé ?
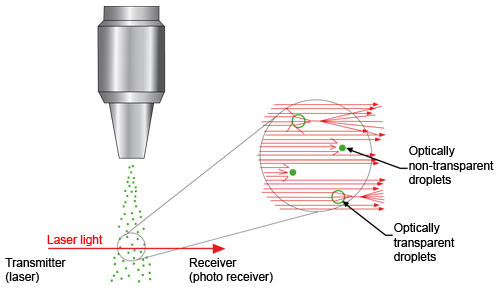
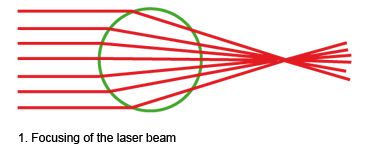
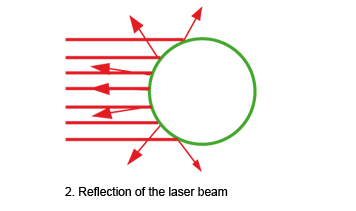
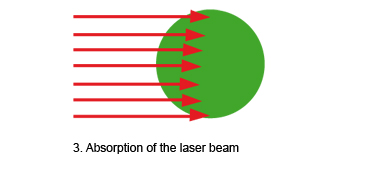
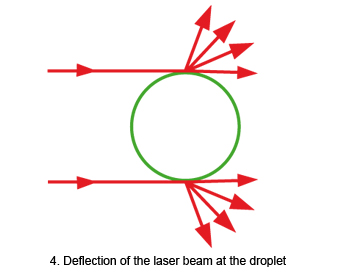
Pour pouvoir affirmer quelque chose sur la quantité pulvérisée, on peut par exemple travailler avec un rayon laser, qui pénètre le cône de pulvérisation au moins en partie. Le rayon laser est alors détourné par les différentes gouttelettes en chemin à travers le cône de pulvérisation : Le détournement est provoqué par la réflexion sur les gouttelettes et par focalisation du rayon laser, du fait que les gouttelettes fonctionnent comme des microlentilles, si celles-ci sont optiquement transparentes. Mais une partie de la lumière est également absorbée par les gouttelettes. En fin de compte, moins de lumière parvient sur la face opposée du jet de pulvérisation.
Les différentes méthodes du contrôle de jet de pulvérisation à lumière traversante :
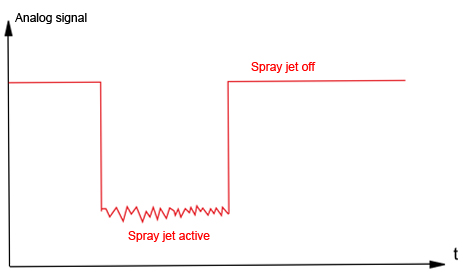
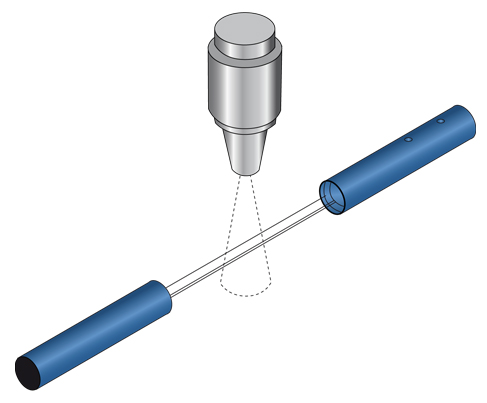
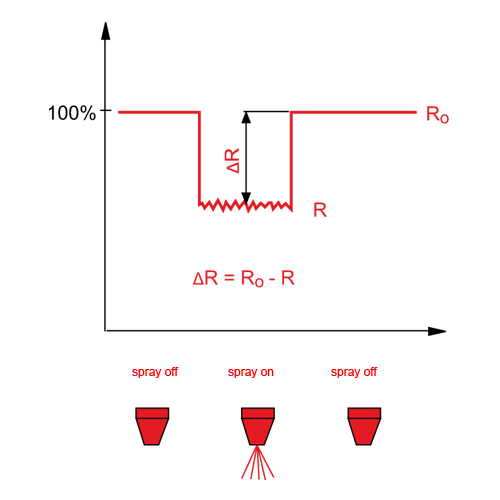
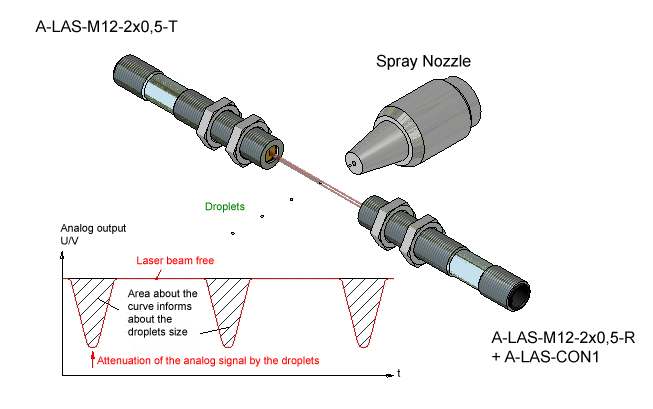
1. La méthode à lumière traversante à un jet
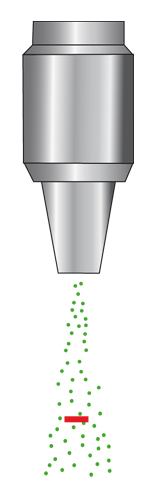
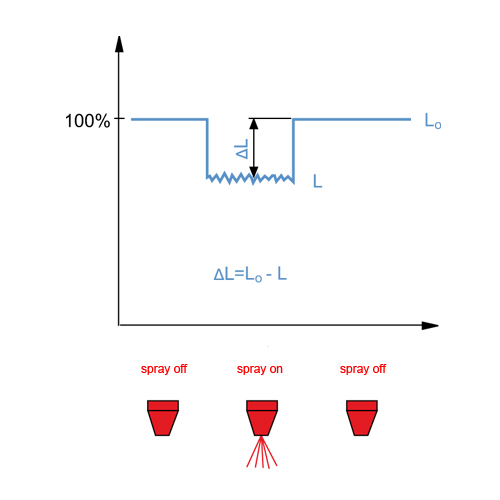
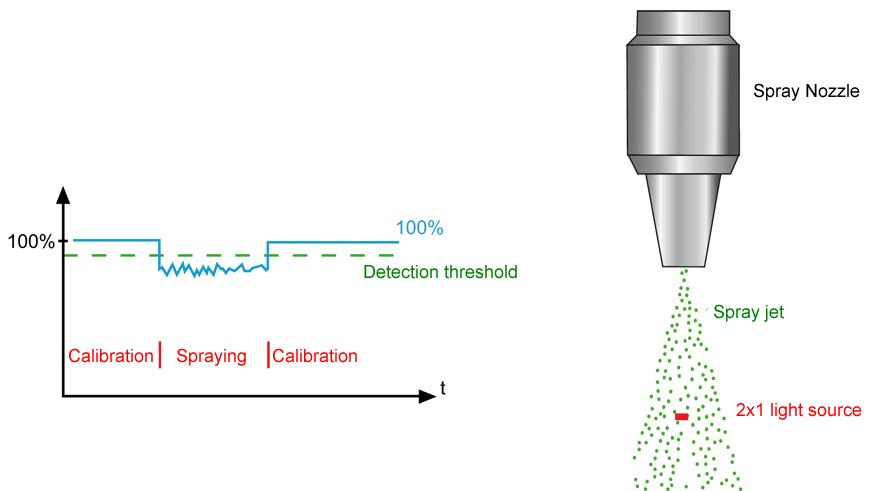
A cet effet, on vise avec un faisceau de lumière laser, de préférence avec un cache en forme de fente, au milieu du jet de pulvérisation.
La baisse de signal par rapport à l’absence de jet de pulvérisation sert de mesure pour la quantité vaporisée. Cette méthode est essentiellement utilisée s’il s’agit uniquement de donner une information sur la quantité vaporisée ou s’il y a un jet de vaporisation ou non !
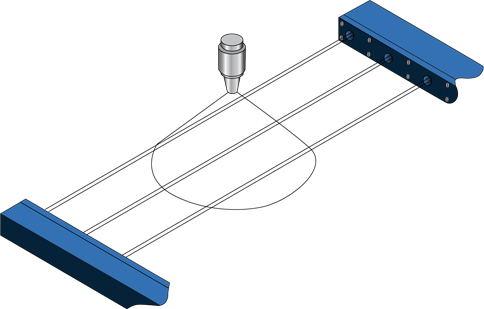
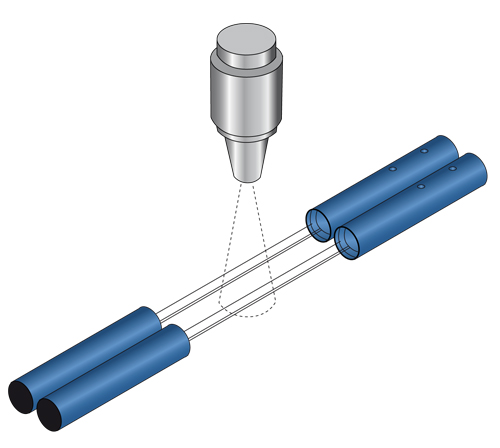
2. La méthode à lumière traversante à deux jets
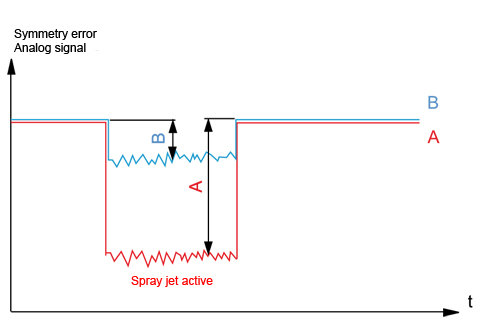
Cette méthode convient, à côté du contrôle de la quantité de pulvérisation, sous conditions au contrôle de symétrie. C’est ainsi qu’on peut détecter dès ici une dérive latérale du cône de pulvérisation. Le système à deux jets est essentiellement utilisée quand on veut disposer d’une requête simple mais économique de la symétrie du cône de pulvérisation.
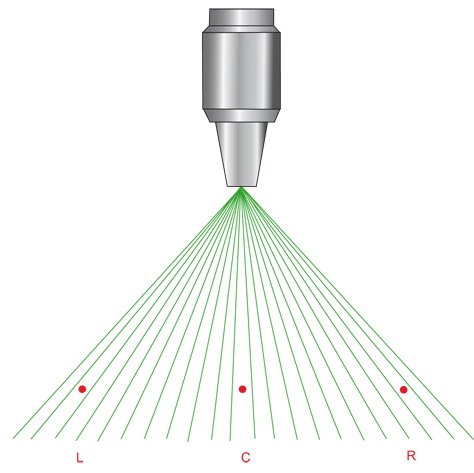
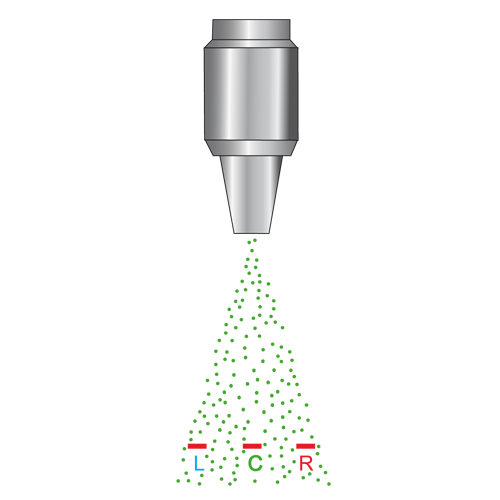
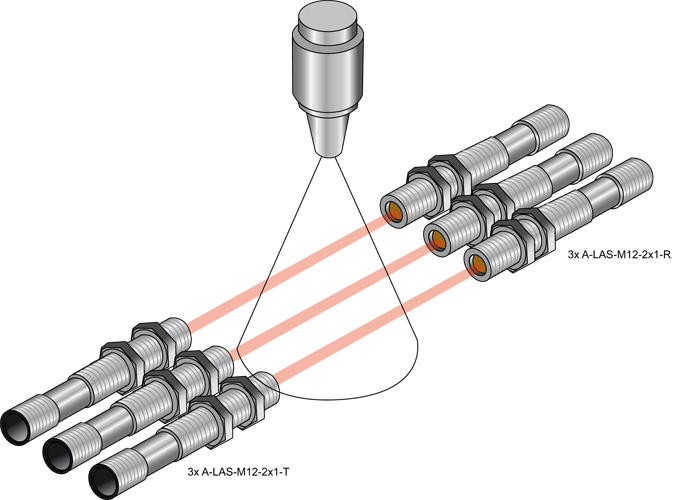
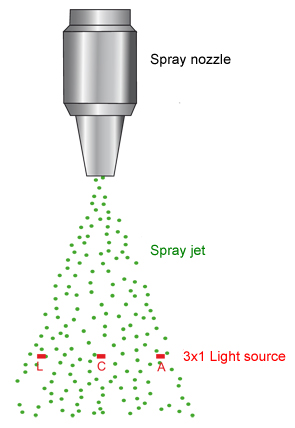
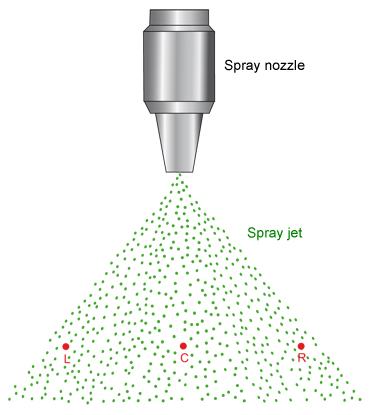
3. La méthode à lumière traversante à trois jets
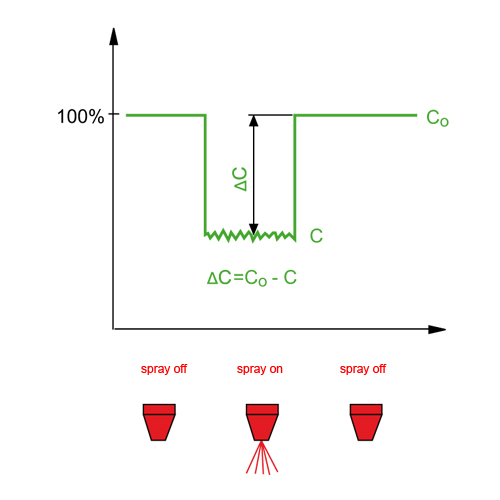
Cette méthode permet de constater déjà des petits écarts de symétrie et de quantité. On dispose ici de deux modes d’évaluation : Mode d’évaluation ABSOLUTE (ABSOLU) et mode d’évaluation RELATIVE (RELATIF)
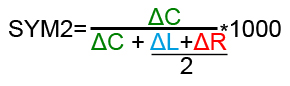
Les deux modes permettent ici d’évaluer la densité du jet de pulvérisation (DENSITY), le rapport des deux jets de bord (SYM1) et finalement la relation du jet médian par rapport aux deux jets de bord (SYM2).
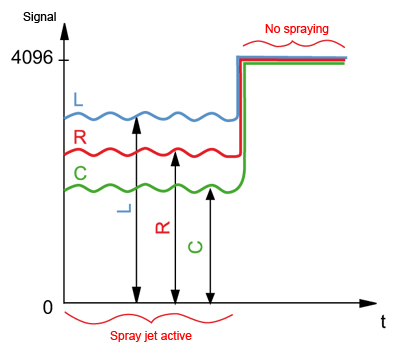
En mode ABSOLUTE (ABSOLU), les valeurs L, C, R sont directement utilisées dans les équations suivantes :
L, C, R sont ici les valeurs brutes des 3 canaux avec une valeur comprise entre 0 et 4096 (12 Bit).
En mode RELATIVE (RELATIF) est formée la relation des différentes valeurs brutes L, C, R pendant l’opération de pulvérisation avec les données brutes L0, C0, R0, dont on dispose quand il n’y a pas de pulvérisation. Les données brutes L0, C0 et R0 forment ainsi à chaque fois la valeur 100% !
Il vaut dans ce cas pour la quantité pulvérisée :

Et pour les deux symétries :
.jpg)
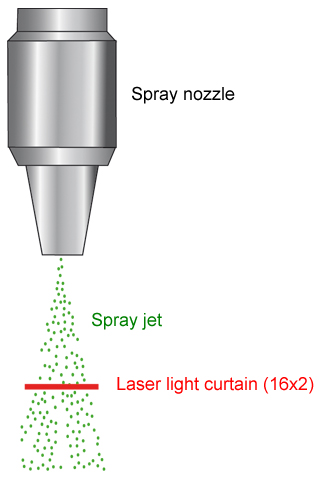
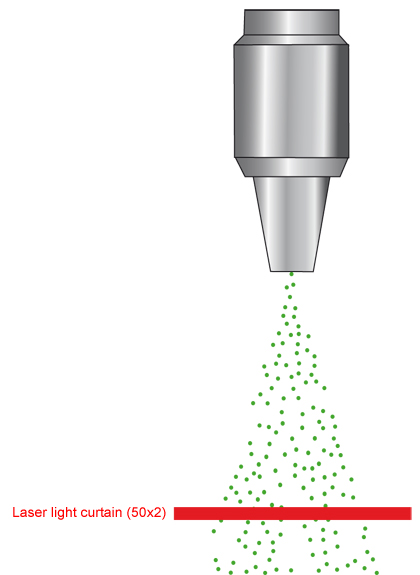
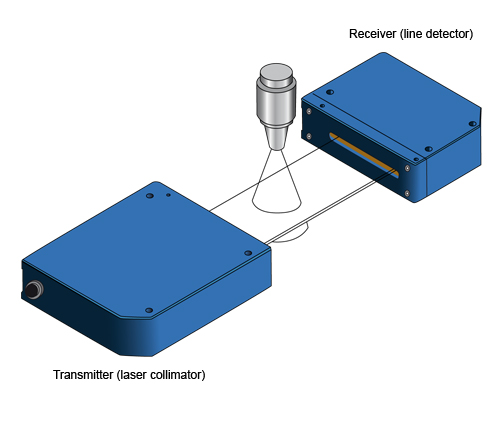
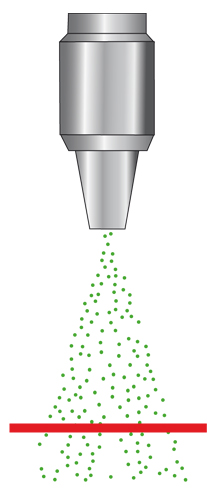
4. La méthode à bande de lumière
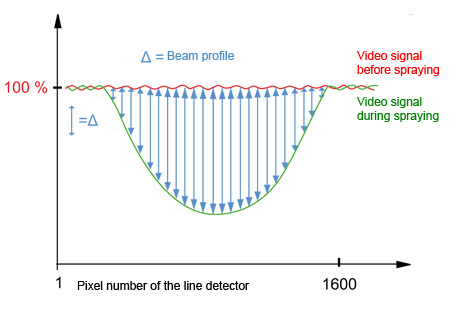
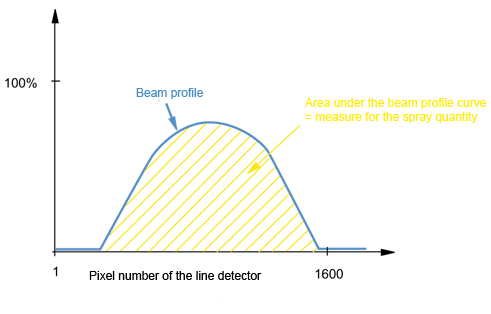
Une bande de lumière continue est dirigée sur le jet de pulvérisation. La bande de lumière est en règle générale plus large que le diamètre du cône de pulvérisation, si bien que le jet de pulvérisation est complètement saisi. Sur le côté opposé du jet de pulvérisation se trouve un récepteur qui est réalisé sous la forme d’un capteur de lignes et dispose de plus de 1000 mini-détecteurs individuels disposés en série. Ceci permet de fait une évaluation sans faille du profil du jet. Pour déterminer le profil du jet, on compare entre eux la différence en pourcentage des deux signaux vidéo (signaux de lignes) qui ont été enregistrés avant l’opération de pulvérisation ainsi que pendant l’opération de pulvérisation.
Le profil de jet informe maintenant sur la répartition locale du fluide pulvérisé dans le jet de pulvérisation. La surface en-dessous de la courbe du profil de jet donne en outre des informations sur la quantité pulvérisée !
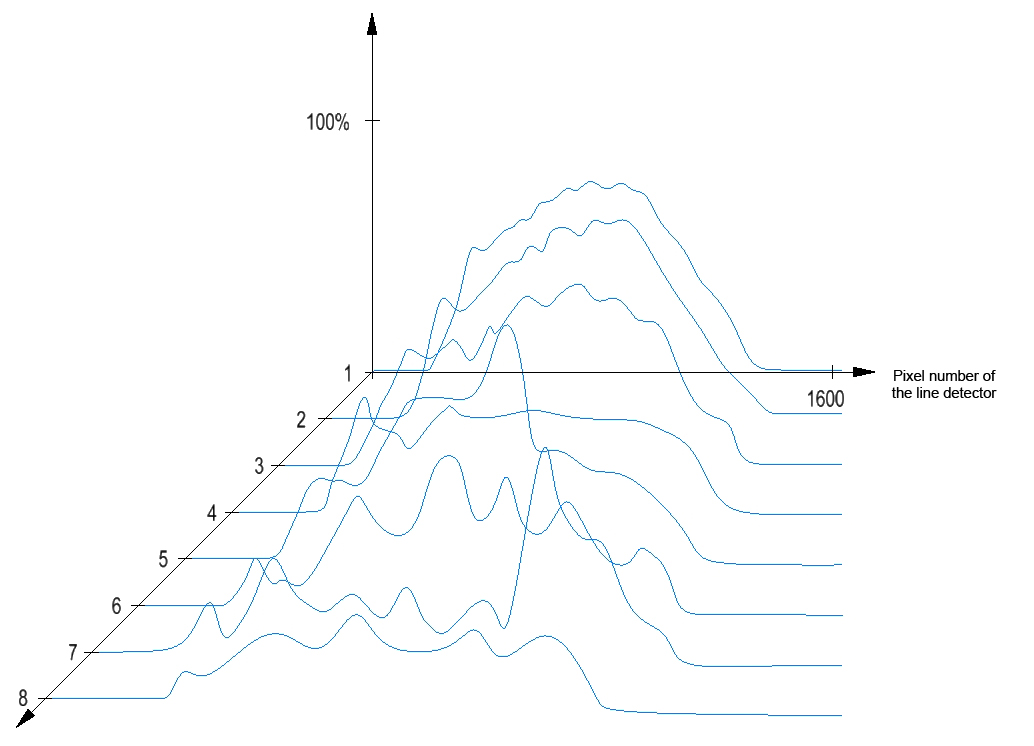
L’enregistrement de scannages successifs permet de réaliser une espèce de film. Cette méthode convient ainsi de façon idéale pour pouvoir étudier des influences éventuelles telles que les changements de pression, les changements de quantités pulvérisées, les changements de fluide pulvérisé, les changements d’ouverture des buses.
Utilisation du contrôle de jet de pulvérisation dans les zones menacées d’explosion
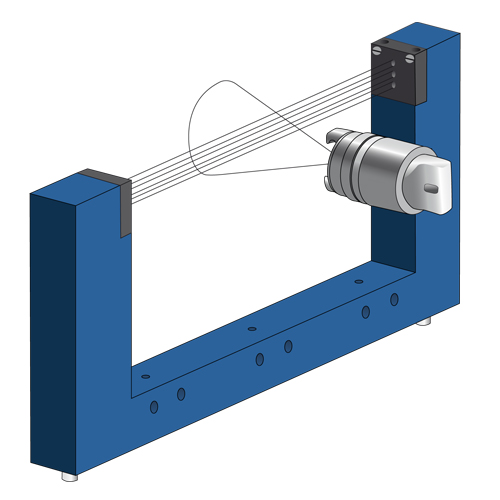
Pour qu’un contrôle du jet de pulvérisation puisse avoir lieu même dans un environnement dans lequel règne une atmosphère explosive sous la forme d’un mélange d’air et de gaz, de vapeurs ou de brouillards combustibles, on travaille avec des câbles à fibres optiques.
C’est ainsi qu’il est aussi possible de travailler dans la zone menacée d’explosion Ø de la directive d’exploitation ATEX. Les composants électroniques et optoélectroniques du système de contrôle du jet de pulvérisation se trouvent ici en-dehors de la zone Ø. Seuls les composants optiques ou optomécaniques (front end optomécanique) se trouvent dans la zone

.
La connexion entre front end et l’unité d’évaluation est établie au moyen de câbles à fibres optiques.
Il faut veiller ici à ce que la densité de puissance optique ne dépasse pas une certaine valeur limite. Dans le cas des produits SI, la densité de puissance se trouve cependant très en-dessous des valeurs limites admises.
Les méthodes de pulvérisation les plus importantes
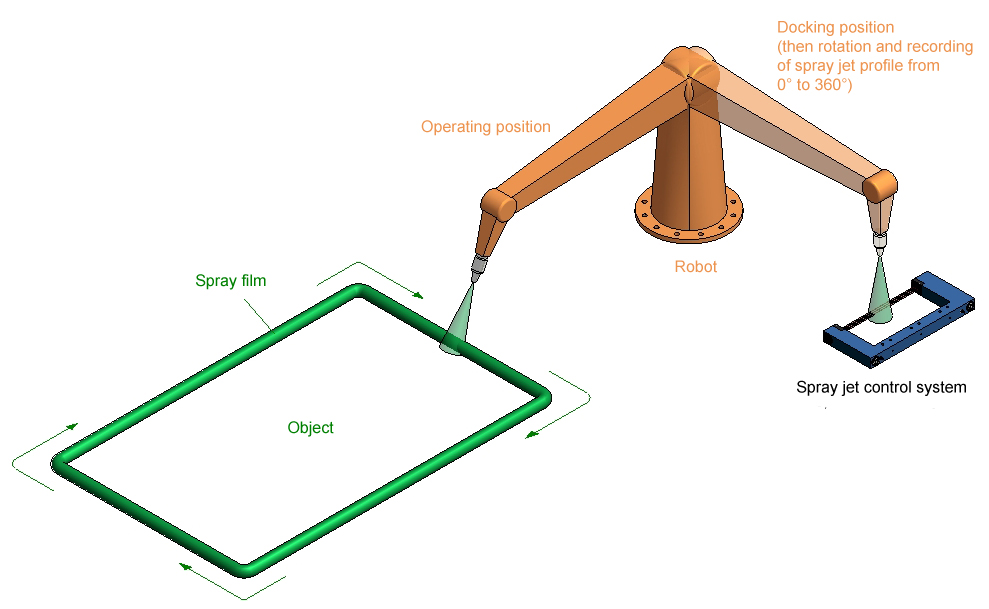
La buse de pulvérisation est montée sur la tête du robot et est déplacée par-dessus l’objet
A cet occasion, l’objet à pulvériser est amené en position, la situation de l’objet reste inchangée pendant l’opération de pulvérisation.
Le système de contrôle du jet de pulvérisation est ici hébergé dans ce qu’on appelle un poste d’appontage, que le robot approche après la fin de l’opération de pulvérisation sur l’objet. Une fois que la position d’appontage est atteinte, la buse de pulvérisation est à nouveau activée et le jet de pulvérisation est contrôlé pendant ce temps.
Dans la pratique, la position d’appontage n’est pas approchée après chaque objet, mais par exemple après chaque 10ème objet ! Si le système de contrôle du jet de pulvérisation émet un signal non-OK, le déroulement normal du travail est arrêté !
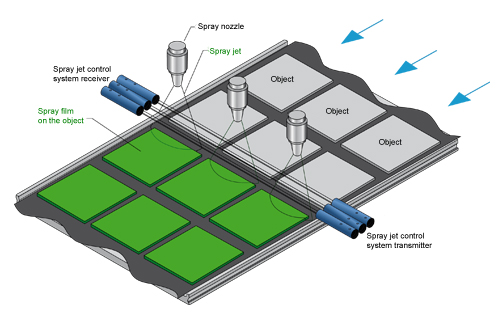
La buse de pulvérisation est disposée de façon stationnaire et l’objet est déplacé par-dessous la buse de pulvérisation.
Les objets sont dans ce cas, par exemple transportés sur un tapis roulant à travers le jet de pulvérisation. Les buses sont ici montées de façon fixes, c’est-à-dire qu’il faut contrôler pendant le processus de travail normal (opération de pulvérisation). Un calibrage n’est possible qu’après l’arrêt (ou avant l’activation) des buses de pulvérisation. Il faut en outre penser que plusieurs buses de pulvérisation doivent être contrôlées simultanément avec le même système de contrôle.
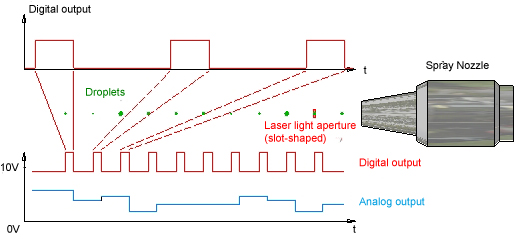
Des paquets individuels ou des gouttelettes sont générées à partir d’une buse très fine à l’aide d’une électrovanne (une autre possibilité de générer des gouttelettes dans une séquence rapide serait de recourir à une tête sous pression piézo).
Il faut ici déterminer d'une part un nombre de gouttes, et de l’autre contrôler le diamètre des gouttelettes et la taille des « paquets ».
Le capteur idéal ici est un capteur de la série A-LAS avec un cache adapté à la taille des gouttelettes en liaison avec l’électronique de contrôle A-LAS-CON1, du fait que ce système de capteurs dispose d’une fréquence de scannage et de commutation élevée. La taille des gouttelettes est en outre stockée de façon intermédiaire à la sortie analogique jusqu’à l’arrivée de la prochaine gouttelette.
Matériel informatique du contrôle du jet de pulvérisation
Systèmes à lumière traversante à un jet
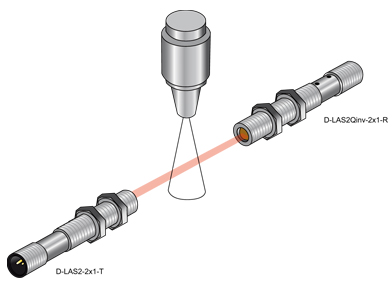
Systèmes à lumière traversante à un jet avec sortie analogique :
Série de capteurs : Série D-LAS
Type de capteur : D-LAS2-2x1-T (émetteur) + D-LAS2-Quinv-2x1-R
Le capteur fournit, en cas de non-pulvérisation, un signal analogique de +10V (peut être réglé via la puissance du laser sur la broche de contrôle Ι).
La baisse du signal analogique pendant l’opération de pulvérisation fournit ici une information sur la quantité pulvérisée.
Les embouts d’air soufflé ABL-M12-3 empêchent que des gouttelettes ne se déposent sur le recouvrement optique de l’émetteur ou du récepteur. Une légère surpression y suffit généralement.
Système à lumière traversante à un jet avec contrôleur :
Série de capteurs :
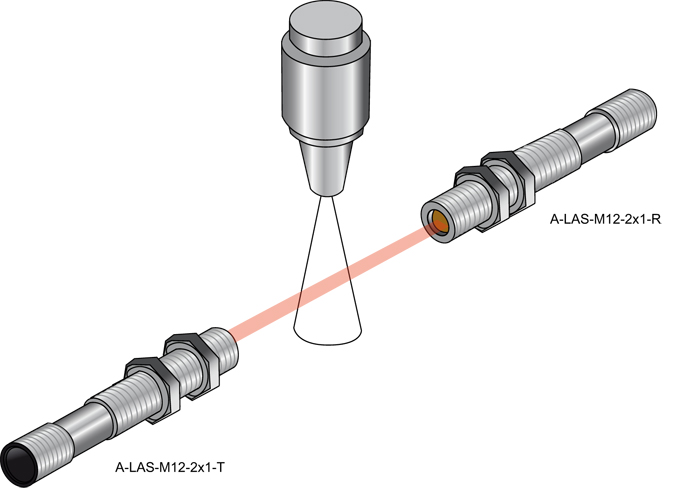
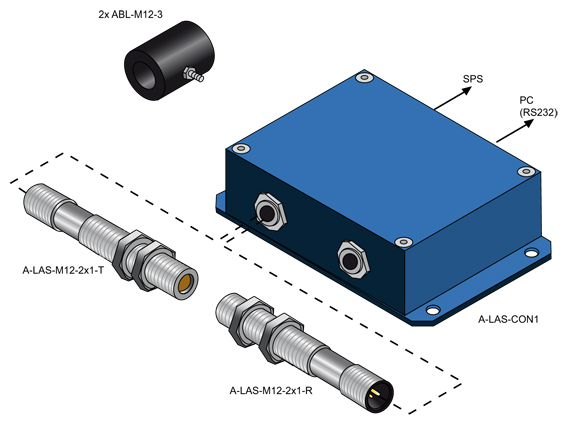
Série A-LAS
Type de capteur : A-LAS-M12-2x1-T (émetteur) + A-LAS-M12-2x1-R (récepteur) + A-LAS-CON1 (contrôleur)
Le contrôleur, y compris le logiciel A-LAS-CON1 permet de calibrer le système à chaque fois avant l’opération de pulvérisation effective.
Cela permet de détecter même les quantités pulvérisées les plus infimes, du fait que la présence éventuelle d’un encrassement peut être compensée à l’aide de la calibration (à 100%) et que le seuil de détection peut être disposé proche de la valeur 100% (par exemple 99,7%). Le contrôleur met à disposition à la sortie à la fois un signal analogique et un signal numérique qui informe si on est passé en-dessous du seuil de détection.
Système à lumière traversante à deux jets
Série de capteurs :
Série A-LAS
Type de capteur : A-LAS-M12-2x1-T (émetteur 2x) + A-LAS-M12-2x1-R (récepteur 2x) + A-LAS-CON1 (contrôleur)
Les deux capteurs A-LAS sont pilotés et évalués via l’unité de contrôle A-LAS-CON1. Ici aussi a lieu un calibrage entre les opérations de pulvérisations effectives. On se sert ici d‘un signal numérique externe (par exemple de l’API) qui informe le contrôleur du moment où le calibrage peut avoir lieu. Les deux capteurs lasers permettent de réaliser un contrôle de symétrie simple ! On peut également effectuer un contrôle des quantités pulvérisées. Pour que le recouvrement optique des capteurs lasers ne soit pas encrassé, on dispose ici aussi de l’embout d’air de soufflage ABL-M12-3 !
On a le choix entre trois sorties numériques à la sortie :
SYMMETRIE OK/pas OK
SIGNAL A OK/pas OK
SIGNAL B OK/pas OK
On vérifie si le SIGNAL A, le SIGNAL B et la SYMMETRIE se situent dans la plage de tolérance prescrite.
Système à lumière traversante à deux jets pour un utilisation en zone Ex
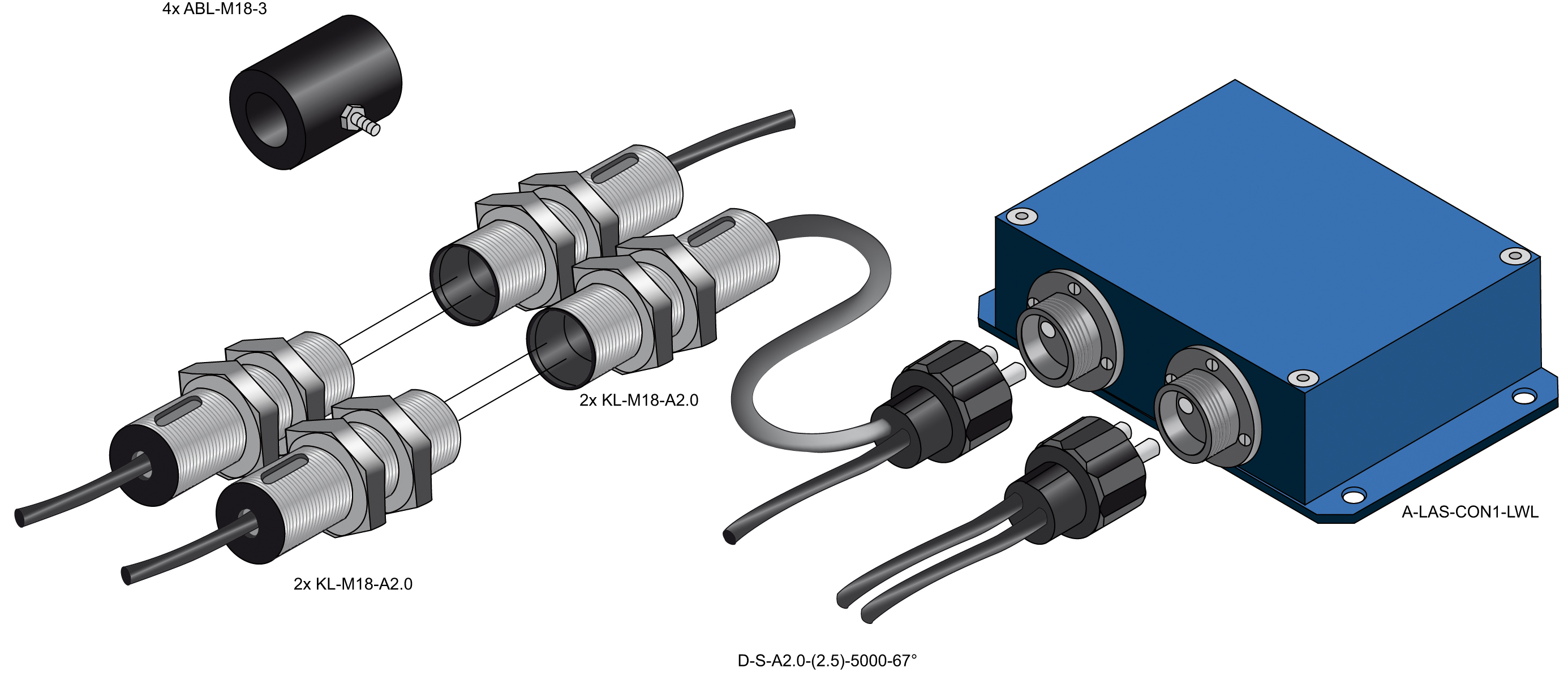
Série de capteurs : Série A-LAS
Type de capteur : Câble à fibres optiques D-S-A2.0-(2.5)-500-67° + embout optique KL-M18-A2.0 (2x) + électronique de contrôle A-LAS-CON1-FIO
Le pilotage et l’évaluation de l’A-LAS-CON1-FIO se fait de la même manière que pour l’A-LAS-CON1.
Comme ici cependant les composants électroniques et optoélectroniques n’existent que dans l’électronique de contrôle et pas dans les fronts ends de capteurs, ce type convient à une utilisation dans la zone Ex.
Ici aussi on dispose d’embouts d’air de soufflage du type ABL-M18-3 pour protéger les dispositifs optiques.
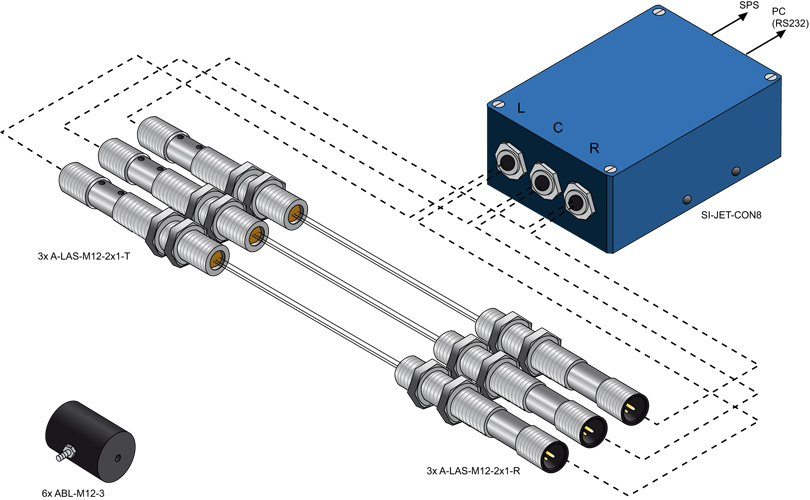
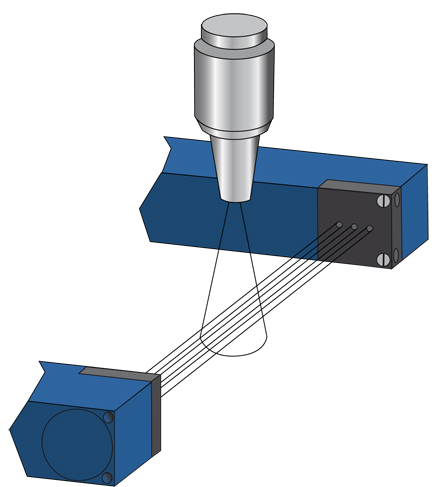
Système à lumière traversante à trois jets - version séparée
Série de capteurs : Série SI-JET
Type de capteur : A-LAS-M12-2x1-T (émetteur 3x) + A-LAS-M12-2x1-R (récepteur 3x) + SI-JET3-CON8 (contrôleur)
Les trois fronts ends de capteurs sont évalués à l’aide de l’unité de contrôle SI-JET3-CON8. On dispose ici du logiciel d’évaluation SI-JET2-Scope V3.0. On évalue à la fois la quantité pulvérisée (DENSITY) et la symétrie (SYM1, SYM2). Dans le mode d’évaluation RELATIVE, le calibrage automatique réalise une compensation de l‘encrassement. On peut entrer jusqu’à 31 différentes tolérances de jet de pulvérisation, il est ainsi possible d’attirer à temps l’attention sur une dérive du jet de pulvérisation de la part des 5 sorties numériques.
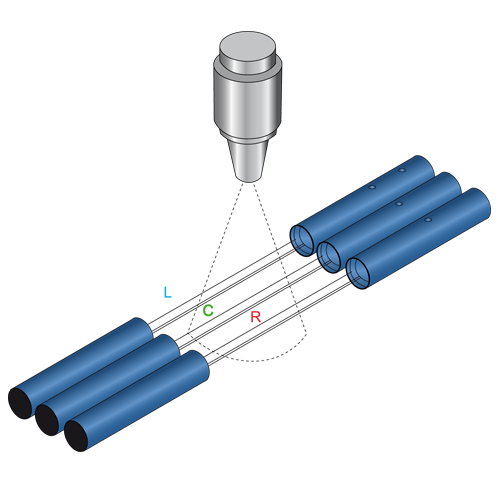
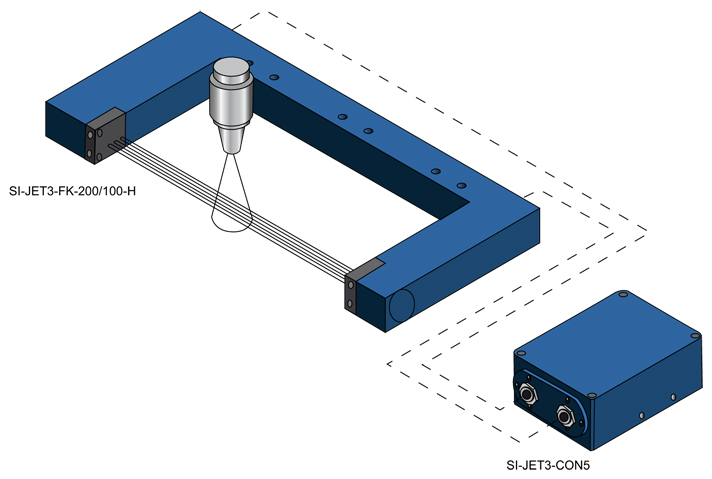
Système à lumière traversante à trois jets - forme de fourche
Série de capteurs :
Série SI-JET
Type de capteur : SI-JET3-FK-200/100-H (front end) + SI-JET3-CON5 (contrôleur)
La fourche dispose de trois faisceaux de jet de lumière ayant chacun un diamètre de 3 mm et une distance au milieu de 5 mm. On dispose aussi ici, à titre de logiciel d’évaluation, de SI-JET2-Scope V3.0, au moyen duquel sont évalués la quantité pulvérisée (DENSITY) et la symétrie (SYM1, SYM2). Dans le mode d’évaluation RELATIVE, qui peut être utilisé si on est en présence d’un intervalle de jet de pulvérisation dans une plage d’une minute, un calibrage et ainsi une compensation d’encrassement ont lieu entre les intervalles de pulvérisation. Dans le cas d’un jet de pulvérisation continu, on travaille en mode ABSOLUTE. Grâce aux cinq sorties numériques, on dispose d’informations sur les différents niveaux de tolérance en jusqu’à 31 nuances. On peut ici réaliser un affichage de tendance de façon simple (par exemple via une API).
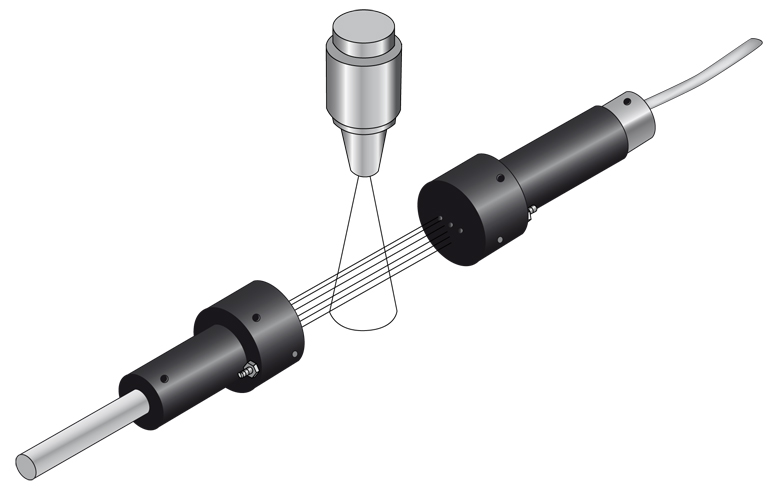
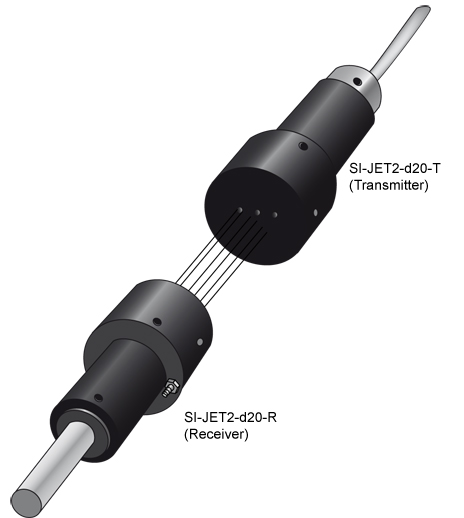
Système à lumière traversante à trois jets - version séparée pour une utilisation en zone Ex
Série de capteurs : Série SI-JET
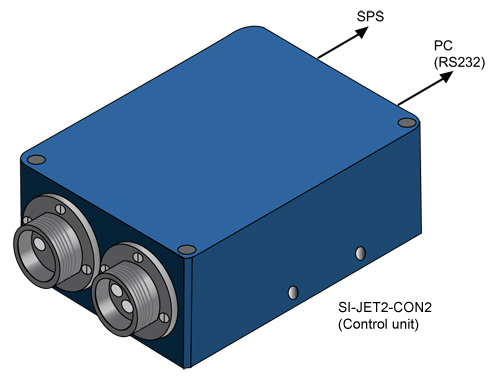
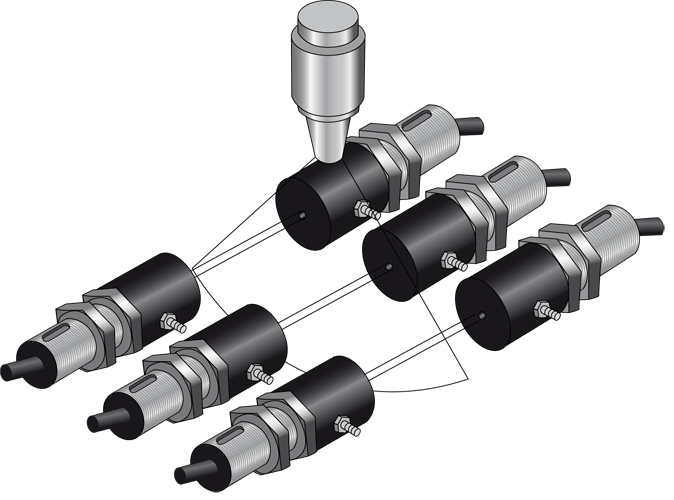
Type de capteur : SI-JET2-d20-T (émetteur) + SI-JET2-d20-R (récepteur) + SI-JET2-CON2
De la lumière rouge est amenée au front end de l’émetteur via un câble à fibres optiques, et 3 faisceaux de jets ayant chacun un diamètre de 3 mm et une distance médiane de 5 mm sont générées via un cache qui est intégré dans l’embout d’air de soufflage. L'évaluation est également réalisée ici via le logiciel SI-JET2-Scope V3.0. L’électronique de contrôle SI-JET2-CON2 dispose également de 5 sorties numériques, un affichage de tendance (par exemple via une API) peut ainsi avoir lieu.
Série de capteurs :
Série SI-JET
Type de capteur : KL-M18-A2.0 (front end) + R3-M-A2.0-(2.5)-500-67°-3x (câble à fibres optiques) + SI-JET2-CON3 (électronique de contrôle)
Dans le cas de ce type de capteur, les trois rayons de lumière rouge peuvent être réglés individuellement les uns par rapport aux autres sur chaque jet de vaporisation. Ici aussi, on utilise le logiciel d’évaluation SI-JET2-Scope V3.0. Notamment dans le cas de jets de vaporisation à grand angle d’ouverture, ce type offre des avantages correspondants.
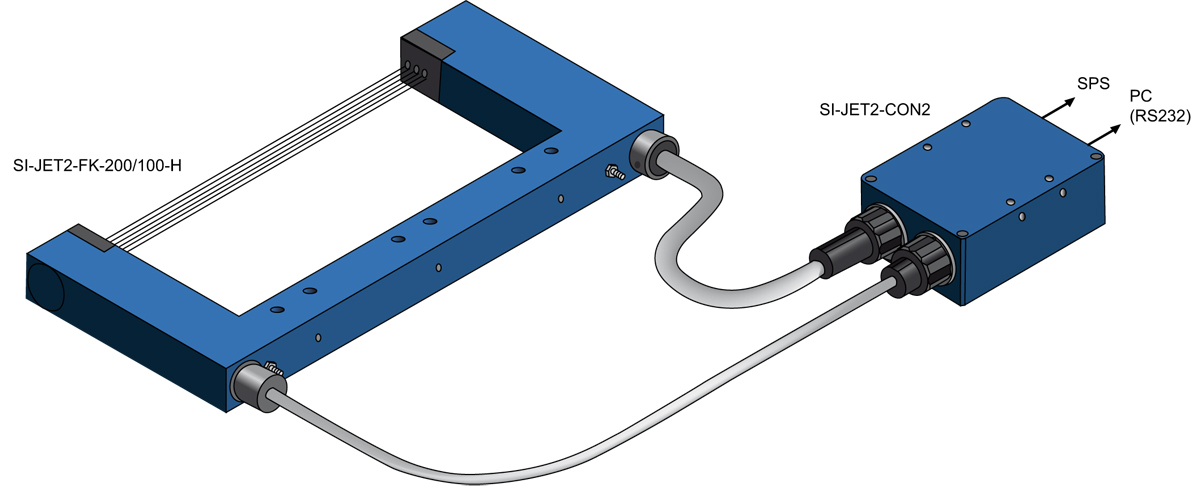
Système à lumière traversante à trois jets - version fourche pour une utilisation en zone Ex
Série de capteurs :
Série SI-JET
Type de capteur : SI-JET2-FK-200/100-H (front end) + SI-JET2-CON2 (électronique de contrôle)
Dans cette variante aussi, les 3 jets sont disposés à 5 mm (au milieu) les uns par rapport aux autres, le diamètre du jet de lumière rouge est ici de 3 mm. Il est également possible de réaliser un affichage de tendance des paramètres de jet de pulvérisation, par exemple en liaison avec une API à l’aide de l’électronique de contrôle SI-JET-CON2.
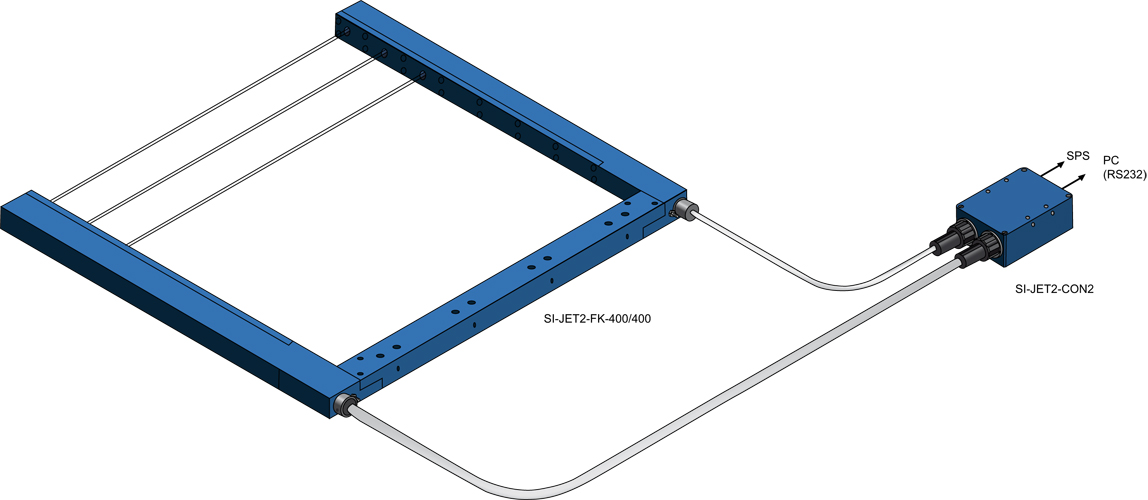
Série de capteurs :
Série SI-JET
Type de capteur : SI-JET-FK-400/400 (front end) + SI-JET2-CON2 (électronique de contrôle)
Cette variante a été conçu en premier lieu pour les jets de pulvérisation à grand angle d‘ouverture. La distance au milieu du faisceau de rayons de lumière rouge est de 50 mm pour un diamètre de jet de 3 mm. Il est possible, ici aussi, de réaliser un affichage de tendance (par exemple via une API) au moyen du logiciel d’évaluation SI-JET2-Scope V3.0 et des 5 sorties numériques de l’électronique de contrôle SI-JET2-CON2.
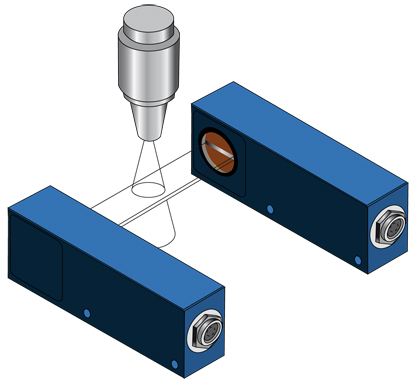
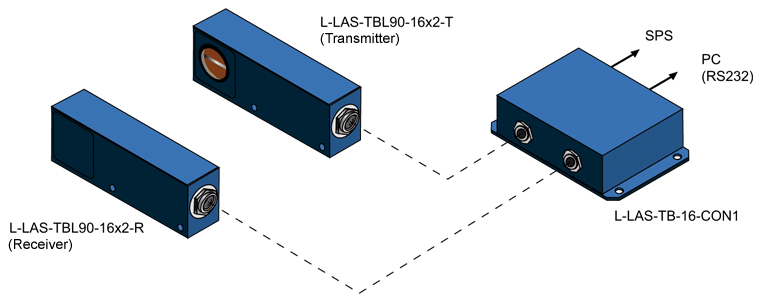
Système de bande de lumière – version séparée
Série de capteurs :
Série L-LAS-TB
Type de capteur : L-LAS-TB/90-16x2-T (front end spécial) + L-LAS-TB/90-16x1-R (front end récepteur) L-LAS-TB-16-CON1 (électronique de contrôle)
La section du cône du jet de pulvérisation est éclairée à l’aide d’une bande de lumière laser de 16 mm de large. Sur la face opposée au jet de pulvérisation se trouve un détecteur de lignes de 16 mm de large, qui dispose de plus de 256 Pixel (détecteurs mini-photo) et qui enregistre le profil de section du laser. Le logiciel d’évaluation L-LAS-JET-Scope calcule à cette occasion le profil de jet de vaporisation effectif à partir de la différence du signal du capteur de lignes avec et sans pulvérisation (jet de pulvérisation arrêté ou en marche. Le profil du jet de pulvérisation peut être stocké dans la mémoire du PC sous la forme d’un fichier numéroté chronologiquement, grâce à quoi il est possible de réaliser une espèce de « film du jet de pulvérisation ».
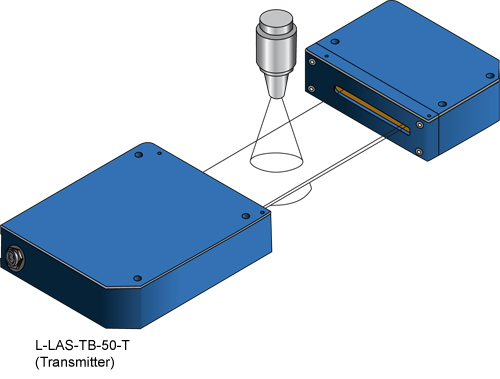
Type de capteur : L-LAS-TB-50-T (émetteur) + L-LAS-TB-50-R (récepteur, unité de contrôle incluse)
Pour cette version, on dispose d’un rideau de lumière laser de 50 mm. Le détecteur de lignes dispose d’env. 800 Pixel. Le logiciel d’évaluation L-LAS-JET-Scope fournit un profil de jet de pulvérisation qui peut être stocké sous la forme d’un fichier numéroté chronologiquement dans la mémoire du PC et qui peut être utilisé pour étudier le profil de pulvérisation.
Type de capteur : L-LAS-TB-75-T (émetteur) + L-LAS-TB-75-R (récepteur, unité de contrôle incluse)
Avec un rideau de lumière traversante laser de 75 mm de large et un détecteur de lignes avec env. 1200 Pixel, sinon comparable au type L-LAS-TB-50.
Série de capteurs : Série L-LAS-TB
Type de capteur : L-LAS-TB-100-T (émetteur) + L-LAS-TB-100-R (récepteur, unité de contrôle incluse)
Avec un rideau de lumière traversante laser de 100 mm de large et une valeur de détecteur de lignes d'env. 1600 Pixel, sinon comparable au type L-LAS-TB-50.
Logiciel du contrôle du jet de pulvérisation
1. Logiciel pour les systèmes à un jet et à deux jets A-LAS-CON1-Scope V3.0
Le logiciel A-LAS-CON1-Scope V3.0 permet un contrôle à la fois absolu et relatif. Dans le cas de la mesure absolue, les données brutes (pour le système à un jet le canal A, pour le système à deux jet le canal B en sus) sont surveillées, d’une part si le canal A (et le canal B en plus dans le cas du système à deux jets) se trouve dans la plage de tolérance réglable (de façon continue ou bien à partir d’un certain point de déclenchement), et de l’autre la sortie analogique est, au cas où événement de déclenchement en cours, « gelée » jusqu’à ce qu’un nouvel événement de déclenchement remplace le précédent. En mode relatif, l’électronique de contrôle compare en permanence le signal d’entrée avec la valeur maximale momentanée (au moyen d’une constante de temps réglable) et forme ce qu’on appelle la valeur normée NORME A (NORME B dans le cas du système à deux jets).
Le système à deux jets fournit, à titre de conclusion sur la symétrie, la relation :

Les données peuvent être affichées à la fois sous forme numérique et sous forme graphique sur l’écran du PC.
2. Logiciel pour le système à trois jets SI-JET2-Scope V3.0
A partir des trois valeurs disponibles L, C, R, le logiciel SI-JET2-Scope V3.0 détermine la densité du jet de pulvérisation (DENSITY) ainsi que deux grandeurs symétriques symétrie 1 (SYM1) et symétrie 2 (SYM2).
EVALUATION MODE ABSOLUTE (EMA) :
Dans EMA, les trois valeurs brutes L, C, et R sont modifiées en la symétrie 1 et en la symétrie 2 afin de déterminer la densité
Les valeurs actuelles pour DENSITY, SYM1 et SYM2 sont affichées sous forme graphique et numérique sur l’interface utilisateur Windows®, les valeurs brutes sont en outre représentées sous forme de colonnes.
EVALUATION MODE RELATIVE (EMR) :
Dans EMR, les trois canaux d’entrée L, C, R (left=gauche, center=centre, right=droit) sont normés à leurs valeurs maximales respectives, qui sont à chaque fois déterminées pendant leur dernière minute. Les lois suivantes s’appliquent pour la densité et les deux valeurs de symétrie :
Opération d'apprentissage
Le tableau TEACH (apprentissage) est devenu visible en « basculant » l’interrupteur de logiciel PARA. Le fait d’actionner la touche GO permet d’afficher les données actuellement calculées dans le capteur pour DENSITY, SYM1 et SYM2 sur l’interface utilisateur du PC. Les données sont adoptées dans la table TEACH en actionnant la touche TEACH DATATO (sur l’interface utilisateur Windows® en cliquant sur la souris). Une tolérance est fixée avec DTO à cette occasion, la même procédure est appliquée de la même manière dans le cas de la tolérance pour la symétrie 1 S1TO ainsi que pour la symétrie 2 S2TO.
Après qu’un état (vecteur) a été « appris », cette information doit être encore communiquée au capteur en cliquant sur SEND.
Après que la touche GO a été actionnée, les tolérances actuelles DTO, S1TO et S2TO sont affichées à l’écran graphique.
Le champ N° V : informe si le jet de pulvérisation actuel se situe à l’intérieur des tolérances de chaque vecteur.









.png)
.png)
.png)
.jpg)
.jpg)