








Przetłumacz tę stronę:
Kontrola powierzchni i pomiar połysku
|
W przypadku opracowywania koncepcji systemu kontrolowania strumienia rozpylanej cieczy ważnie jest uzyskanie odpowiedzi na kilka zasadniczych pytań. ► Informacja prasowa (Word/pdf) |
 A-LAS-CON1 L-LAS-TB-...-AL-SC Serie SI-JET Serie SPECTRO-1-CONLAS SPECTRO-1-FIO Serie SPECTRO-1-FIO-JC |
15.04.2021
|
i także nagły spadek ciśnienia w instalacji mogą prowadzić do zakłóceń procesu technologicznego i w konsekwencji do nierównomiernego nanoszenia powłoki na obrabiany przedmiot. Rozpoznanie odstępstwa od prawidłowego przebiegu procesu natryskiwania we właściwy może nastąpić tylko w procesie ciągłej jego kontroli. Systemy kontroli przebiegu nanoszenia medium typu SI-JET i Serii SPECTRO firmy Sensor Instruments GmbH informują zarówno o ilości wprowadzanego środka, o chwilowym zakłóceniu przebiegu jak i także o prawidłowej symetrii strumienia. W celu rozwiązania tych problemów w dyspozycji znajdują się 3 różne systemy (SI-JET-CONLAS3 i SI-JET3), 2 systemy (SPECTRO-2) jak również 1 system (SPECTRO-1) i także ciągle działające zapory świetlne (L-LAS-TB-…-SC). ► Informacja prasowa (Word/pdf) |
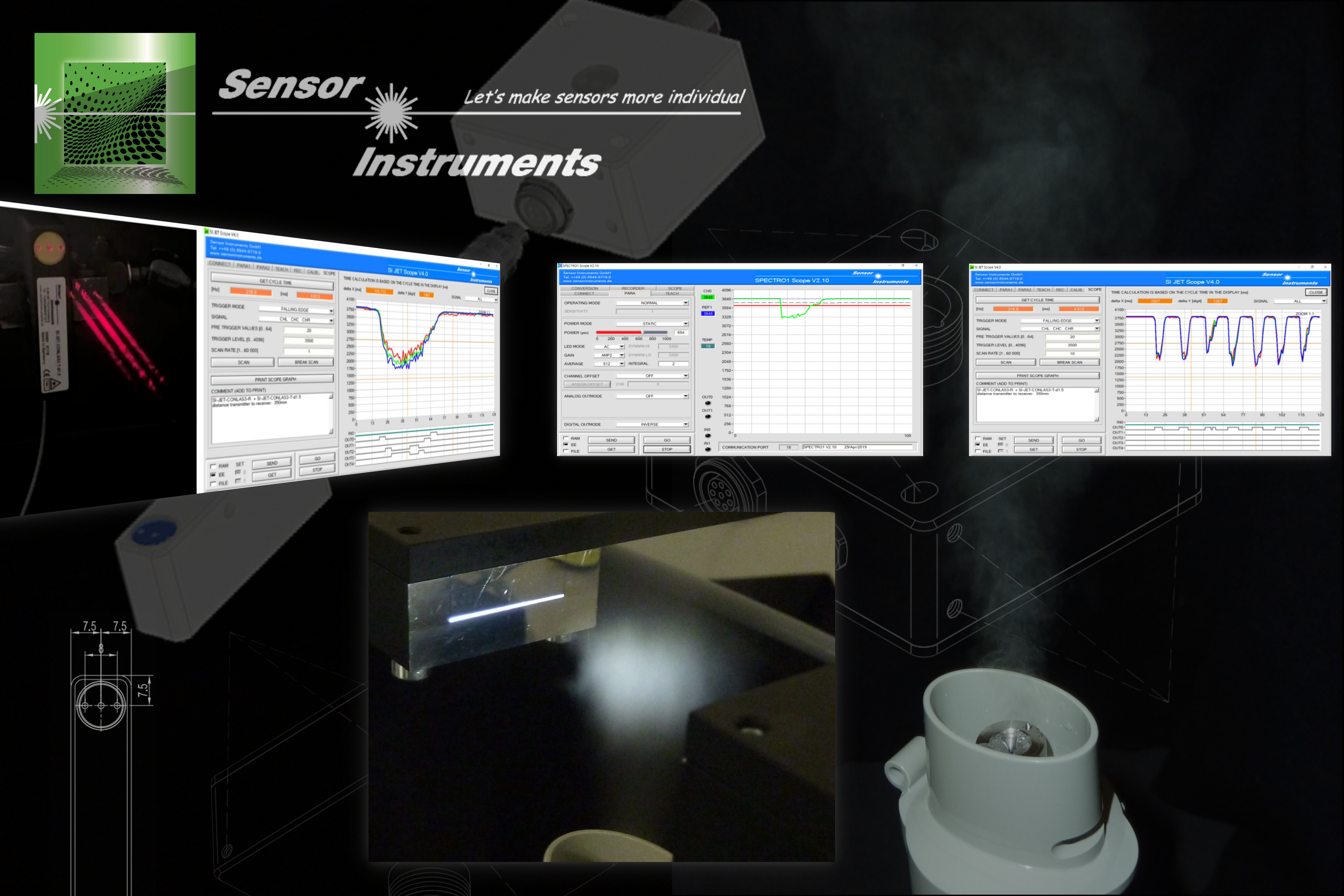 SI-JET Serie SPECTRO-2 Serie SPECTRO-1 Serie L-LAS-TB-AL-SC Serie |
15.04.2021
|
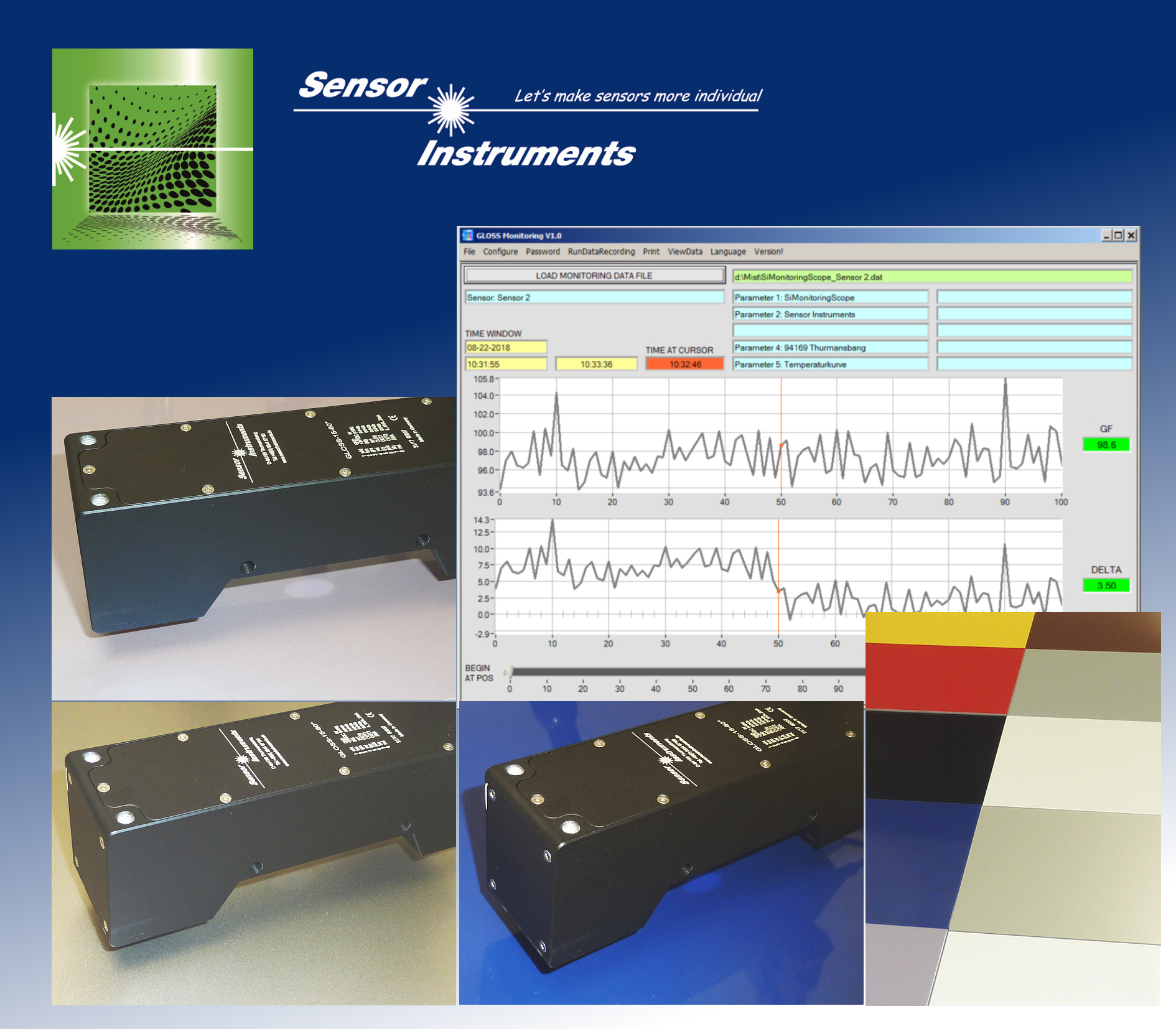
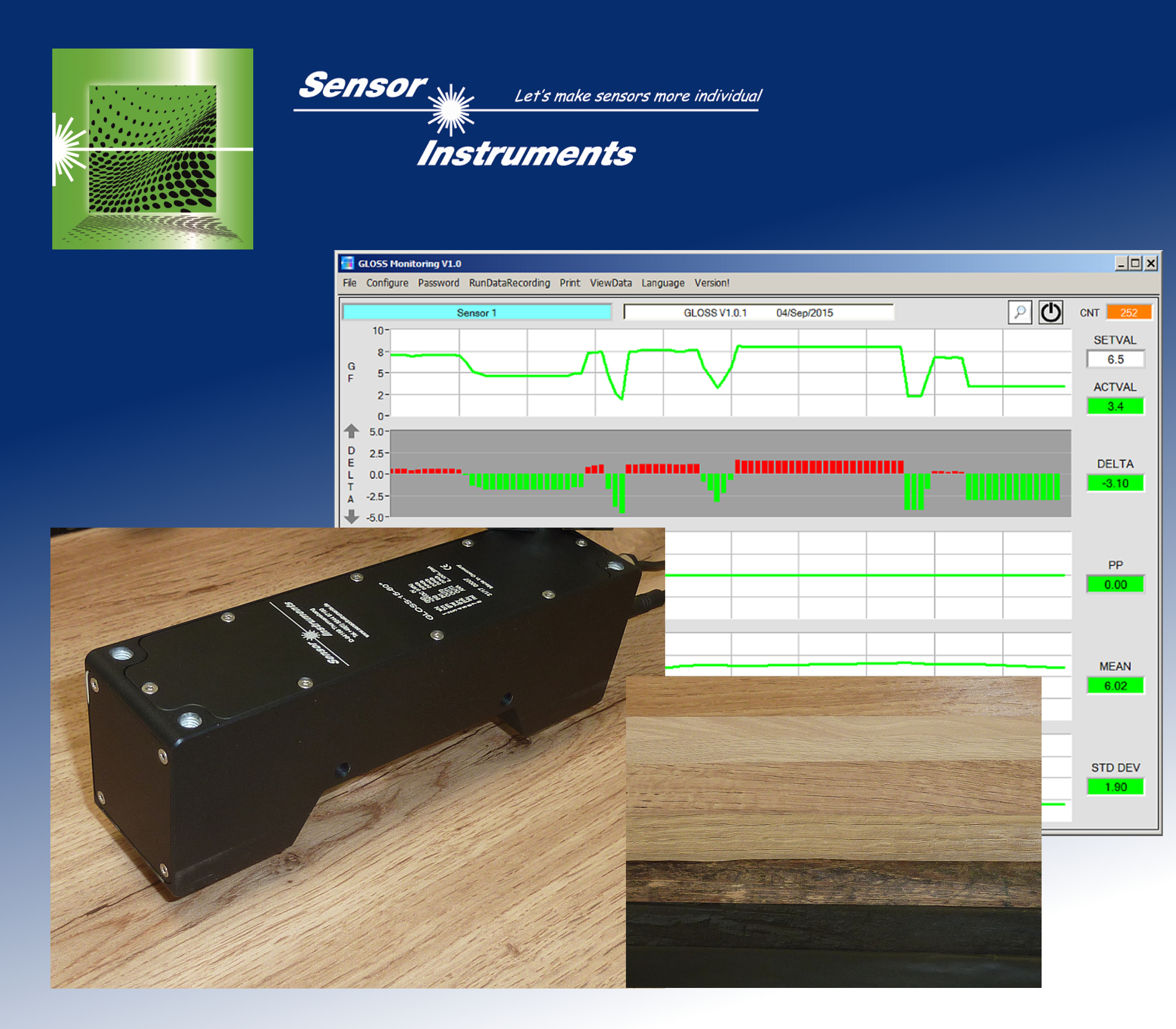
Za pomocą czujników połysku GLOSS Serie firmy Sensor Instruments GmbH można ustalać stopień połysku lakierowanych powierzchni drewnianych pod kątem 20°, 60° i 85° w odległości 20, 15 oraz 5 mm od płaszczyzny (w zależności od rodzaju czujnika: GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85°). ► Informacja prasowa (Word/pdf) |
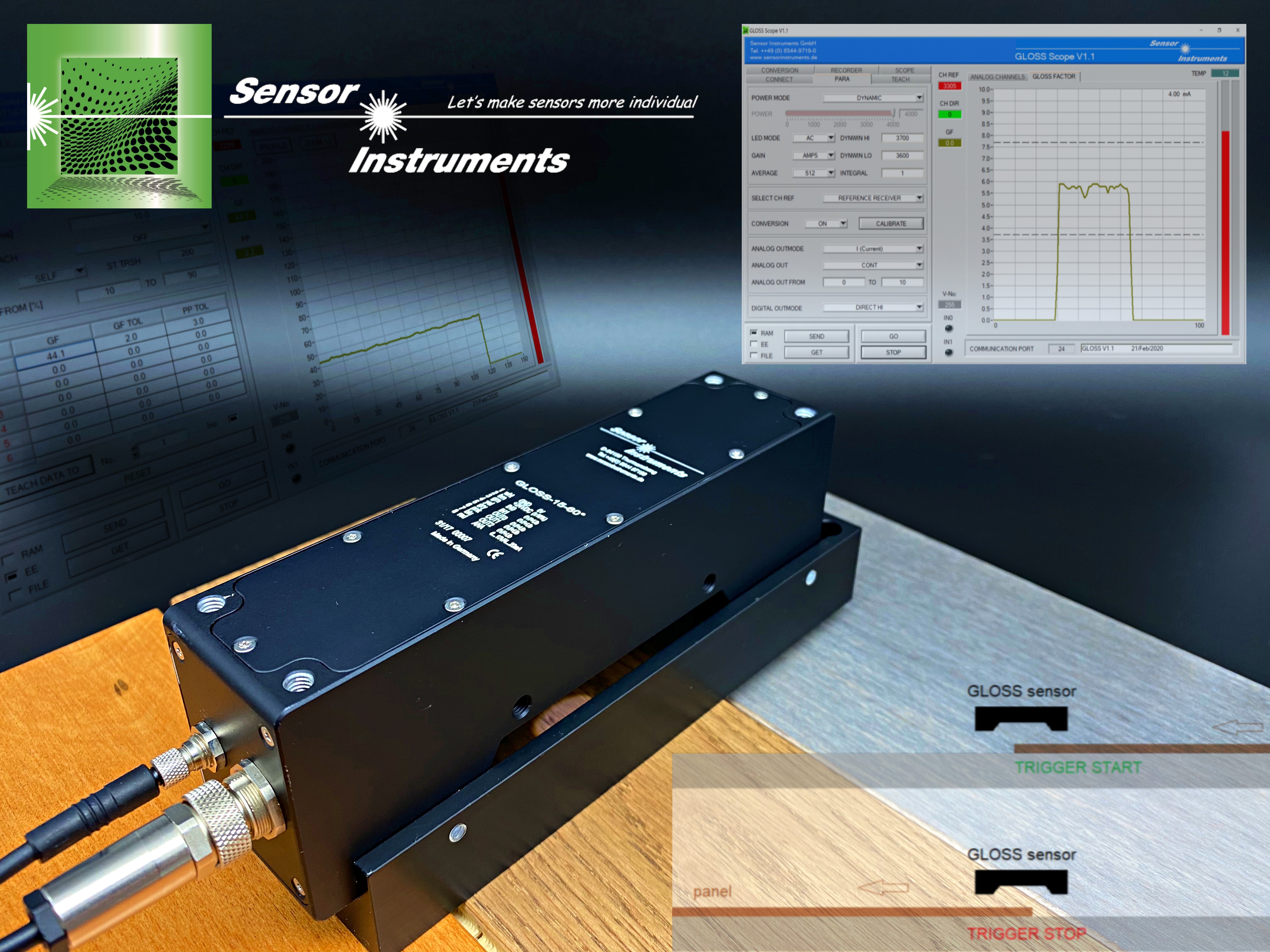 GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85° GLOSS Serie |
21.01.2021 SPECTRO-M-10-MIR/(MIR1+MIR2) - Informacja prasowa #4
|
Aby przy nanoszeniu oleju zachować obowiązujące przepisy ochrony środowiska i wykorzystywać ekonomiczne aspekty wykonywanych operacji, zaleca się ustalenie ilości oleju przeznaczonego do realizacji produkcji. W przyszłości będzie można określić ilość oleju także INLINE w trakcie przebiegu wytwarzania. Poniżej przedstawionych zostało kilka proce-sów pomiaru, które bliżej określają istotę problemu. Moni-torowanie procesu czyszczenia może następować za pomocą tego samego układu sensorycznego. Wyzwaniem jest w tym przypadku uchwycenie metodą INLINE, w sposób niebudzący wątpliwości, także niewielkiej ilości resztek oleju. W elemen-tach przewodzących prąd elektryczny takich, jak na przykład szyny miedziane lub przewody wysokiego napięcia, wymaga-na jest stosunkowo niewielka rezystancja, ale w związku z tym problem stanowiłaby warstwa pozostałości oleju, która wpływałaby niekorzystnie na efektywność mocy. ► Informacja prasowa (Word/pdf) |
SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serie |
22.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Informacja prasowa #3
|
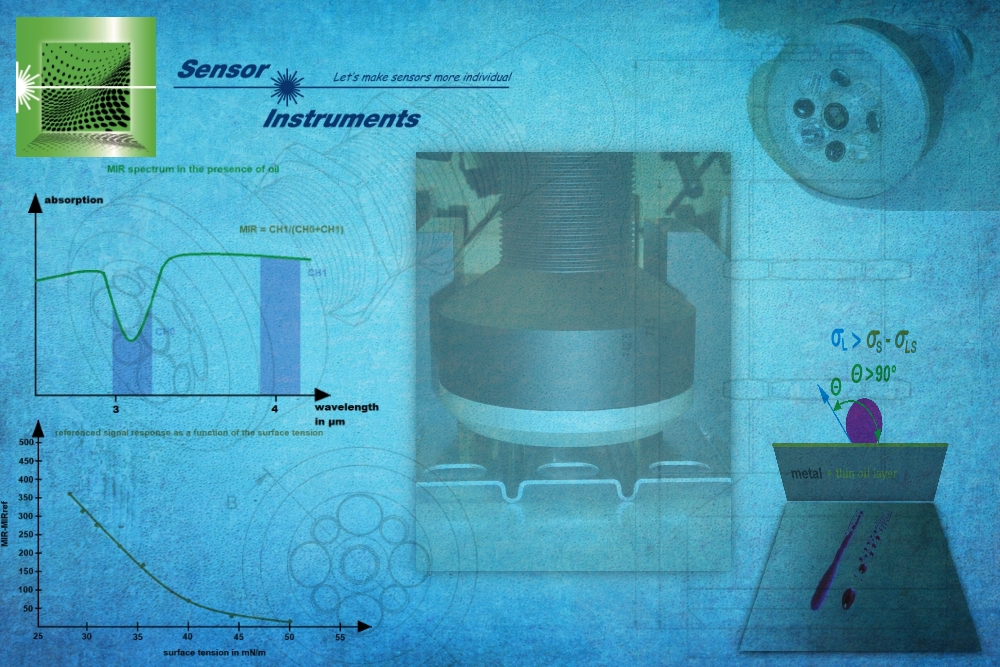
Za pomocą naszej serii SPECTRO-M spróbowaliśmy rozwiązać ten problem! W tym celu wprowa-dziliśmy na dokładnie odtłuszczoną blachę stalową 5 kropli oleju (5x20 µl) i rozprowadziliśmy je na powierzchni o średnicy 70 mm. Grubość warstwy oleju wynosiła na początku przebiegu pomiaru ok. 25 µm. Następnie czujnik SPECTRO-M-10-MIR/(MIR1+MIR2) został umieszczony w środku plamy olejowej i nastąpiło rozpoczęcie pomiaru: Za pomocą czujnika MIR przeprowadzono obser-wację dwóch okien pomiarowych; obydwa znajdowały się w środkowej strefie podczerwieni (krótki obszar MIR). Stwierdzono, że jedno z tych dwóch okien zakresu długości fal reagowało na brak oleju (tutaj oznaczone jako CH0), podczas gdy drugie (CH1) pozostawało nieaktywne. Przez prze-sunięcie relacji obydwóch okien pomiarowych przy obecności oleju można było ustalić jego ilość w obszarze detekcji. ► Informacja prasowa (Word/pdf) |
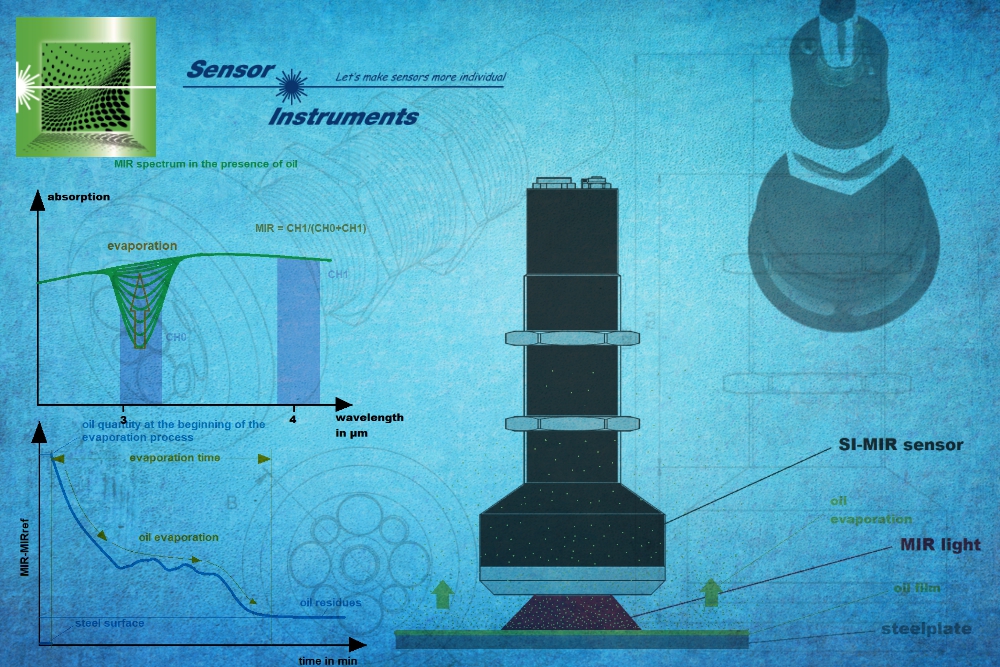 SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serie |
14.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Informacja prasowa #2
|
Jak pomimo tego można to ustalić w sposób niezawodny i bez nadmiernego zaangażowania gru-bości warstwy olejowej? Należałoby tu wymienić metodę fluorescencyjną, w której wykorzystywane jest promieniowanie UVA służące do wzbudzenia fluorescencji. Emisja wtórna zachodzi w tym przy-padku w zakresie widzialnych długości fal. Intensywność fluorescencji wyznacza wymiar grubości danej warstwy oleju. Należy jednak zaznaczyć, że moc sygnału (fluorescencja) zależy nie tylko od grubości warstwy, lecz także od rodzaju użytego oleju oraz od powierzchni metalu działającej jako kwasi-reflektor, co posiada określony wpływ na natężenie sygnału. Z kolei istnieją oleje, w których nie zachodzi lub prawie nie występuje efekt fluorescencji i w związku z tym pomiar grubości warstwy tą metodą nie może być stosowany. Jeżeli natomiast analizuje się środkowy zakres podczerwieni (MIR), można stwierdzić, że w przy-padku olejów badanych dotychczas występuje zauważalna absorpcja w określonym zakresie dłu-gości fal, podczas gdy inne zakresy fal nie wykazują obecności oleju. Jeżeli myślowo nastąpi teraz wycięcie tego sensytywnego okna długości fal ze spektrum MIR i porówna tą absorpcję ze znorma-lizowanym wzorcem (obserwowanym w drugim, neutralnym oknie długości fal), w pierwszym przybli-żeniu stwierdzi się proporcjonalną zależność między grubością warstwy oleju a znormowanym sygnałem. Czujnik SPECTRO-M-10-MIR/(MIR1+MIR2) zarządza teraz w precyzyjny sposób wspomnianym oknem długości fal. ► Informacja prasowa (Word/pdf) |
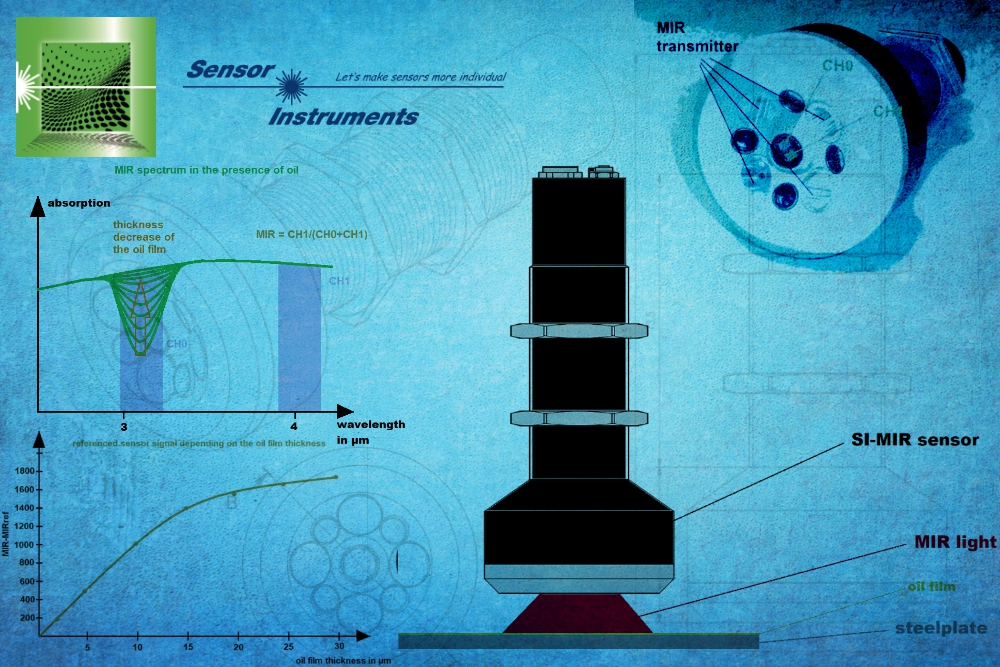 SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serie |
02.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Informacja prasowa #1
|
Co wskazuje w tym momencie napięcie powierzchniowe w odniesieniu do stanu danej powierzchni metalowej? Odtłuszczone powierzchnie wykazują napięcie powierzchniowe przekraczające 50mN/m (ustalone metodą tuszu testowego). Jeżeli powierzchnia z metalu zostanie powleczona filmem ole-jowym (na przykład przez naoliwienie elementów tłocznika przed procesem tłoczenia), wartość na-pięcia powierzchniowego może spaść poniżej 30mN/m (w zależności od grubości warstwy). Za po-mocą metody tuszu testowego można ustalić, czy na metalowej powierzchni znajduje się film olejo-wy albo, czy został z niej usunięty olej lub smar. W tym procesie można ustalać grubości warstw oleju nawet poniżej 1µm. Badania wykonane z zastosowaniem różnych olejów pokazały, że prawie wszystkie oleje wykazują w środkowym zakresie podczerwieni (MIR) absorpcję selektywną. Jeżeli wykorzystuje się tą cechę, można za pomocą porównania dwóch zakresów długości fal MIR (jedna ze stref stanowi obszar neutralny, tzn. taki zakres długości fal, w którym nie występuje dostrzegalna absorpcja powodowana przez olej) po odpowiednim wzorcowaniu układu pomiarowego SPECTRO-M-10-MIR/(MIR1+MIR2) można najpierw ograniczyć się do grubości warstwy oleju i w kroku następnym wyświetlić także war-tość napięcia powierzchniowego. ► Informacja prasowa (Word/pdf) |
 SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serie |
31.07.2020
|
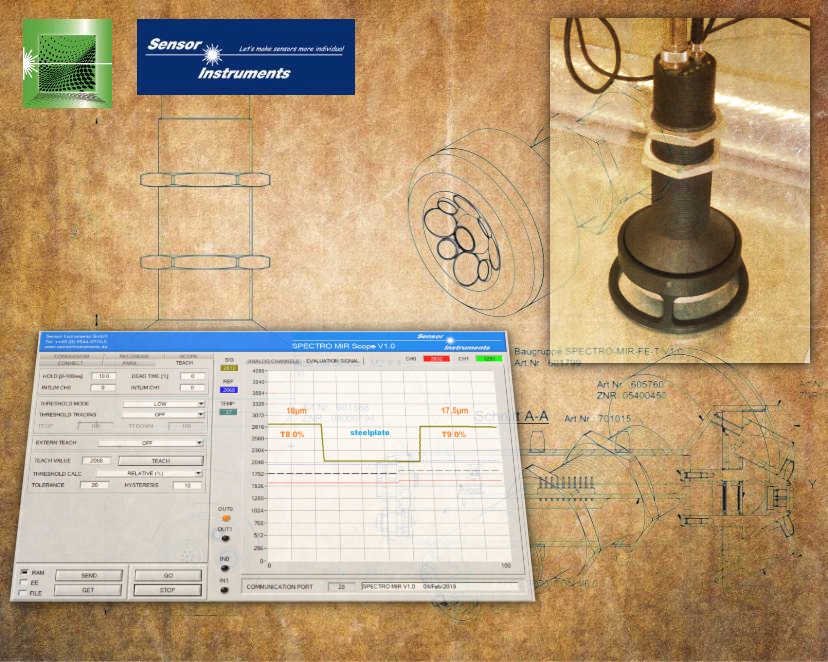
W przypadku folii stretch ważna staje się, także po zakończeniu procesu produkcyjnego, możliwość (także po operacji ciągnienia) ustalenia grubości. W systemie SPECTRO-MIR-10 zastosowany został przyrząd, za pomocą którego możliwe jest szybkie, precyzyjne i niewrażliwe na obce światło wykonywanie pomiarów metodą inline i offline. Za pomocą Windows®-Software SPECTRO MIR Scope V1.0 można kalibrować system pomiarowy dla dowolnego rodzaju folii. Oprócz oprogramowania do wprowadzania parametrów do dyspozycji znajduje się Monitoringsoftware SPECTRO MIR Monitoring V1.0, za pomocą którego można zapisać dane pomiarowe jak i wyświetlić je graficznie lub numerycznie, m.in. występujące trendy. ► Informacja prasowa (Word/pdf) |
 SPECTRO-MIR-10 SPECTRO-MIR Serie |
30.06.2020
|
Kochani producenci wykładzin winylowych, nie martwcie się, my z pewnością znajdziemy wszystkie luki!
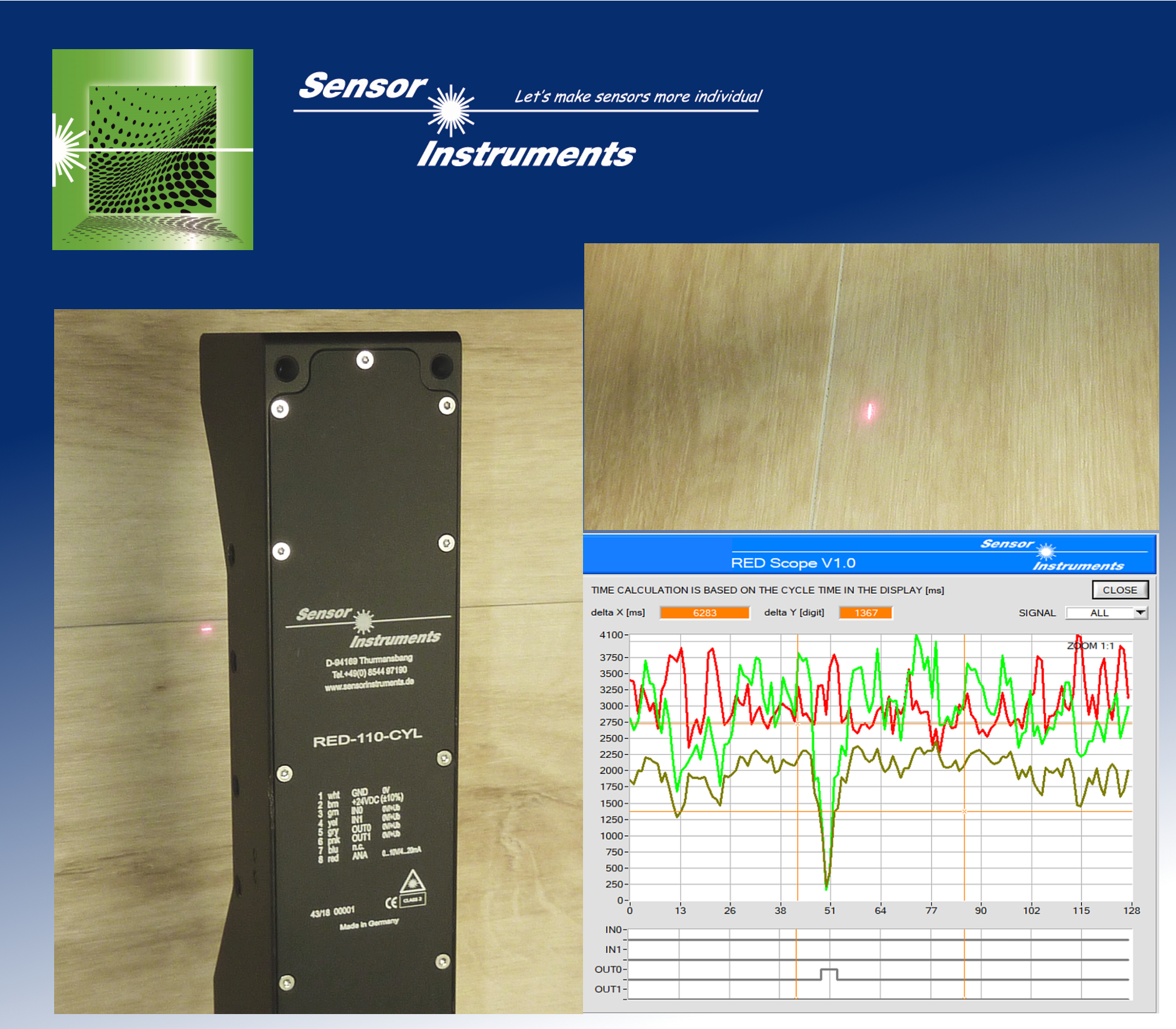
Za pomocą czujników serii RED do rejestracji luki, która jak gdyby odpowiada odstępowi między dwiema klepkami parkietu, nadaje się szczególnie RED-50-L oraz RED-110-L. Mogą one rozpoznawać szczeliny o głębokości i szerokości od 0.05 mm. Oprogramowanie laserowego detektora krawędzi umożliwia dostosowanie do różnych powierzchni: od jasnej do ciemnej i od matowej do błyszczącej. Z maksymalną częstotliwością skanowania wynoszącą 85 kHz ten czujnik jest najlepszy także do szybkiej obsługi obiektu. ► Informacja prasowa (Word/pdf) |
 RED-110-L RED Serie |
22.06.2020
|
Po zakończeniu procesu lakierowania płyt metalowych należy oprócz koloru zmierzyć także stopień połysku. Dzięki temu można natychmiast reagować na ewentualne odstępstwa stopnia połysku od zadanej wartości, a sam pomiar następuje in-line i bezpośrednio zaraz po zakończeniu procesu lakierowania.
Z powodzeniem zastosowany może być tutaj czujnik serii GLOSS (GLOSS-15-60°) za pomocą, którego można mierzyć stopień połysku z odległości 15 mm do obiektu. ► Informacja prasowa (Word/pdf) |
 GLOSS-15-60° GLOSS Serie |
26.05.2020
|
Oprócz foli z tworzyw sztucznych w sektorze meblowym jak również w dziedzinie wykładzin podłogowych coraz większe zastosowanie znajdują folie na bazie papieru. Przeważnie chodzi tu o papiery dekoracyjne m. in. do kuchni, do mebli i podłóg laminowanych. Zarówno dla folii dekoracyjnych z tworzyw sztucznych, ale także bazujących na papierze obowiązuje zapewnienie w trakcie produkcji w równej mierze stałej i wysokiej jakości oraz wręcz brylantowego wyglądu.
Z pewnością ważny udział może mieć tutaj czujnik połysku in-line GLOSS-15-60°, który w sposób ciągły może mierzyć stopień połysku folii dekoracyjnych. ► Informacja prasowa (Word/pdf) |
 GLOSS-15-60° GLOSS Serie |
14.05.2020
|
Jednym z ostatnich kroków przy produkcji wentylatorów promieniowych i osiowych jest m. in. kontrola prawidłowości przebiegu częstotliwości w zależności od napięcia DC przyłożonego do urządzenia. Najprostszym sposobem pomiaru częstotliwości jest zastosowanie jednokierunkowej laserowej zapory świetlnej (przykładowo D-LAS2-d1.0-T + D-LAS2-Q-d1.0-R-HS, wyposażonej w typową częstotliwość włączania wynoszącą 300 kHz). Często podczas testowania istnieje możliwość dostępu tylko z jednej strony do łopatek wirnika w danej wersji wentylatora, stąd alternatywnie należy wykorzystywać warianty ze światłem odbitym.
W tym przypadku szczególnie dobrze przysłużyć się mogą czujniki krawędzi serii RED (RED-50-L lub RED-110-L). ► Informacja prasowa (Word/pdf) |
 RED-50-L, RED-110-L RED Serie |
07.04.2020
|
W produkcji aluminiowych rur typu flex mniej chodzi o pomiar ich długości, a bardziej o ilość istniejących fałd, ponieważ rzeczywista długość, uwarunkowana tzw. „efektem instrumentu muzycznego jakim jest harmonia ręczna” materiału, może zostać zmierzona niewystarczająco dokładnie. Do liczenia fałd można zastosować czujnik krawędzi serii RED (np. RED-50-L lub RED-110-L). Aluminiowa rura flex przemieszcza się w trakcie liczenia wzdłuż czujnika laserowego. Czujnik wysyła cyfrowy sygnał wyjściowy do każdej krawędzi.
► Informacja prasowa (Word/pdf) |
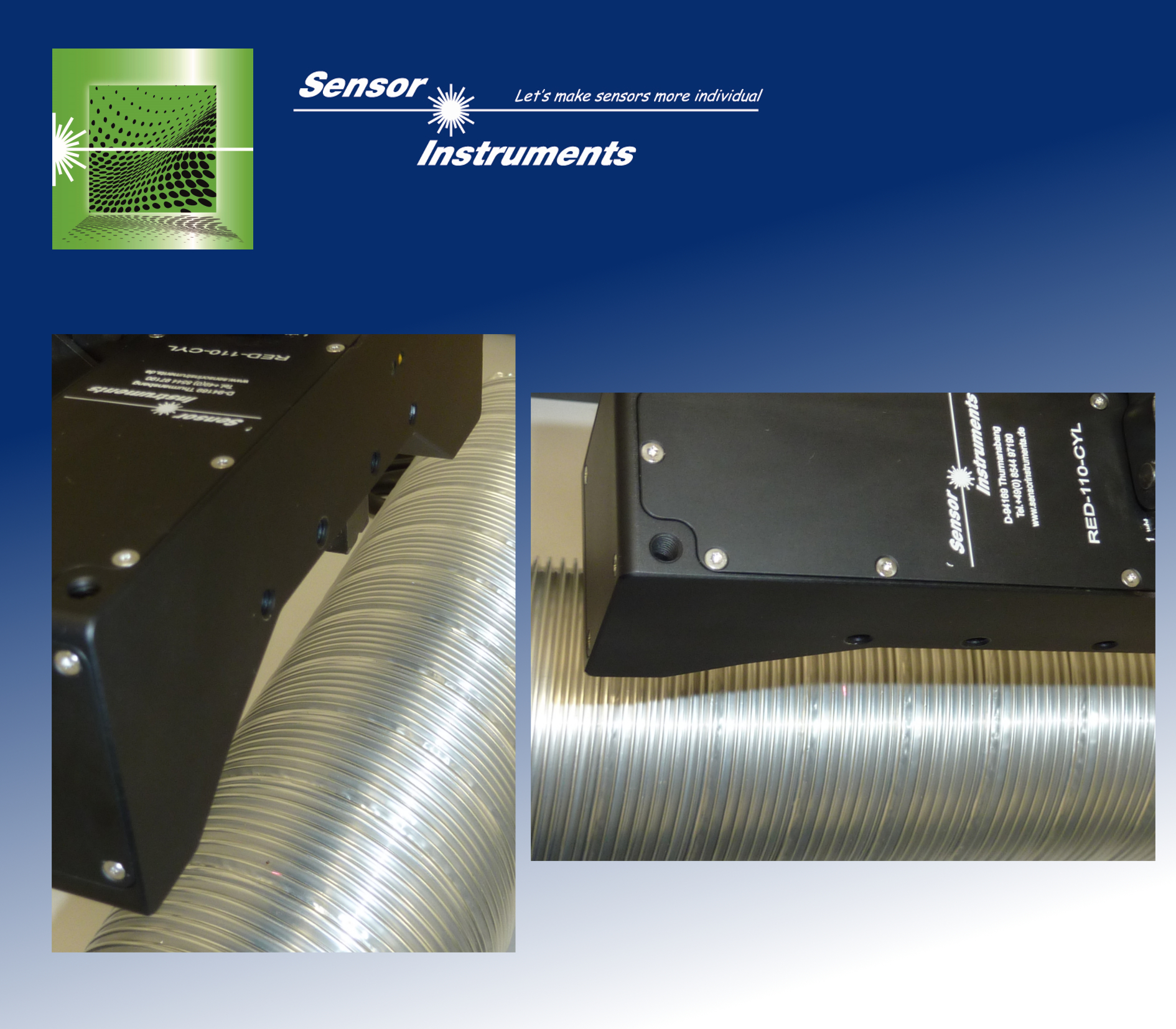 RED-50-L, RED-110-L RED Serie |
23.03.2020
|
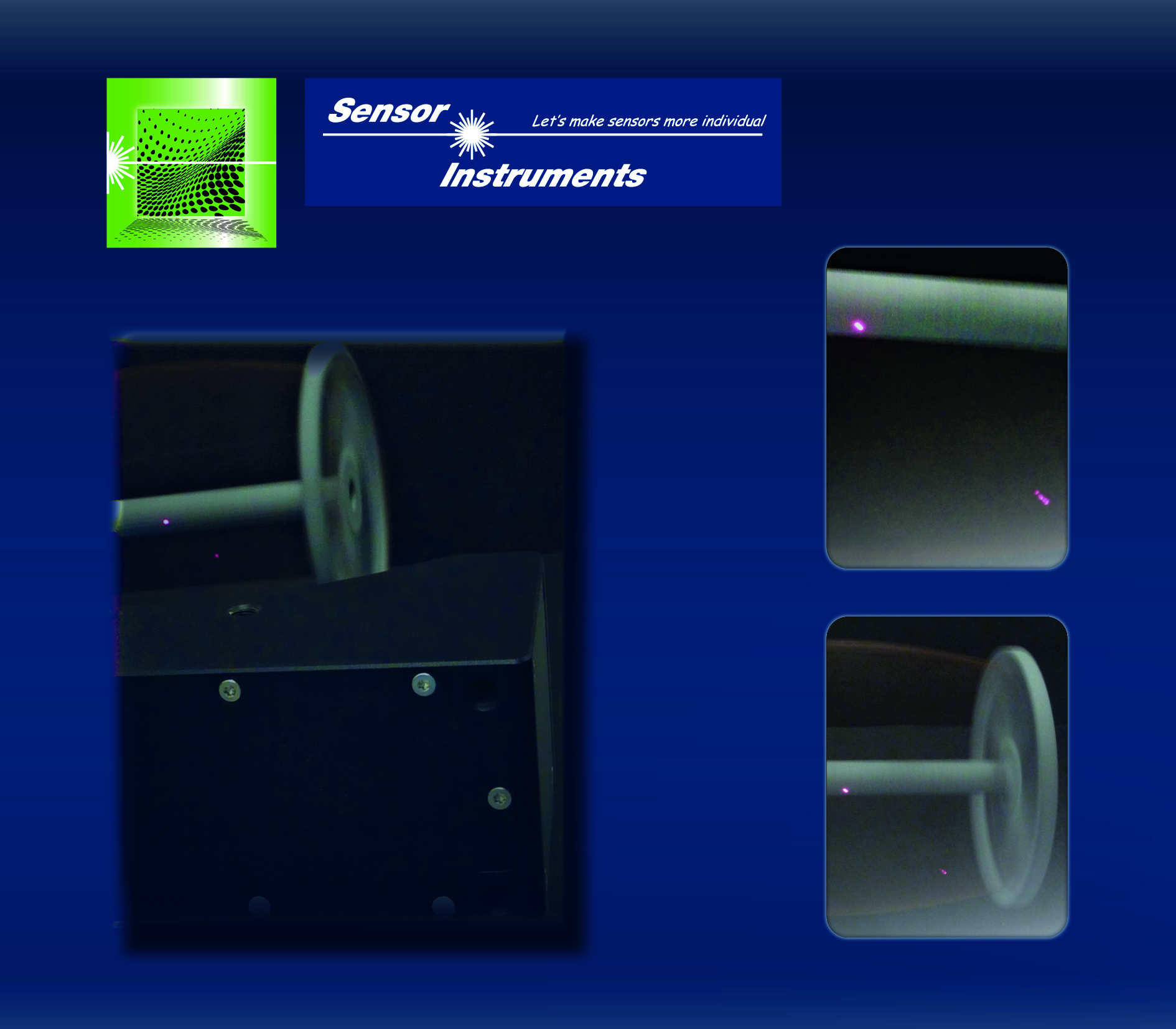
Częstotliwość turbin sprężarki stosowanych w turbosprężarkach, powinna być mierzona. Liczba obrotów może dochodzić nawet do 300.000 na minutę. Zwykle turbiny sprężarki posiadają 10 łopatek z aluminium poddanego wcześniej frezowaniu. Jeżeli próbuje się optycznie ustalić częstotliwość łopatek, należy uwzględnić, że każda z nich powoduje wywołanie zmiany sygnału - w każdej minucie należy liczyć się z 3.000.000 procesami przełączeń, co stanowi częstotliwość ok. 50 kHz (w odniesieniu do łopatek). Nawet czujnik krawędzi typu RED-50-P lub RED-110-P z maksymalną częstotliwością skanowania 100 kHz może się „zadławić”.
► Informacja prasowa (Word/pdf) |
.jpg) RED-50-P, RED-110-P RED Serie |
09.03.2020
|
Podczas produkcji papieru ściernego należy przestrzegać, żeby ziarnistość, tzn. wielkość ziarna ścierniwa (np. tlenku aluminium lub węglika krzemu) znajdowała się w określonych granicach tolerancji. Testy laboratoryjne wykazały, że stopień połysku powierzchni papieru ściernego koreluje ściśle z ziarnistością: im mniejsza jest wielkość ziarna, tym większy stopień połysku.
► Informacja prasowa (Word/pdf) |
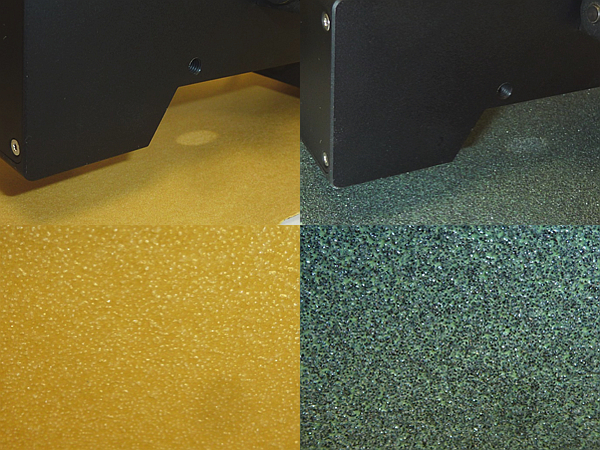 GLOSS-5-85°, GLOSS-15-60° GLOSS Serie |
27.02.2020
|
Przy wytwarzaniu kabli i także przewodów wysokiego napięcia pojedyncze izolowane żyły lub druty aluminiowe muszą zostać wzajemnie skręcone. Ten proces jest wykonywany w praktyce przez maszyny zwane skręcarkami. Pojedyncze żyły lub druty są owijane wokół żyły lub drutu rdzeniowego. Do sprawdzania występowania rys żyła lub drut rdzeniowy może być kontrolowany stosunkowo łatwo przez jednokierunkową laserową zaporę świetlną metodą światła przechodzącego.
Kontrola żył lub drutów zewnętrznych może natomiast odbywać się za pomocą odpowiednio dostosowanego czujnika krawędzi serii RED (RED-110-P-F60). ► Informacja prasowa (Word/pdf) |
 RED-110-P-F60 RED Serie |
04.02.2020
|
W technice idzie nieco inaczej niż w prawdziwym życiu: stale z góry lub pod górę. Raczej po „down“ nadchodzi ponownie „up“, tak jak w przypadku krawędzi: Z reguły po wznoszącej się krawędzi następuje opadająca i odwrotnie.
W serii czujników krawędzi, RED-60-CLS-L oraz RED-60-CLS-P umożliwia detekcję krawędzi zarówno wznoszących się jak i opadających. ► Informacja prasowa (Word/pdf) |
RED-60-CLS-L, RED-60-CLS-P RED Serie |
29.04.2019
|
Ręczne przyrządy do ustalania stopnia połysku są z powodzeniem stosowane w przemyśle od wielu już lat. Z reguły w standardzie pomiar następuje przy trzech wartościach kątów: 20°, 60° i 85° w stosunku do osi pionowej. Wyjątkiem od tego jest przemysł papierniczy, gdzie kąt widzenia wynosi 45° i 75°. Do ustalenia stopnia połysku wykorzystywane jest odbicie na badanej powierzchni obiektu.
|
 Czujniki połysku GLOSS Serie |
20.02.2019
|
Aby przy wytwarzaniu filtrów oleju lub powietrza dla przemysłu motoryzacyjnego uzyskać wymagany przepływ, materiał filtra zostaje składany, dzięki czemu w niewielkiej przestrzeni znajduje się duża powierzchnia filtracyjna. W zależności od typu filtra występuje różna głębokość oraz ilość zagięć.
|
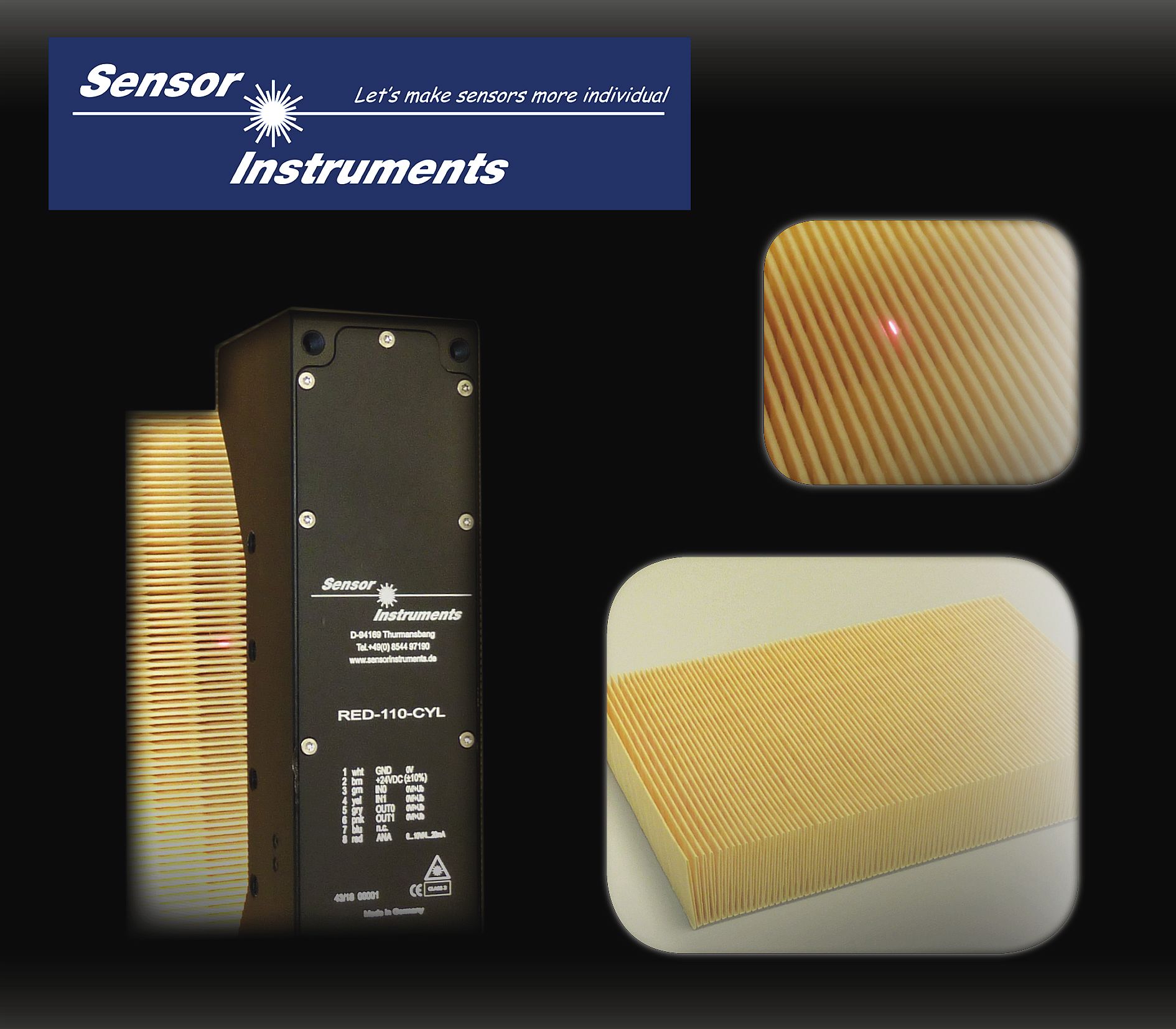 |
| Detektor krawędzi RED-110-L |
07.02.2019
|
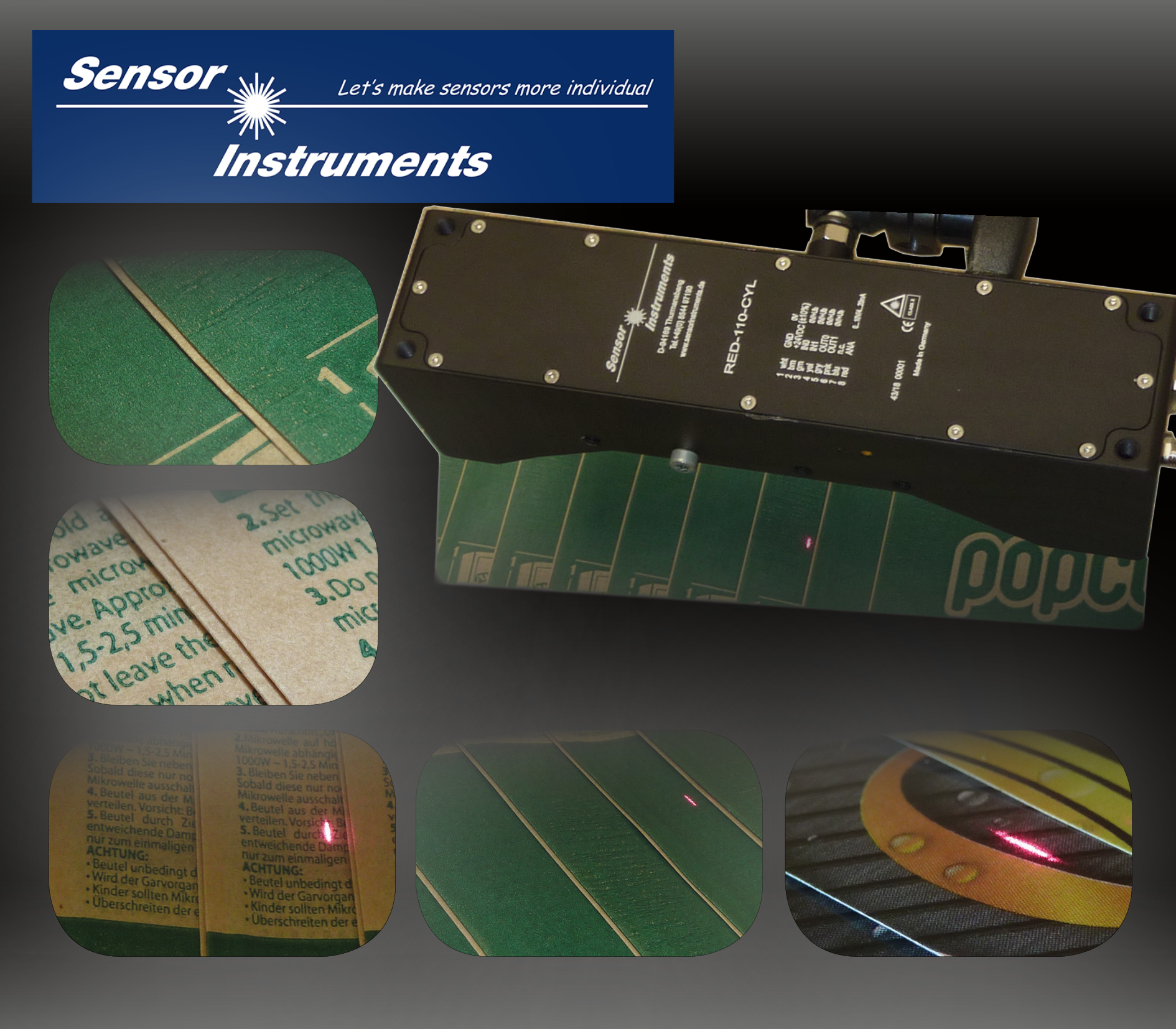
W przypadku detekcji spoin z reguły na początku rozważa się zastosowanie czujników kontrastu lub koloru, ponieważ sam spaw na ogół różni się znacznie od pozostałej powierzchni produktu. W praktyce okazuje się jednak, że te metody wymagają częstego i zajmującego dodatkowy czas nastawiania i parametryzowania.
|
 |
| Detektor krawędzi RED-110-L |
21.01.2019
|
Szczególnie przy rejestracji i liczeniu przezroczystych obiektów ułożonych w stosy, takich jak kubki do napojów czy pokrywki z tworzyw sztucznych dotychczasowe detektory stają na brzegu granic. Zwłaszcza przy pakowaniu ważnym jest, a by w opakowaniu umieścić dokładnie zadaną ilość obiektów. Pomoc przynosi RED Serie (w tej aplikacji wykorzystano RED-110-L).
|
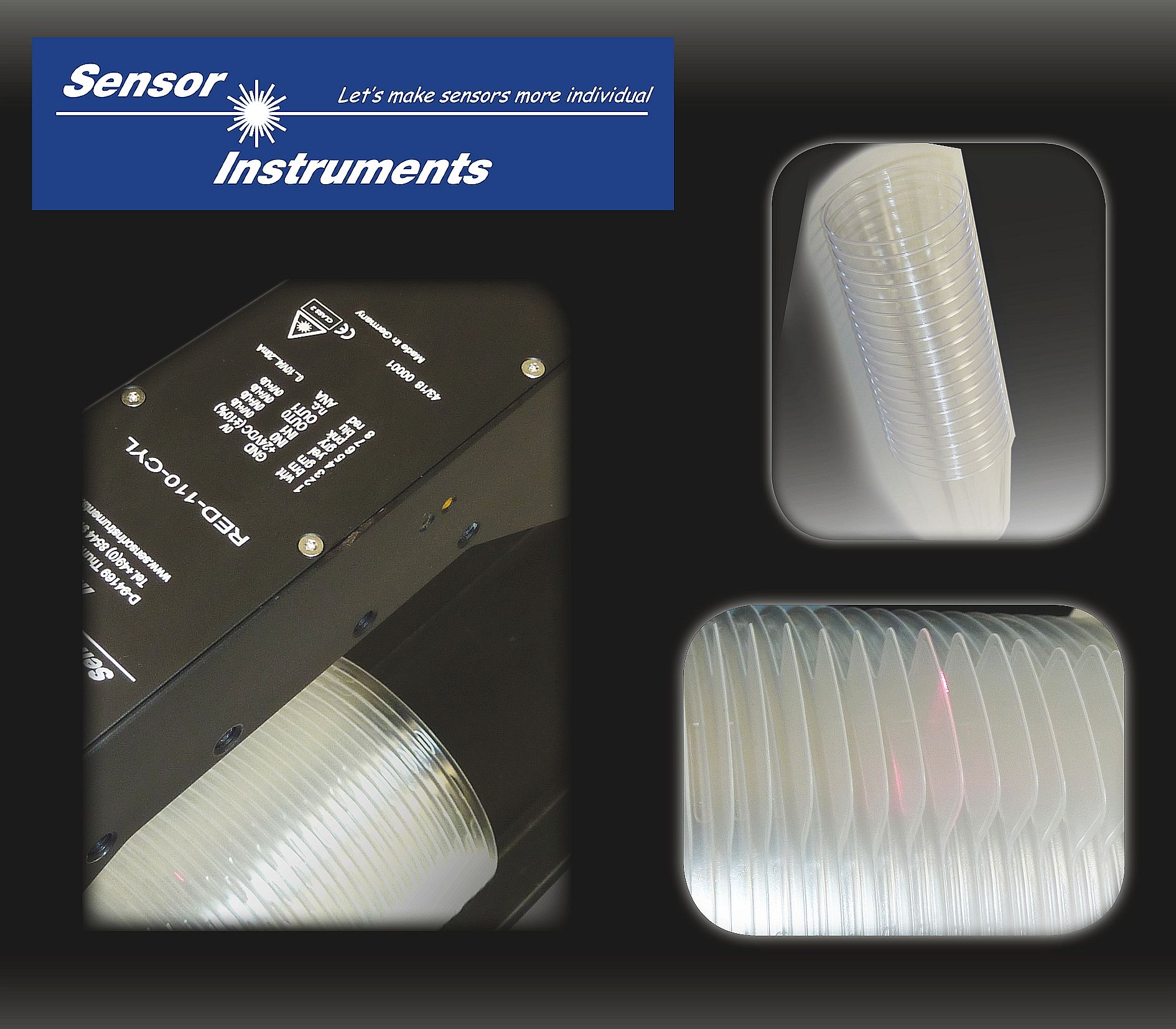 |
| Detektor krawędzi RED-110-L |
|
Na razie wszystko wydaje się oczywiste, znowu zadanie pomiarowe, któremu za pomocą czujnika GLOSS Serie możemy z wirtuozerią sprostać. Po tym wszystkim, co przedstawił nam Klient, który powiedział wiele o pomiarze stopnia połysku, na wstępie powstało właściwie jedno pytanie a mianowicie, pod jakim kątem ma następować pomiar: 20°, 60° lub około 85° do linii pionowej?
|
 |
| Czujnik połysk GLAST-85-30°/30°-DIF-1.0/1.0 |
19.11.2018
|
Przy pakowaniu kartonaży, czasopism i także pojedynczych arkuszy należy zapewnić zawsze właściwą ilość egzemplarzy w pakiecie. Materiał jest często transportowany częściowo zachodząc na siebie (forma łuskowata), zanim następnie w przypadku czasopism, gazet lub ulotek reklamowych zostanie zapakowany za pomocą nakładarki krzyżakowej. W zależności od grubości egzemplarzy oraz prędkości przemieszczania (do 10 m/s) strumień może przyjmować różną wysokość. ► Informacja prasowa |
 |
| Detektor krawędzi RED-110-L |