Translate this page:
Whitepaper
23.04.2024 Optical spray jet control When designing spray systems, it is important to ensure that the sensor technology is matched to the size of the spray cone and the spray volume of the application in question. Furthermore, the geometry of the spray cone and the spray quantity depend on the medium used (primer, adhesive, solvent, water, alcohol, paint, etc.) as well as on the spray nozzle opening, the overpressure and the spray quantity dosage. Particularly when using tough, adhesive media (glue) as a spraying agent, it can happen that part of the spray nozzle opening sticks, which leads to a change in both the spray quantity and the spray geometry. As a result, the spray jet can be changed in terms of direction as well as opening angle. When designing a spray jet control system, it is important to address some key questions:
The following document describes briefly the measurement principle, and, in the second section, the methods that can be used for inline control of spray jets in transmitted light. The final section deals with spray jet control in explosive areas. ► Whitepaper (pdf) ► Product overview   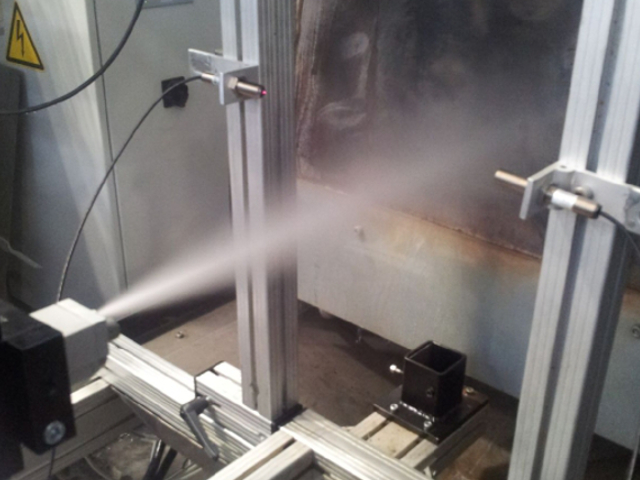  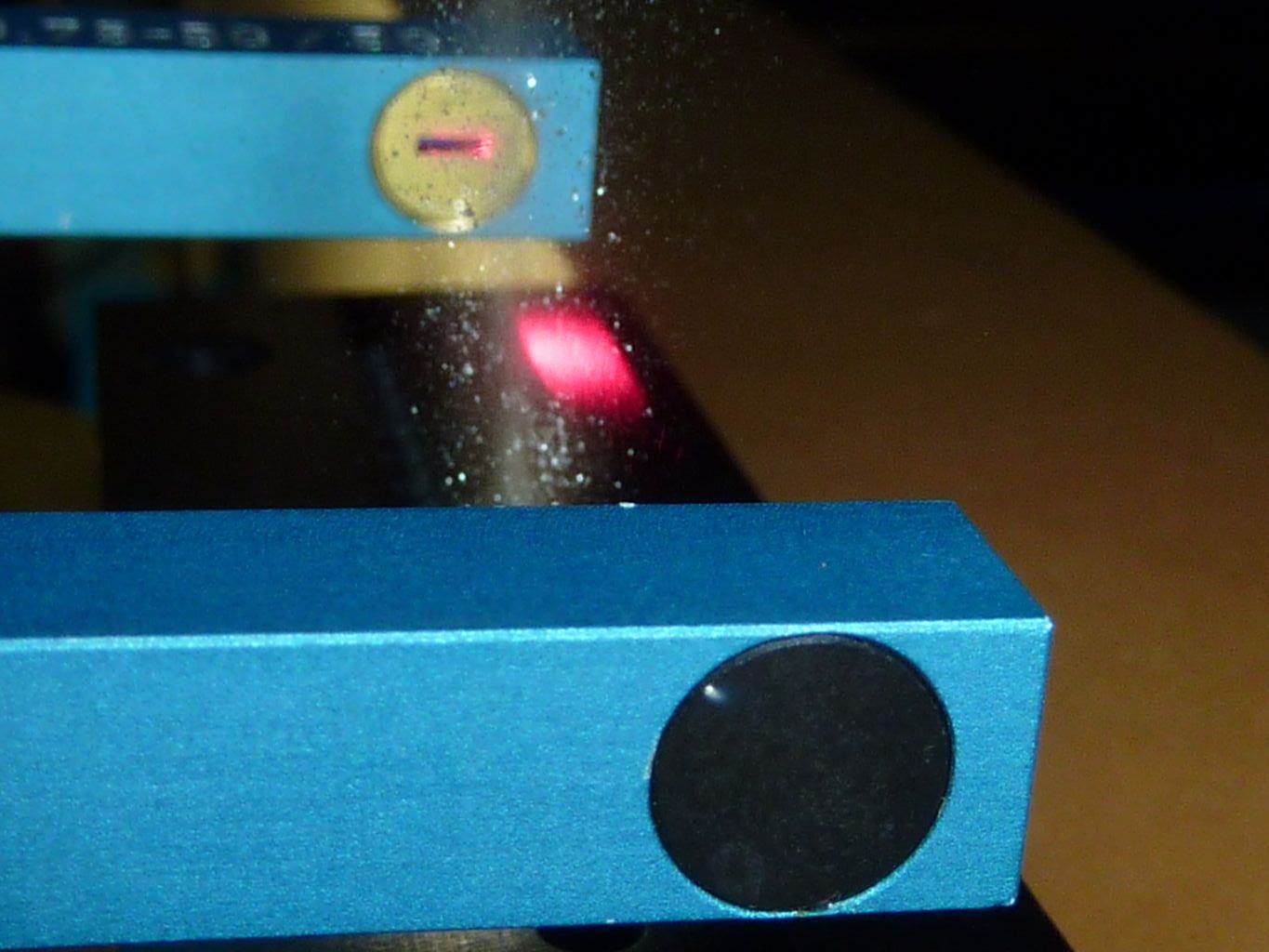 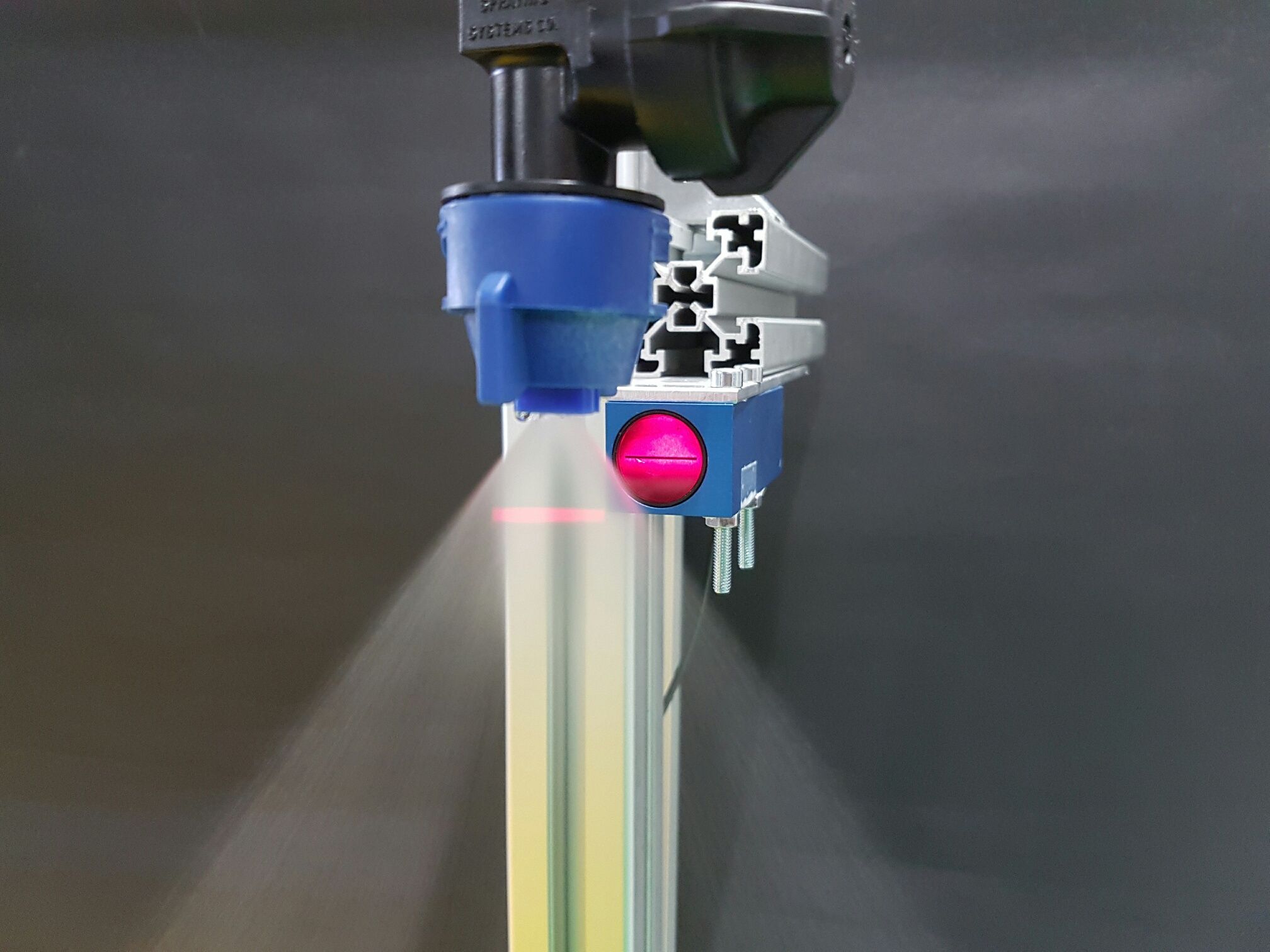 |
| 01.09.2023 Sensor systems for recyclate control in the plastics industry for laboratory and inline use While downcycling of plastic products still predominated in the past, the form of recycling in which the reused plastic is put to the same or a comparable use is now becoming increasingly important. This in turn means considerable additional technical effort in separating and sorting the items delivered to the recycling plant throughout the recycling process
After separation of as many non-plastics as possible, for example by means of metal separators and wind separation, sorting is currently primarily by color (color sorting systems) and type of plastic (NIR cameras). Despite pre-sorting, where mainly whole articles are checked, as well as post-sorting (after shredding the plastic articles and subsequent washing) of the plastic particles known as flakes, it is not possible to achieve 100% grade purity. Certain variations in color must also be expected.. In order to allow unrestricted use of the recyclates produced in this way, they must be checked for purity before the next processing step, at the very latest immediately before extrusion. Typically, this could be done by a metering system equipped with appropriate sensors. The degree of purity of both the color and the type of plastic is monitored. If the purity falls below a certain level, less recycled material is added and more virgin material is added, so that the deviations in the final article in terms of color and plastic type are within the required tolerances.  Furthermore, additional sensors can be used to detect a marker from the TAGTEC family contained in the recyclate (contained in the masterbatch from Gabriel Chemie). In the case of articles of the same color and plastic type, markers are used, for example, to distinguish between a clear PET ketchup bottle and a clear PET shampoo bottle. In addition to the actual sensor technology for testing the color, the type of plastic and the presence of any TAGTEC markers, the company Sensor Instruments also offers test systems for the laboratory, including the appropriate accessories for calibrating the devices, as well as inline devices, which will be explained in more detail below. ► Product Overview (pdf)  Color Plastic type Marker   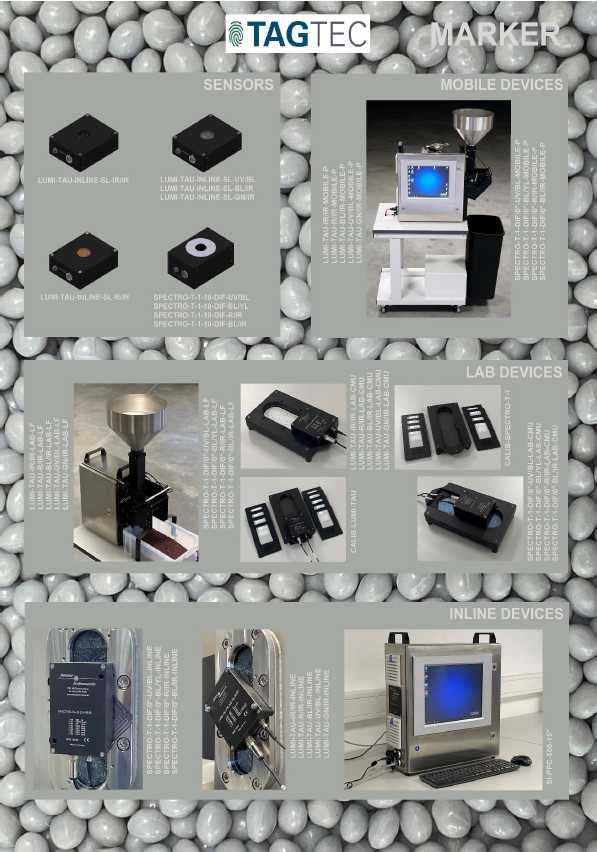 |
22.08.2023 |
| 31.08.2023 Checking the plastic type of recyclates and virgin material using NIR technology Open spectrographs, designed as hyperspectral cameras, are usually used in the recycling sector to perform the separation of different plastics. Working in combination with a broadband NIR light source (e.g. built up from high-intensity halogen spotlights), these cameras combine a moderate spatial resolution with a good spectral resolution of the objects. A further procedure directs a high-intensity NIR light source onto a surface to be scanned via a polygon mirror, whilst an optical unit is directed onto the polygon mirror. This means that part of the NIR light impinges on it after it has impinged on and been reflected from the object via the rear optical path, from where it is directed onto the aperture of an NIR grating spectrometer. Both procedures enable the spectral detection of a relatively large NIR wavelength range with simultaneous spatial resolution. This means for example, that different objects adjacent to each other on a conveyor belt and which pass through the detection area simultaneously are detected as separate objects, whilst being spectrally differentiated.
Plastic granulates on the other hand, do not require individual spectral differentiation. Instead, an integral process should record as many plastic pellets as possible at the same time, thereby obtaining reliable information about the quality or purity of the product. The complex technology that would be necessary to determine the spatial resolution is unnecessary and can be dispensed with. In principle however, an NIR spectrometer with optics and NIR illumination could be considered, but would represent a cost-intensive solution. A more cost-effective alternative is a system that works in accordance with the three-range procedure. This measuring procedure directs three different NIR LED types (each LED type covers a specific wavelength range in the NIR) at the plastic granulate to be investigated, and a broadband NIR receiver detects the light reflected diffusely by the pellets. This is converted and passed on to an evaluation unit.  SPECTRO-T-3-60-NIR/NIR-D20 (NIR sensor fixed optics version) 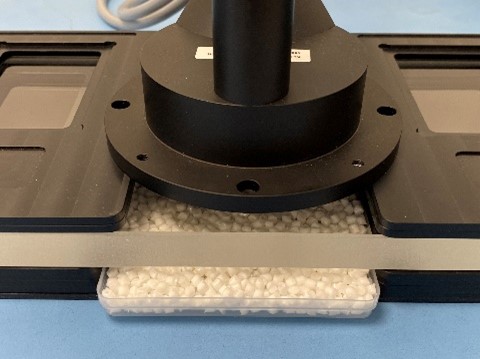 SPECTRO-T-3-FIO-NIR/NIR + KL-D-0°/45°-22-1200-d80/d110-A3.0-NIR (NIR sensor fiber optics version) |
31.08.2023 |
| 22.12.2020 SPECTRO-M-10-MIR - Inline control of thin oil layers on metal The MIR measurement procedure deployed in the SPECTRO-M sensors was developed by Sensor Instruments in order to measure very thin organic layers on metal surfaces. As such, SPECTRO-M sensors are highly suited to the detection and inline control of thin oil films on metal.
In practice, it is necessary to control the de-oiling process of parts and monitor the homogeneity of an oil application. Within of the course of tests accompanying the development, we ascertained that the system can be used to measure the evaporation characteristics and oil residues of cutting oils on metal surfaces performed under realistic application conditions (thin layers). To this end, we have also performed tests on special punching oils from the CLF series from Raziol; the results are summarized in section 6 of this document. This document described the sensor principle of the SPECTRO-M-10-MIR/(MIR1+MIR2) inline sensor from Sensor Instruments. Further SPECTRO-M sensors of the type with other measurement geometries are currently in development. As the developer of special sensors, we are also able to adapt the technology to match special applications and customer requirements. 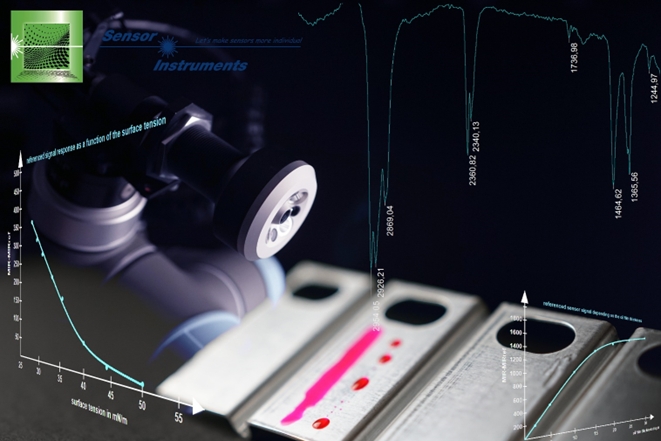 |
22.08.2023 |