








Przetłumacz tę stronę:
エッジ検出とは?

エッジは物体の開始部分や物体の急な高さの増加部分などの、一般的に幾何学的な切れ目を指します。
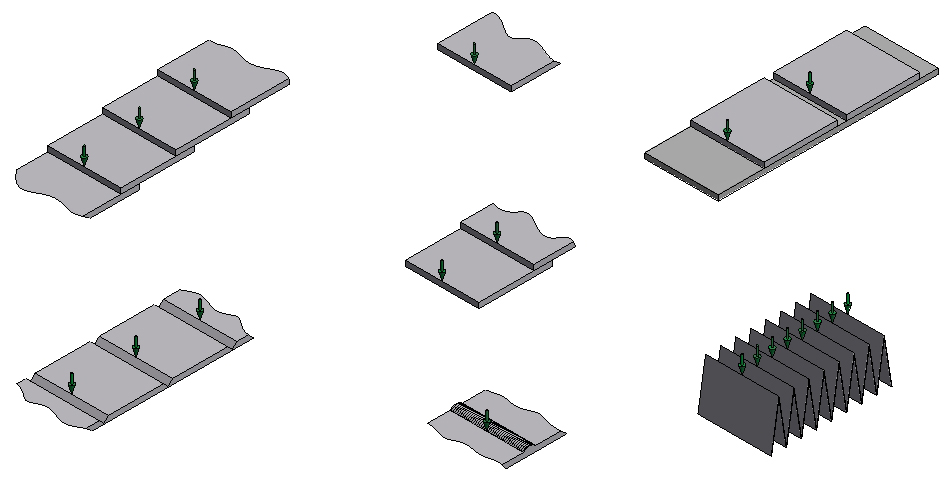
ある場合では、(全通モード、反射光モードの、L-LAS-TBシリーズ、L-LAS-RLシリーズ参照)ラインセンサーや2D、3Dのカメラシステムを使い最高の精度でエッジの位置を検出する必要があります。しかし、エッジの高速検査や、エッジのカウントが必要な場合、エッジとセンサー間の距離の大きな変動に非常に適している、まったく異なる原理が使用されます。このアプリケーションには以下の例があります:
- 印刷産業(シートカウント、コピーカウント)
- 金属産業 (びびり検出、溶接シーム検出、シート重なり検出)
- 包装産業 (折りたたみ包装のカウント)
- 製紙山陽 (シングルシートカウント)
- プラスチック産業 (フィルムのカウントと検出)
- 電機産業 (溶接機のワイヤカウント)
- 自動車産業 (エアーフィルターマットのエッジカウント)
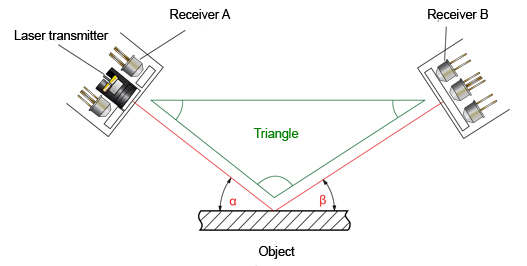
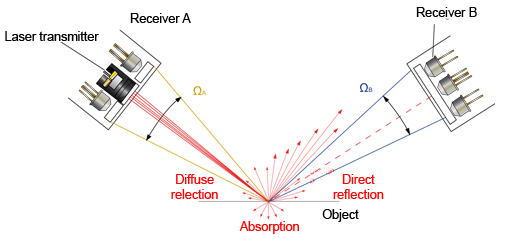
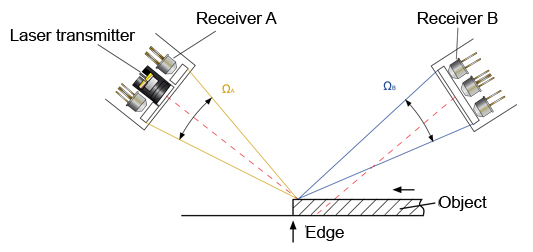
トランスミッター、レシーバー、測定物体を三角形の形で配置します。追加レシーバーは、トランスミッター側に位置します。SIエッジ検出器は、入射の地点(物体)でのレーザースポットを最小にするために、収束レーザーダイオードを使用します。物体表面の性質に応じて、レーザースポットが直接的または拡散的に散乱、または、物体に吸収されます。
前方の撹乱放射線の一部がレシーバーB(立体角SLB)に到達すると、後方の撹乱放射線がレシーバーA(立体角SLA)によって検出されます。角度に応じて、相対的に広い操作角度を設定できます。レシーバーA(信号A)とレシーバーB(信号B)の基準値を考慮して、以下の関係が見られます:
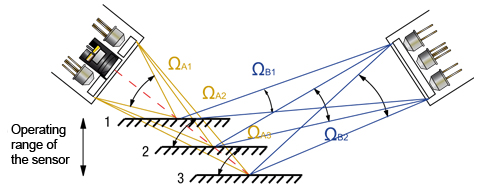
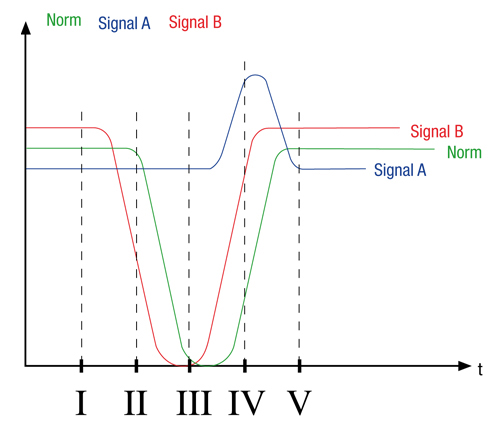
NORM値は、実際、物体表面の明るさの変動や色変化に影響を受けない測定量です。エッジがレーザースポットに近づくと、NORM値はどう変化するのでしょうか?
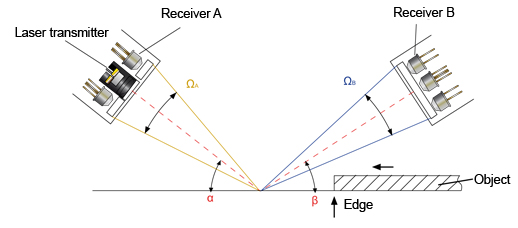
Ι:
この場合、エッジはレーザースポットから遠いため、レーザー光の影響ゾーンSLBとSLAには影響はありません。

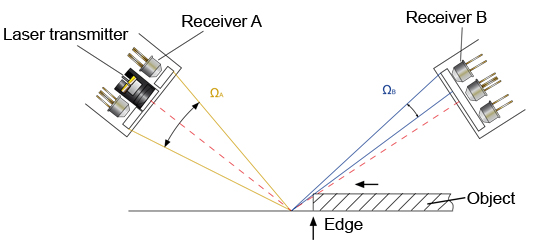
ΙΙ:
物体はレシーバーBの視界に入るため、レーザー光の影響ゾーンΩBが小さくなりますが、ΩAには変化ありません。SIGNAL Aには変化がない一方で、SIGNAL Bが減少するため、NORM値も小さくなります。
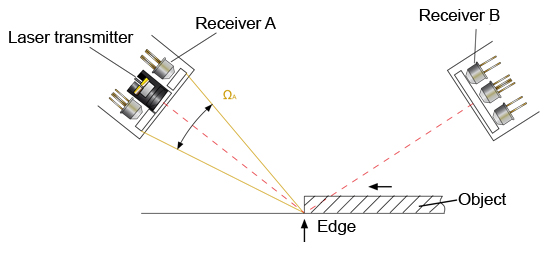
III:
物体のエッジがレーザースポット上のΩB の視野のかなりの部分を覆うため、NORM値が減少します! ΩA には変化ありません。
IV:
物体のエッジがレシーバーBとレーザースポットのコンタクトを完全に妨げます。SIGNAL Bが0に近づき、NORM値が最小に到達します。
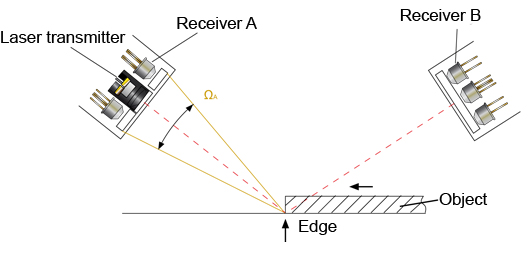
NORM->Ø!
物体のエッジにより初期に散乱した光が跳ね返り、部分的にレシーバーAに到達するため、レシーバーAの信号Aがわずかに増加します。
V:
オブジェクトのエッジがレーザースポットを通過し、レーザースポットとレシーバーBのコンタクトが再度確保されます。NORM値がIでの値とほとんど同じ値になります。
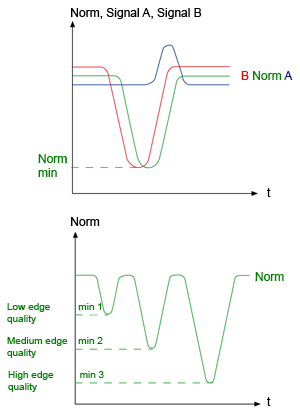
実際に、ほとんどの場合物体のエッジは明確に定義されていません。このため、NORM値はØになりません。つまりは、NORM値の最小値が“エッジ品質”の基準となり、NORM値が小さいほど、エッジがより明確に定義されます。エッジの品質は物体の密度と、しゅん度に左右されます。
エッジ検出器はほとんどの場合物体のカウントに使用されるため、カウント結果が間違わないように各エッジに対して厳密に1つの信号を送ります。信頼性の高いエッジ検出に加え、正確なカウントを行うためにも3つの追加の安全対策が講じられます。:
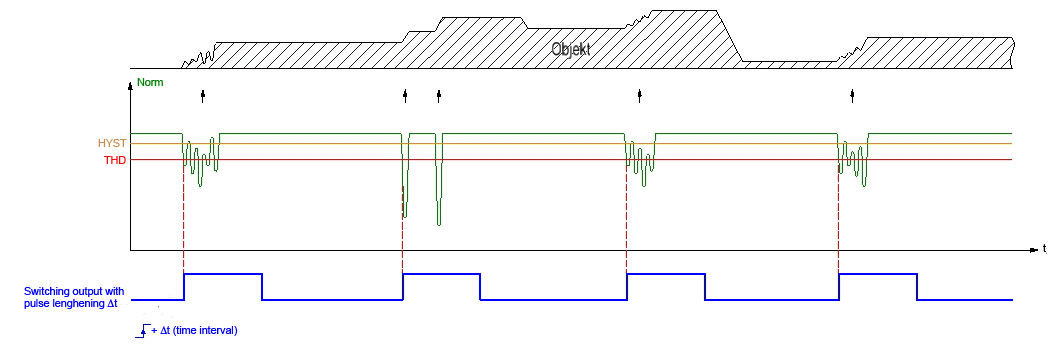
1. 安全対策 HYSTERESIS
実際のエッジはほとんどの場合、理想的な段形状を持っておらず、むしろNORM値に順番に影響するような複数のエッジから構成されています。
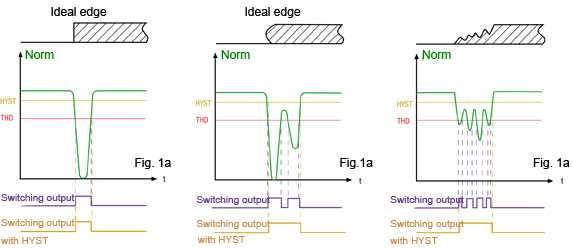
通常、NORM値が特定の閾値THDを下回った時に、エッジがセンサーのコントローラーから検出されます。THD閾値が (HighからLowへ)通過した場合、センサー出力のスイッチング状態が変化します。NORM値が閾値を再び上回った場合(また、他の安全対策がない場合)、図1aのようにスイッチング出力が初期状態へと戻ります。
図1bと1cではスイッチング閾値がエッジごとに複数回通過し、複数のパルスをトリガーします。2つ目のHYST閾値は、これら複数のパルスを抑制するために使用されます。スイッチングプロセスは、ここでもTHDスイッチング閾値を通過する(落ちる)ことでトリガーされます。他のパルスを出力に送るためには、値がHYSTヒステリシス閾値を超えなければなりません(図1b、1cのHYSTを含むスイッチング出力参照)。
2. 安全対策 PULSE LENGTHENING
スイッチングプロセス(THD閾値を下回った)後に、(1ms、2ms、5ms、10msなど)特定の調節可能な時間間隔でスイッチング出力を伸ばすための安全対策です。
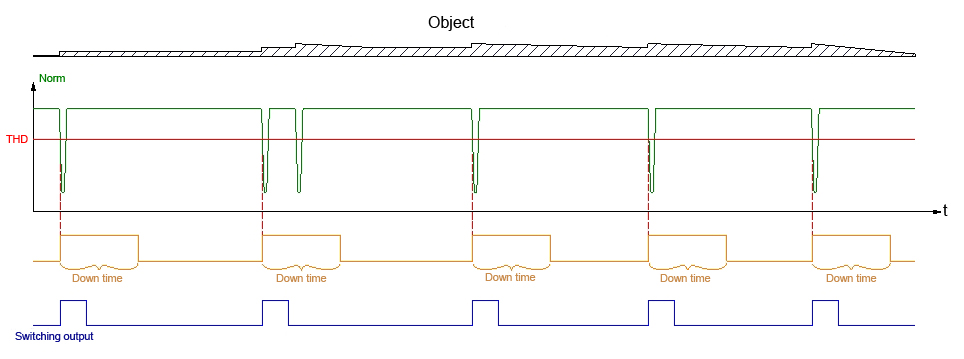
3. 安全対策 DEAD TIME
デッドタイムは最も重要な安全対策です。評価ソフトウェアには一定時間にかけて“休憩時間”になるため、評価が行われないデッドタイムの時間が設けられます。デッドタイムは、値がTHDスイッチング閾値を下回った時に開始します。ABSOLUTEモードでは、設定した時間間隔からデッドタイムの長さが決定し、RELATIVEモードでは、以前のエッジのタイムド(時間調節)シーケンスによって決定します。現在のタイムドエッジの距離のパーセンテージ値をここから選択できます。
Sensor Instrumentsのエッジ検出器は、調節済みのレーザーダイオードを備えています。レーザー光の焦点を合わせるために光学ユニットを使用し、物体を離すとレーザースポットはおよそ20 µmから100 µとなります。検査済みレーザー光と、レシーバー側にインターフェースフィルターを使用することで、このセンサータイプを外部光からの影響を受けないように出来ます。エッジ検出器は、Windows®ユーザーインターフェースを使い、RS-232インターフェースを介してパラメーター化されます。現在のNORM値(NORM最小値)がグラフィックで表示されるため、 ユーザーインターフェースから簡単で最善な設定を行うことが出来ます。PLCなどによって直接評価可能なデジタル信号が出力されます。スイッチングプロセスは、組み込まれた黄色のLEDにより視角化できます。
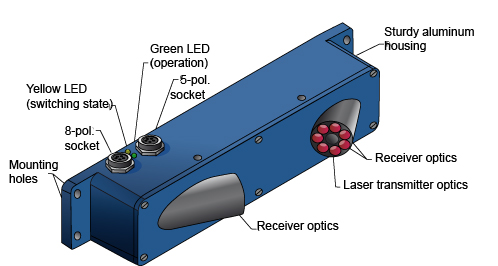
エッジ検出のハードウェア
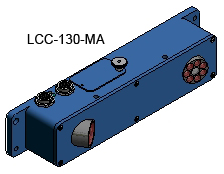
| このタイプは、主に高光沢から無光沢色の、かわら状の1枚のシートをカウントする場合に最適です(例:高光沢のラミネート板のカウントに最適)。操作範囲は26mmから34mmです。MAバージョンでは、センサーに組み込まれたスイッチを使い、デッドタイム、パルス長、感度など、複数のパラメーターを設定できます。 | 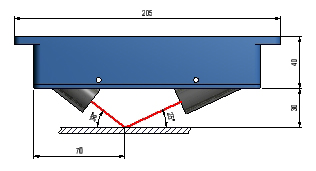 |
| LCC-40-CYLバージョンには、ライン状のレーザーライトスポットがあります(40mm離した距離でおよそ3mm x 0.1mm)。物体に発生しうる不良位置を補正出来ます。このタイプは、バイメタルストライプのびびり(線状のぎざぎざ)の検出に使用されます | 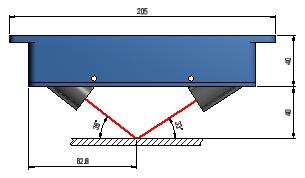 |
| LCC-80 とLCC-80-MA エッジ検出器は、コピーカウンターとしてスタッカの補正に使用されます。このタイプは金属シートやパイプの溶接シームの検出にも使用されます。センサーの操作範囲は60mmから100mmです。MAタイプでは感度、デッドタイム、出力保持時間(パルス長)を、DIPとロータリースイッチを使いセンサーに直接設定できます。 | 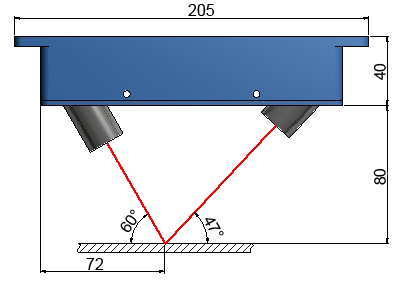 |
| CYLバージョンにはライン状のレーザーライトスポットがあり、80mm離した距離でのスポットサイズは3mmx0.1mmになります。これにより、表面のむらを補正することが出来ます。 | |
| 広い操作範囲により、このセンサータイプはセンサーからの距離が大きく変動する特にコピーのカウント、またはパイプやメタルシートの溶接シームの検出に適しています。このセンサータイプは折りたたみ包装のカウントにも適しています。 |  |
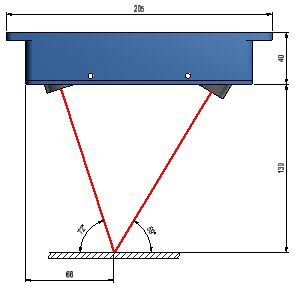
| 2つのイニシエーターと組み合わせ、このセンサーは頭上式の運搬アプリケーションにおける印刷コピーのカウントに非常に適しています(EXTERNAL TRIGGER MODEを使用)。MAタイプを用いて、ハウジングに組み込まれたDIPとロータリースイッチを介してセンサーを設定できます(デッドタイプ、感度、パルス長)。 操作範囲は70mmから130mmです。 | |
|
80mmと160mmの操作範囲によって、センサータイプは、折りたたんだカートンボックスの包装製品をカウントしたい場合に使用します。厚み1mmのエッジを、最大で80mm離して確実に検出できます。MAタイプによって、(デッドタイム、パルス長、感度の)パラメーターを直接センサーに設定することができます。
|
 |
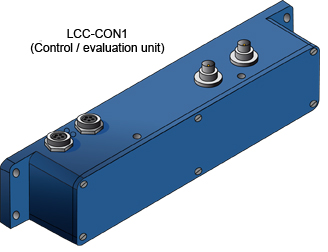
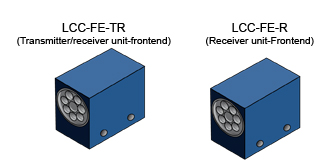
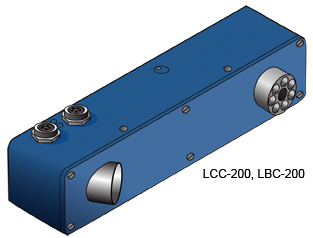
| このバージョンでは、実際のセンサーユニット(フロントエンド)がコントロールユニットと分かれています。トランスミッター/レシーバーの距離と角度が異なるため、これらのエッジ検出器を柔軟に調節することが出来ます。また、フロントエンドにはゲイン係数を設定するためのポテンショメーター機能があり、NORM値を最適に設定することができます。 | 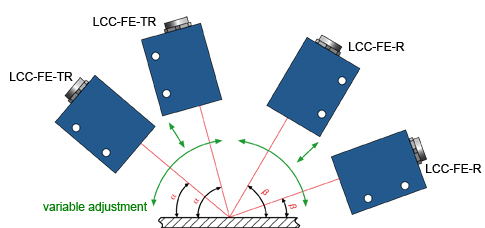 |
このセンサーの操作範囲は150mmから250mmです。デジタル出力に加えアナログ出力(0V…+10V)をも持つバージョンLBC-200でも同様の操作範囲が使用できます。このセンサーは、ファンのターボチャージャーにある動翼の周波数測定などに使用できます。アナログ信号はエッジの周波数に比例します(例:ローターブレードのエッジ)。

ハードウェアの概要
タイプごとの最適用途
|
|
LCC-30 |
|
|
| LCC-40 | |
|
|
| LCC-80 | |
|
|
| LCC-90 | |
|
|
| LCC-130 | |
|
|
| LCC-200, LBL-200 | |
|
|
| LCC-CON1 + LCC-FE-TR + LCC-FE-R | |
|
|
| FIO-80 | |
|
|
Windows® software SI-LCC-Scope V1.0
PCユーザーインターフェースにより、LCCセンサーを快適にパラメーター化することが出来ます。 そのためには、シリアルインターフェースケーブル(RS232バスまたはUSBバス)を使いLCCセンサーをPCに接続する必要があります。パラメーター化が終了すると、エッジ検出器を再びPCから切り離すことが出来ます。
PMOD + POWER [%]: この項目から、レーザー光パワーとレーザー光パワーモードの設定に使用します。DYNモードでは、自動レーザー光の適合がアクティブになり、ソフトウェアが最適な光量を決定します。FIXモードでは、レーザー光パワーを POWER[%] 欄に入力できます。
HOLD [ms]: エッジ検出後に出力パルスの長さを入力できます。
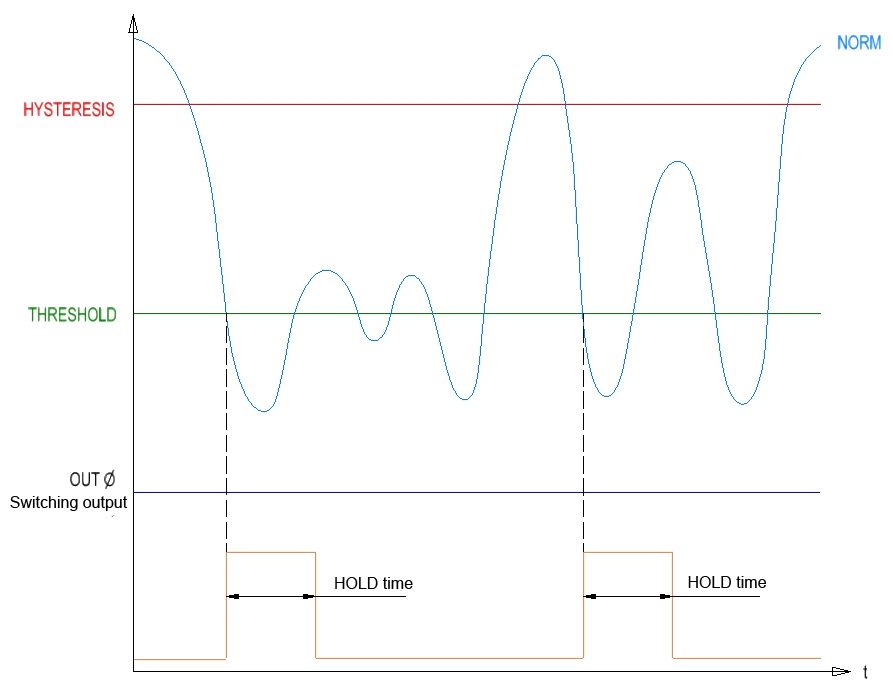
NORM値がTHRESHOLD値よりも下回ると、スイッチング出力がアクティブになります。同時に、HYSTERESIS閾値を上回るまでエッジ検出が非アクティブになります。
THRESHOLD
この入力欄は、エッジ検出器の感度を設定するために使用します。閾値が減少すると、センサーの感応性が減少します。
この入力欄は、エッジ検出器の感度を設定するために使用します。閾値が減少すると、センサーの感応性が減少します。
HYSTERESIS
2つ目の閾値は、エッジの検出後に複数のスイッチングを抑制するために使用します。閾値を上回るとセンサーが再びアクティブになります。
2つ目の閾値は、エッジの検出後に複数のスイッチングを抑制するために使用します。閾値を上回るとセンサーが再びアクティブになります。
TRIGGER: ADJ EXT
適切なトリガーポジションを容易に見つけるためには、SOURCE: EXTから開くことができる特殊なチャートをWindows®ユーザーソフトウェアに使用します。
SOURCE: EXT
このチャートは、2つのトリガー入力信号INGとIN1の現在のポジションと、現在のエッジポジションを表示します。INØはØに位置し、以下のING-Pubは100に位置します。IN1はおよそ60に位置し、INØとIN1の中間付近のエッジはおよそ30となります。
BACKLIM:
この項目は、強度制限値の設定に使用します。値が制限値よりも下回ると、エッジ検出が妨げられます(DATØ=レシーバーAの信号、三角測定原理に基づくエッジ検出を参照ください)。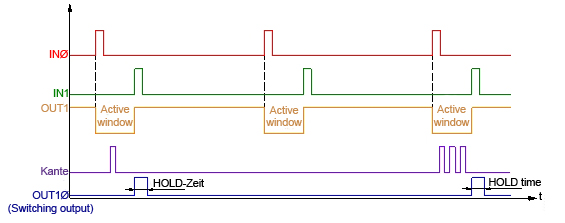
TRIGGER
TRIGGER=CONTにより、測定が連続して実行されます。TRIGGER=EXTでは、アクティブウィンドウが2つのデジタル入力INØとIN1によって設定され、アクティブ時間中にエッジ検出のみが行われます。このアクティブ時間中に1つまたは複数のエッジが検出されると、トリガーインターバル(ACTIVE WINDOW)中に複数のマウントを防止するためHOLD[ms]で設定した時間以外で、スイッチング出力がアクティブになります。
REG CNT
この設定値はレーザーパワー制御の速度に影響します。
この設定値はレーザーパワー制御の速度に影響します。
AVERAGE
この項目は複数のNORM値の平均化に使用します。
この項目は複数のNORM値の平均化に使用します。
OUTMODE
DIRECTでは、検出エッジがLOW(0V)からHIGH(+24V)に変更し、HOLD時間が経過した後に、スイッチング出力が初期状態へと戻ります。INVERSEでは、検出エッジがHIGH(+24V)からLOW(0V)に代わり、HOLD時間が経過した後に、スイッチング出力が初期状態へと戻ります。
DIRECTでは、検出エッジがLOW(0V)からHIGH(+24V)に変更し、HOLD時間が経過した後に、スイッチング出力が初期状態へと戻ります。INVERSEでは、検出エッジがHIGH(+24V)からLOW(0V)に代わり、HOLD時間が経過した後に、スイッチング出力が初期状態へと戻ります。
DT MODE
この項目は、使用されているDEAD TIME MODEを表します(安全対策 – DEAD TIMEを参照)。このデッドタイム中、検出は行われません。デッドタイムはDEAD TIME [ms]からms単位で設定できます。DYNはDEAD TIME [%]から%単位で設定可能なDynamic Dead Timeが使用されていることを意味します。2つの検出エッジ間の時間は、100%とみなされます。設定したデッドタイムに応じて、エッジ検出を再度アクティブになるまで、この設定パーセンテージ値が経過します。
SOURCE
RAW +レシーバー信号 A (DATØ)と B (DAT1) がグラフィックユーザーインターフェースに表示されます。このデータはNORM値と共に数値で表されます。

GETBUFFをクリックすると、エッジ検出後のNORM信号の最新16の最小値(最小値-エッジ) が表示されます。値が下回るTHRESHOLDもグラフィックウィンドウに表示されます。エッジ検出後、DEAD TIMEとHOLD TIME中にセンサーのソフトウェアが最小NORM値の検索を開始し、この値を維持し続けます。
GETBUFFを使用することで、各アプリケーションに必要な感度閾値を最適に設定することができ、センサーの設定がより容易になります。

{kind=link}