








Traduci questa pagina:
Cosa è il rilevamento dei bordi?

Un bordo generalmente è una discontinuità geometrica, per esempio l'inizio di un oggetto o di un improvviso aumento di altezza di un oggetto.
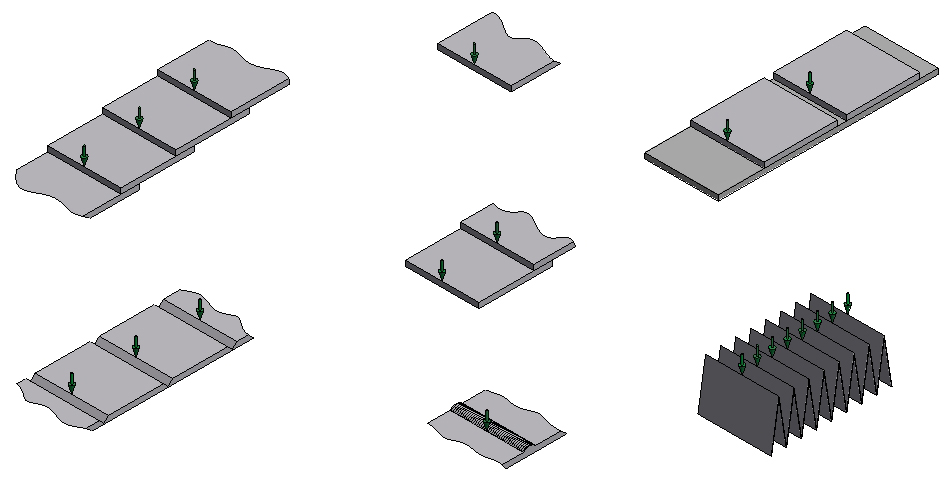
In alcuni casi, la posizione di un bordo deve essere rilevata con la migliore precisione possibile, ad esempio può essere rilevata con sensori di linea (modalità di sbarramento, la modalità di luce riflessa - vedi L-LAS-TB e della serie L-LAS-RL) o con sistemi di telecamere 2D o 3D. Se, tuttavia, i bordi devono essere rilevati ad alta velocità, o i bordi devono essere conteggiati, è utilizzato un principio completamente diverso, che è anche perfettamente adatto in caso di variazioni di distanza tra il bordo di grandi dimensioni ed il sensore. Esempi di tali applicazioni si possono trovare:
- nell'industria della stampa (foglio di contatore, contatore copia)
- nell’industria del metallo (rilevamento cordone di saldatura, il riconoscimento dello strato di sovrapposizione)
- nel settore dell'imballaggio (conteggio degli imballaggi effettuati)
- nel settore della carta (conteggio foglio singolo)
- nel settore delle materie plastiche (conteggio pellicola e rilevamento)
- nel settore elettrico (conteggio di fili ad una macchina di avvolgimento)
- nel settore automobilistico (conteggio bordo piegato stuoie filtro dell'aria)
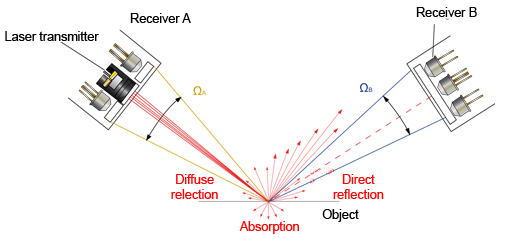
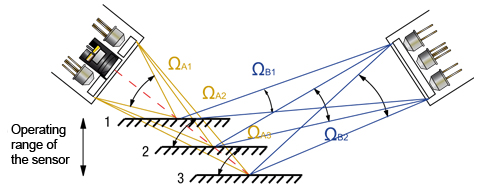
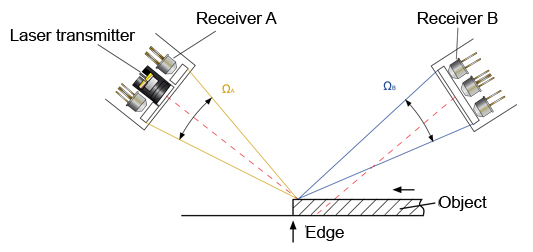
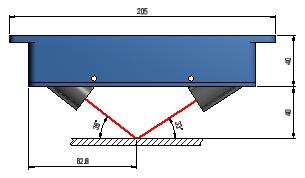
Alcune delle radiazioni disperse in avanti raggiungono il ricevitore B (angolo solido SLB), mentre alcuni della radiazione diffusa all'indietro viene rilevata dal ricevitore A (angolo solido SLA). Secondo l'angolo relativamente ampio il campo di funzionamento può essere lo si trova realizzato nello spazio sottostante! Considerando il valore normato del ricevitore A (segnale A) e ricevitore B (segnale B) il rapporto è il seguente:
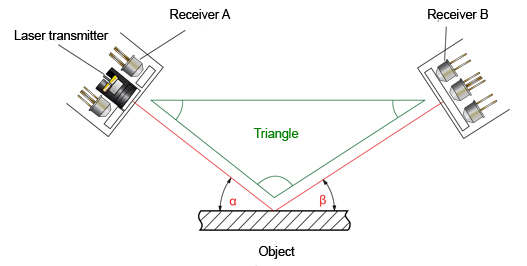
Il valore NORM è un misurando che in pratica è quasi indipendente dalle fluttuazioni di luminosità o cambiamenti di colore della superficie dell'oggetto. Che cosa succede con il valore NORM quando un bordo si muove verso il punto laser?
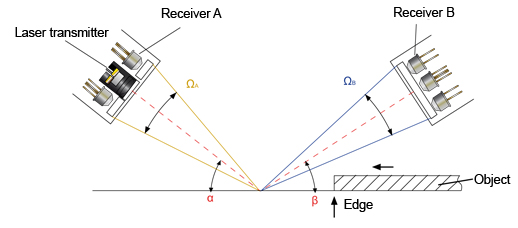
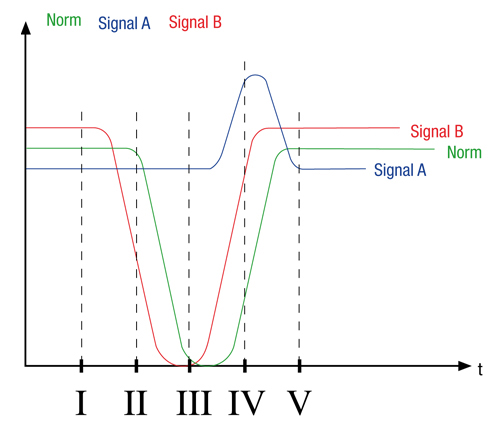
Ι:
In questo momento il bordo è ancora così lontano dal punto laser che influenza la luce laser, le zone SLB e SLA non sono influenzate.

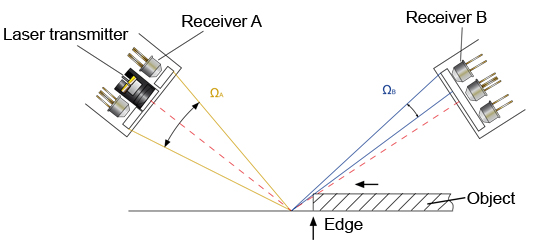
ΙΙ:
L'oggetto ora entra già nel campo vista del ricevitore B, l'influenza nella zona di luce laser ΩB diventa più piccola, mentre ΩA rimane invariato. Il valore NORM quindi diventa anche più piccolo, perché il segnale B diminuisce mentre SEGNALE A rimane invariato.
III
Il bordo dell'oggetto ora copre già una parte considerevole del campo vista ΩB sul punto laser, il valore NORM quindi diminuisce ulteriormente! ΩA rimane invariato. 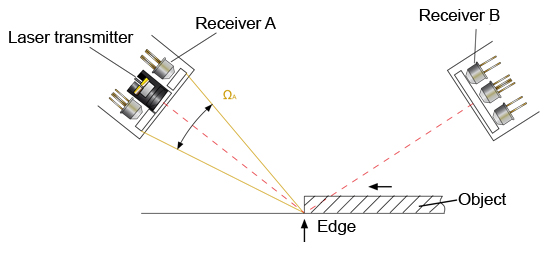
Il bordo dell'oggetto interrompe completamente il contatto visivo del ricevitore B al punto laser. SEGNALE B avvicina quindi a zero, e il valore NORM raggiunge un minimo!
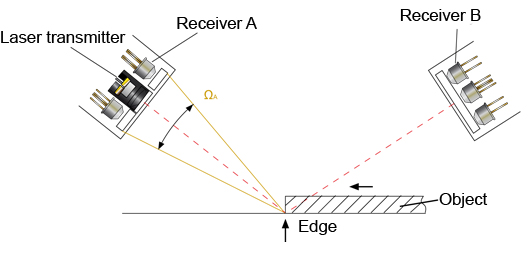
NORM->Ø!
Un segnale di un ricevitore aumenta leggermente, perché a causa del bordo dell'oggetto inizialmente la luce dispersa in avanti è sparsa indietro e quindi raggiunge parzialmente ricevitore A.
V
Il bordo dell'oggetto ora ha superato il punto laser, e vista contatto tra spot laser e ricevitore B viene stabilita nuovamente. Il valore NORM raggiunge quasi lo stesso valore in I.
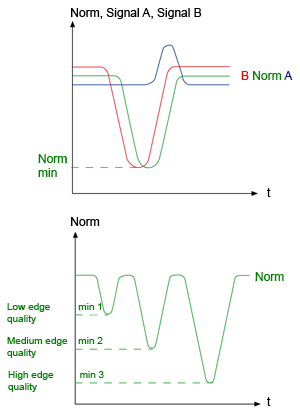
In pratica i bordi degli oggetti nella maggior parte dei casi non sono così chiaramente definiti, che è il motivo per cui il valore NORM non raggiunge Ø. Il minimo del valore NORM è quindi una misura per la "qualità bordo", cioè un valore NORM piccolo significa un bordo più definito. La qualità del bordo è influenzata dalla densità dell'oggetto e dalla ripidità del bordo.
Poiché i rivelatori di bordo sono utilizzati principalmente per il conteggio di oggetti, solo il segnale deve essere fornito esattamente per ogni fronte, perché altrimenti il risultato del conteggio sarebbe sbagliato. Oltre al rilevamento affidabile del bordo, sono stati introdotti tre ulteriori metodi di misura di sicurezza per questo scopo:
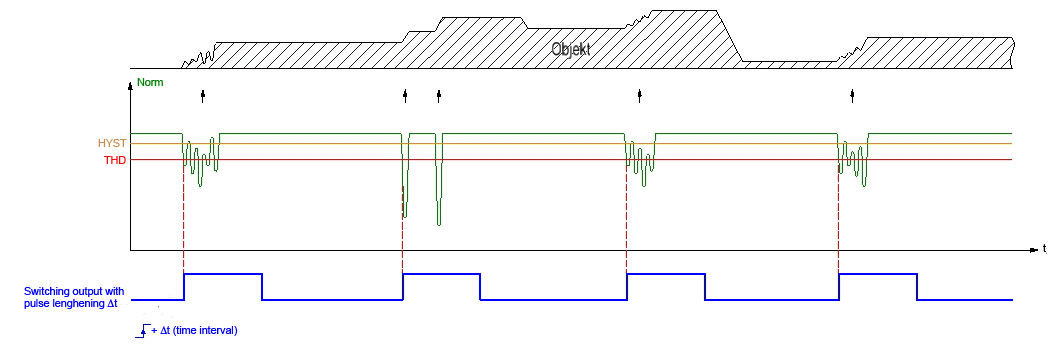
1. Misura di sicurezza ISTERESI
I bordi in pratica nella maggior parte dei casi, purtroppo, non hanno la forma passo ideale, un bordo consiste piuttosto in diversi spigoli che a loro volta possono influenzare il valore NORM.
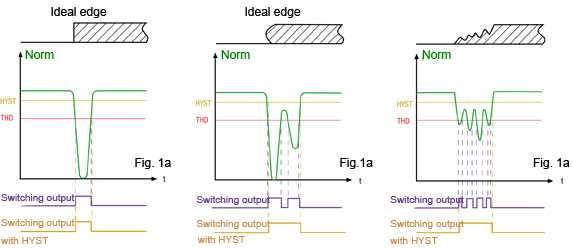
Solitamente un bordo viene rilevato dal controllore del sensore quando il valore NORM scende sotto una certa soglia di THD. Quando si passa la soglia THD (da alto a basso) lo stato di commutazione per i cambiamenti di uscita del sensore cambia. Quando il valore NORM supera la soglia di nuovo (e non ci sarebbero state altre misure di sicurezza), l'uscita di commutazione, come indicato in fig. 1a, ritorna al suo stato iniziale.
Nelle figure 1b e 1c la soglia di commutazione è passata più volte al bordo, il che produrrebbe diversi impulsi.
Una seconda soglia HYST viene utilizzata per sopprimere queste molteplici impulsi. Il processo di commutazione ancora è innescato dal passaggio (al di sotto) della soglia di commutazione THD. Per un altro impulso da fornire in uscita, tuttavia, il valore deve superare la soglia HYST isteresi (vedi fig 1b, 1c:. Uscita di commutazione con HYST).
Nelle figure 1b e 1c la soglia di commutazione è passata più volte al bordo, il che produrrebbe diversi impulsi.
Una seconda soglia HYST viene utilizzata per sopprimere queste molteplici impulsi. Il processo di commutazione ancora è innescato dal passaggio (al di sotto) della soglia di commutazione THD. Per un altro impulso da fornire in uscita, tuttavia, il valore deve superare la soglia HYST isteresi (vedi fig 1b, 1c:. Uscita di commutazione con HYST).
2. Sicurezza della misura INPULSO DI ALLUNGAMENTO
Un'altra misura di sicurezza è quella di allungare l'uscita di commutazione, dopo un processo di commutazione (al di sotto della soglia di THD) da un certo intervallo di tempo regolabile (es 1 ms, 2 ms, 5 ms, 10 ms).
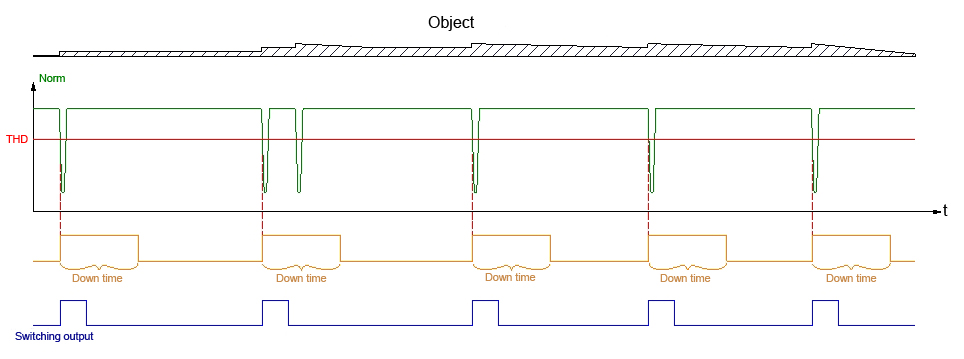
3. Misura di sicurezza TEMPO MORTO
Il tempo morto è la misura di sicurezza più importante. Il termine tempo morto è stato introdotto perché il software di valutazione più o meno è "messo a riposo" per un certo tempo, cioè nessuna valutazione viene eseguita durante questo periodo. Il tempo morto viene avviato quando il valore scende sotto la soglia di commutazione THD. In modo assoluto la lunghezza del tempo morto è definito dal periodo di tempo impostato, in modo relativo dalla sequenza temporizzata del tagliente precedente. Un valore percentuale della corrente di distanza dal bordo a tempo può essere scelto qui.
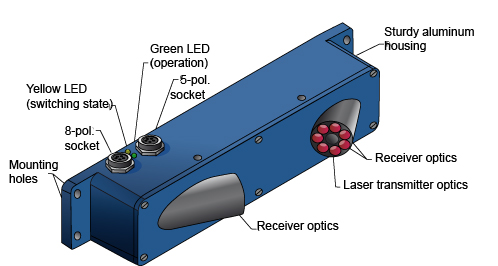
I rilevatori bordo di Sensor instruments sono dotati di un diodo laser modulato. Un'unità ottica è utilizzata per focalizzare la luce laser, in modo che alla distanza dell'oggetto c'è uno spot laser di circa 20 micron a 100 μ. Con la luce laser testato e il filtro di interferenza a lato del ricevitore questo tipo di sensore è estremamente insensibilità alla luce esterna. I rivelatori di bordo vengono parametrizzati attraverso un'interfaccia RS-232, utilizzando un'interfaccia utente Windows. Questa interfaccia utente consente impostazioni semplici e ottimali perché i valori correnti (NORM NORM minimi) vengono visualizzati graficamente. L'uscita fornisce un segnale digitale che può essere valutata direttamente, ad esempio da un PLC. Il processo di commutazione è anche visualizzata dal LED giallo integrato.
| Questo tipo è adatto principalmente per il conteggio di high-gloss per opachi colorati fogli singoli in formato embricate (ad esempio il conteggio affidabile di lastre in laminato high-gloss). Il raggio di azione è di 26 mm a 34 mm. La versione MA permette di impostare vari parametri come il tempo morto, la lunghezza di impulso, e la sensibilità mediante interruttori che sono integrati nel sensore. | 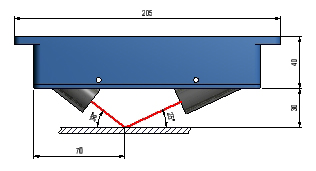 |
I tipi LCC-40 e LCC-40-MA principalmente sono utilizzati per applicazioni con bordi estremamente piccoli. Il sensore ad esempio rileva perfettamente singoli fogli omogenei in forma Imbricated, partendo da uno spessore di 40 g / m2, anche alle alte velocità (vari m / s). Il sensore, inoltre, è particolarmente adatto per il rilevamento di film plastici (anche trasparente) in forma Imbricated. La posizione di sovrapposizione di colori metallici sottili può anche essere attendibilmente rilevato con questo tipo. Il sensore ha un raggio d'azione di 35 mm a 45 mm. Con la versione MA il tempo morto, la sensibilità, e la lunghezza di impulso possono essere impostate direttamente verso il sensore.
|
La versione LCC-40-CYL dispone di un punto luminoso laser a forma di linea (ad una distanza di 40 mm circa. 3 millimetri x 0,1 millimetri). Possibili posizioni di guasto dell’oggetto possono quindi essere meglio compensate. Questo tipo ad esempio è utilizzato anche per la rilevazione di segni di vibrazione (tacche a forma di linea) su strisce bimetalliche.
|
 |
LCC-80, LCC-80-CYL e LCC-80-MA
| LCC-80 e LCC-80-MA rilevatori di bordo, ad esempio vengono utilizzati come contatori copia per compensazione. Questi tipi sono utilizzati anche per la saldatura di rilevamento cucitura lamiere o tubi. Il campo di lavoro del sensore si trova tra 60 mm e 100 mm. Con il tipo di MA la sensibilità, tempo morto, e il tempo di uscita hold (lunghezza impulsi) può essere impostato direttamente verso il sensore con selettori DIP e rotativi. | 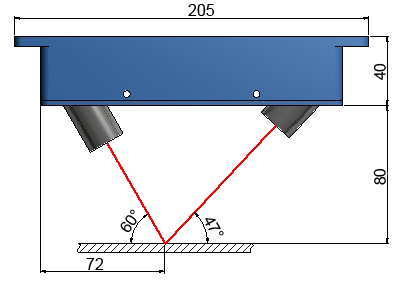 |
| La versione CYL ha un punto luminoso laser a forma di linea che ha una dimensione di circa 3 millimetri x 0,1 millimetri ad una distanza di 80 mm. Ciò consente la compensazione di eventuali dislivelli produzione delle superfici. | |
LCC-90 e LCC-90-MA
| Con il suo ampio campo di funzionamento questo tipo di sensore è particolarmente adatto per la copia contando con una distanza fortemente fluttuante dal sensore, o per il rilevamento di cordoni di saldatura su tubi e lamiere con una distanza fortemente variabile al sensore. Questo tipo di sensore è ideale anche per il conteggio imballaggi piegati. |  |
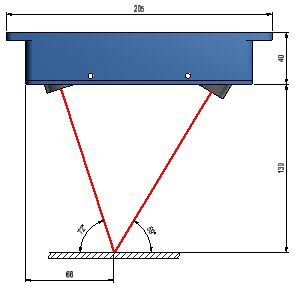
| In combinazione con due iniziatori questo sensore è anche perfettamente adatto per il conteggio delle copie da stampare in applicazioni di trasporto aeree (in modalità di trigger esterno). Con il tipo MA il sensore può essere impostato (tempo morto, sensibilità, lunghezza di impulso) mediante DIP e commutatori rotanti che sono integrati nella custodia. Il campo di funzionamento è compreso tra 70 mm e 130 millimetri. | |
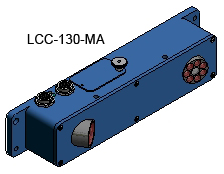
LCC-130 e LCC-130-MA
|
Con un range operativo da 80 mm a 160 mm questo tipo di sensore è utilizzato principalmente in applicazioni in cui il prodotto da contare letteralmente si accumula, ad esempio, nel confezionamento di scatole di cartone piegati. Un bordo con uno spessore del millimetro deve ancora essere rilevato in modo affidabile con una variazione di distanza fino a 80 mm. Con i parametri di tipo MA (tempo morto, lunghezza di impulso, sensibilità) può essere impostato direttamente verso il sensore.
|
 |
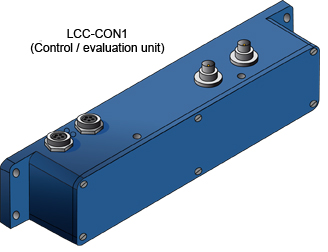
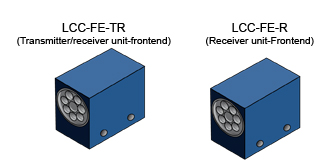
LCC-CON1 + LCC-FE-TR + LCC-FE-R
| In questa versione l'unità sensore effettivo (frontend) è separata dall'unità di controllo. Questi rivelatori di bordo possono quindi essere regolati con eccezionale flessibilità, perché sia la distanza e l'angolo di trasmettitore / ricevitore può essere variata qui. Un frontend inoltre dotato di un potenziometro per impostare il fattore di guadagno, che permette una regolazione ottimale del valore NORM. | 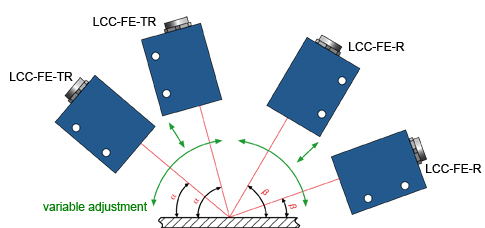 |
Questo sensore presenta un ampio intervallo operativo di 150 mm a 250 mm. E 'disponibile anche in una versione (LBC-200) che, oltre all'uscita digitale ha anche una uscita analogica (0V ... + 10V). Il sensore così ad esempio può essere utilizzato per la misura della frequenza di pale rotoriche di turbocompressori o ventilatori. Il segnale analogico proporzionale alla frequenza dei bordi (ad esempio bordi delle pale del rotore).

Hardware: sommario
Quale tipo è più adatto per che cosa?
|
|
LCC-30 |
|
|
| LCC-40 | |
|
|
| LCC-80 | |
|
|
| LCC-90 | |
|
|
| LCC-130 | |
|
|
| LCC-200, LBL-200 | |
|
|
| LCC-CON1 + LCC-FE-TR + LCC-FE-R | |
|
|
| FIO-80 | |
|
|
Windows® software SI-LCC-Scope V1.0
L'interfaccia utente di PC permette una parametrizzazione confortevole dei sensori LCC. A questo scopo il sensore LCC è collegato al PC mediante il cavo di interfaccia seriale (bus RS232 o bus USB). Quando la parametrizzazione è conclusa il rilevatore di bordo può essere scollegato dal PC di nuovo.
PMOD + POWER [%]: Questa voce è utilizzata per impostare la potenza della luce laser e la modalità di alimentazione luce laser. In modalità DYN viene attivata automaticamente per adattare la luce laser, e il software determina la quantità di luce ottimale. Con la modalità FIX la potenza della luce laser può essere inserita nel campo POWER [%].
HOLD [ms]: Permette l'inserimento della lunghezza dell'impulso di uscita dopo il rilevamento di un bordo.
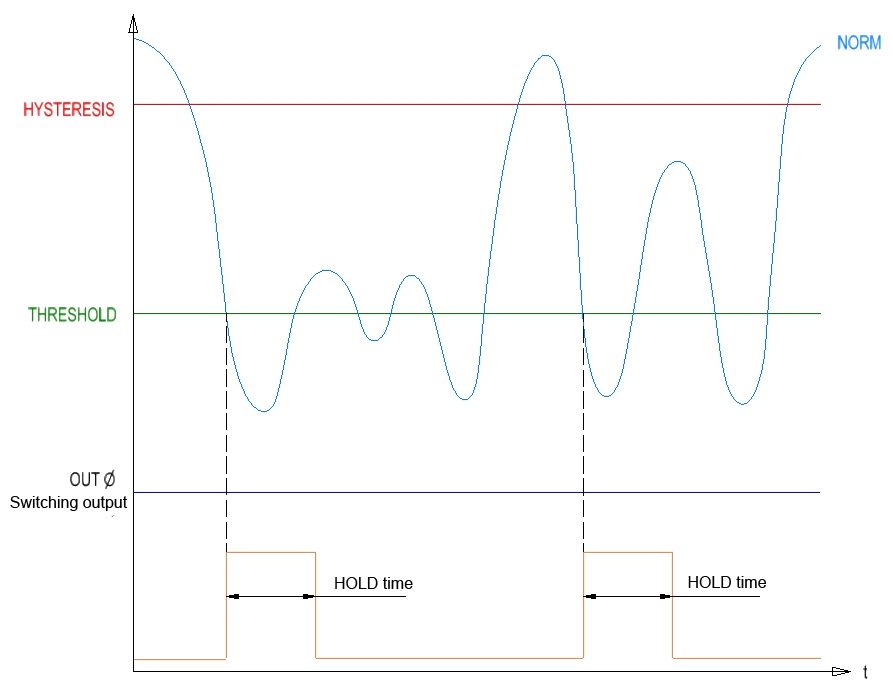
Quando il valore NORM scende sotto il valore di soglia l'uscita di commutazione viene attivata. Allo stesso tempo rilevamento bordo è disattivato fino al superamento della soglia di isteresi.
SOGLIA
Questo campo è utilizzato per impostare la sensibilità del rilevatore bordo. Il sensore diventa più insensibile quando la soglia è diminuita.
Questo campo è utilizzato per impostare la sensibilità del rilevatore bordo. Il sensore diventa più insensibile quando la soglia è diminuita.
ISTERESI
Una seconda soglia viene usata per sopprimere la commutazione multipla dopo il rilevamento di un bordo. Il sensore si attiva solo dopo quando questa soglia viene superata.
Una seconda soglia viene usata per sopprimere la commutazione multipla dopo il rilevamento di un bordo. Il sensore si attiva solo dopo quando questa soglia viene superata.
Per rendere più facile trovare una posizione di trigger adeguata, una tabella speciale è stata introdotta nel software applicativo Windows che può essere aperto sotto FONTE: EXT
SOURCE: EXT
Questo grafico mostra la posizione attuale dei due segnali di ingresso trigger ING e IN1, così come la posizione del bordo corrente. Ino si trova al Ø e la seguente ING-Bar a 100 IN1 dovrebbe trovarsi circa a 60, il bordo circa a metà tra INO e IN1, ma circa a 30.
BACKLIM:
Questa voce è utilizzata per impostare un limite di intensità. Quando il valore scende al di sotto di questo limite, rilevamento dei bordi viene interrotta (Dato = segnale del ricevitore A, vedi * rilevamento dei bordi secondo il principio di triangolazione *)
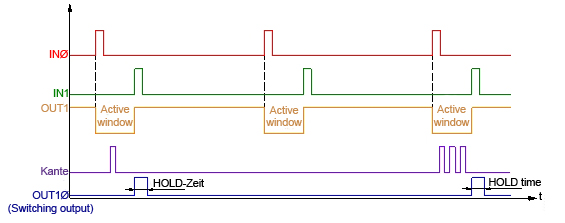
TRIGGER
Con TRIGGER = CONT la misurazione viene eseguita continuamente. Con TRIGGER = EXT una finestra attiva viene impostata dal INO due ingressi digitali e IN1, e il rilevamento dei bordi viene eseguita solo durante questo tempo attivo. Se uno o più bordi sono RILEVAMENTO Durante questo periodo attivo, l'uscita di commutazione viene attivata senza un periodo definito con ATTESA [ms], che evita duplicazioni nel computo durante un intervallo di trigger (FINESTRA ATTIVA)!
REG CNT
Questo valore di impostazione influenza la velocità di controllo della potenza del laser.
Questo valore di impostazione influenza la velocità di controllo della potenza del laser.
AVERAGE
Questo articolo può essere usato come media per diversi valori NORM.
Questo articolo può essere usato come media per diversi valori NORM.
OUTMODE
Con DIRECT l'uscita di commutazione dopo rilevato cambiamenti di bordo da LOW (0V) a HIGH (+ 24V) e dopo il tempo di attesa ritorna al suo stato iniziale. Con INVERSE l'uscita di commutazione dopo aver rilevato cambiamenti bordo da HIGH (+ 24V) a LOW (0V) e dopo il tempo di attesa ritorna al suo stato iniziale.
Con DIRECT l'uscita di commutazione dopo rilevato cambiamenti di bordo da LOW (0V) a HIGH (+ 24V) e dopo il tempo di attesa ritorna al suo stato iniziale. Con INVERSE l'uscita di commutazione dopo aver rilevato cambiamenti bordo da HIGH (+ 24V) a LOW (0V) e dopo il tempo di attesa ritorna al suo stato iniziale.
DT MODE
Questa voce indica la modalità TEMPO MORTO (vedi misure di sicurezza -? TEMPO MORTO in quello che è EDGE DETECTION). Nessun rilevamento viene eseguita durante questo tempo morto. FIX significa che viene utilizzato un tempo morto fisso. Il tempo morto può essere inserito in millisecondi sotto DEAD TEMPO [ms]. DYN significa che viene utilizzato un tempo morto dinamico, che può essere inserito in percentuale sotto TEMPO MORTO [%]. Il tempo tra due bordi rilevati è valutato come 100%. A seconda del tempo morto impostato questo valore percentuale deve trascorrere prima che il rilevamento dei bordi viene attivato di nuovo.
SOURCE
RAW + il segnale ricevitore A (Dato) e B (DAT1) sono visualizzate sull'interfaccia utente grafica. I dati vengono inoltre visualizzati numericamente, unitamente al valore NORM.

Un clic su GETBUFF visualizza gli ultimi 16 valori minimi del segnale NORM (un bordo minimo valore) dopo un bordo rilevato. La soglia sotto la quale il valore deve rientrare anche viene visualizzato nella finestra grafica. Dopo un bordo rilevato il software del sensore durante il tempo morto e tenere il tempo inizia a cercare il valore NORM più piccolo (minimo) e mantiene questo valore.
Con l'aiuto di GETBUFF è quindi possibile impostare in modo ottimale la soglia di sensibilità che è richiesta per la rispettiva applicazione, che rende più facile l'impostazione del sensore.
Con l'aiuto di GETBUFF è quindi possibile impostare in modo ottimale la soglia di sensibilità che è richiesta per la rispettiva applicazione, che rende più facile l'impostazione del sensore.